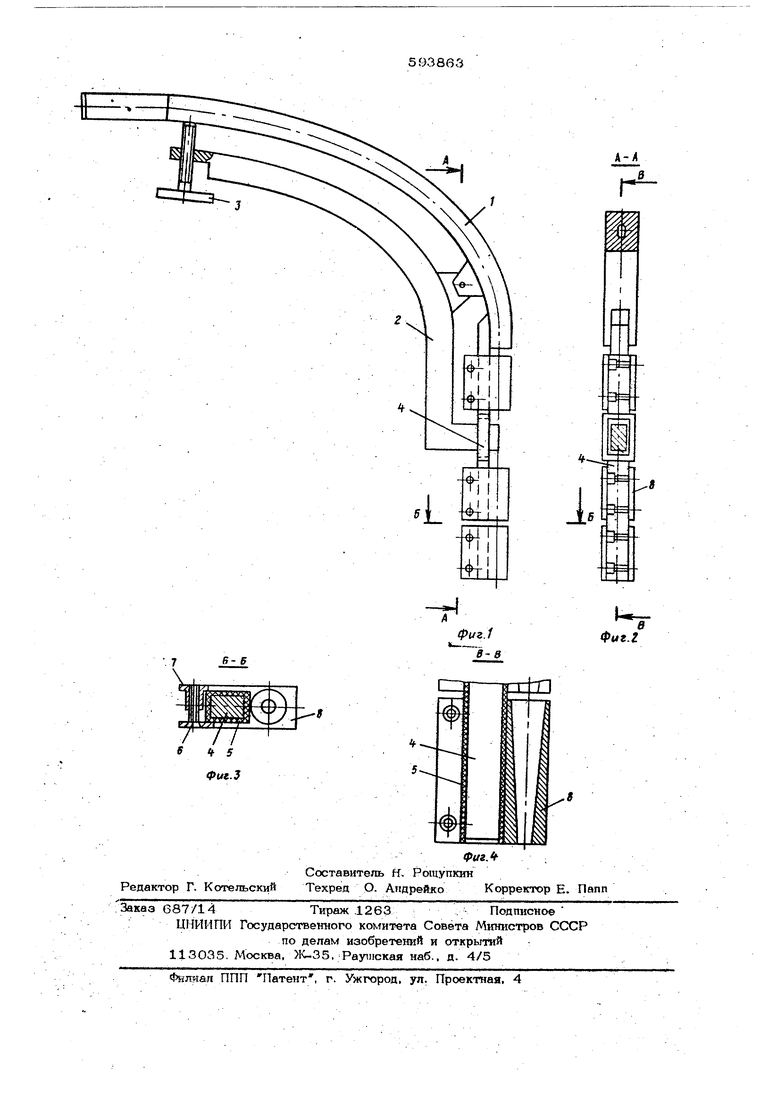
лен ствржень 4,на котором через изоляцию 5 прц помощи винтов 6 и гаек 7 (фиг. 3, 4) крепятсй металлические трубки 8 с коническим отверстием для тфохождения проволоки.
Для предотвращения прохождения сварочноро тока по металлическим трубкам 8 они нзопированы от мундштука, например, тканью из стекловолокна. Трубки 8 закреплены Hia стержне 4 с зазором, т.е. электрически
изолированы друг от друга.Набор изолированных друг от друга трубок необходим для ликвидации электроискровой 9ро.зии.
Количество трубок определяет длину повышенного вылета электрода, оптимальные значения которого находятся в интервале 12О-250 мм. & 1с6та каждой трубки выбирается из условия обеспечения стабильного прохождения проволоки, нагретой до температуры 7 О О-10 00 С,без ее деформирования и составляет 30-60 мин.
. Для предотвращения ; электроискровой QpoSKVi каждая трубка имеет конусную внутренюю поверхность и, следовательно, проволока касается трубки только в одной точке.
Для увеличения износостойкости мундштук между направляющей трубкой 1 и токоподво. дом 2 размещена еще одна коническая трубка, такая же, как конические трубки на удлиненном вылете. Это позволяет исключить электроискровую эрозию конца направляющей тоубки.,
. Испытания показали работоспособность .Мундштуков описанной конструкции и гораз|до большую юс долговечность по сравнений; с другими констру кцнями мундштуков для электрошлаковой сварки проволочным электродом с удлиненным вылетом.
Ф о
о б р е т
р м у л а и 3
е н и я
Мундщтук для электрощлаковой сварки проволочным электродом с удлиненным вылетом, состоящий из направляющей трубки, связанной с токоподводом и корректором, и соединенного с н стержня с насадкой, в которой выполнен направляющий канал для удлиненного вылета электрода, о т- ,J личающийся тем, что, с цейью повышения произвоцительности и качества сварки путем увеличения точности направления удлиненного вылета электродной проволоки в.зону сварки и повышения долговечностимундштука, насадка выполнена из набора установленных на расстоянии друг от друга металлических трубок с конусной внутренней поверхностью, электрически изолированных от стержня и друг от друга.
Ксточники информации, принятые во вшьмание при экспертизе:
1.Авторское свидетельство СССР N9 131847, кл. В 23 К 25/00, I960.
2.Журнал Автоматическая сварка, 1975. № 5, с. 71-72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук для электрошлаковой сварки | 1980 |
|
SU897440A2 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки в защитных газах неплавящимся электродом | 1982 |
|
SU1088899A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| ГАЗОВОЕ СОПЛО ДЛЯ ВЫПУСКАНИЯ ПОТОКА ЗАЩИТНОГО ГАЗА И ГОРЕЛКА С ГАЗОВЫМ СОПЛОМ | 2019 |
|
RU2802612C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| Способ разведения ванны при электрошлаковой сварке на увеличенном вылете проволочного электрода | 1980 |
|
SU891287A1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| Способ сварки плавящимся электродом | 1991 |
|
SU1807922A3 |
| Устройство для сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU996128A1 |