Изобретение относится к станкостроению и может быть использовано для автоматического регулирования величины подачи металлорежущего станка в зависимости от силового параметра процесса резания.
Известны устройства для регулирования величины подачи.
Недостатком этих устройств является низкая точность регулирования.
Наиболее близким по технической суш.ности и достигаемому результату к предлагаемому является устройство для регулирования положения режущего инструмента, содержащее последовательно соединенные усилитель, исполнительный механизм и последовательно соединенные датчик силового параметра резания и астатический регулятор, второй вход которого соединен с задатчиком силового параметра, выход которого соединен с входом делителя напряжения.
Недостаток этого устройства заключается в том, что выходная величина при врезании инструмента в деталь не регулируется.
Цель изобретения - повыщение точности устройства.
Это достигается тем, что устройство содержит релейный регулятор, коммутатор, нульорган и элемент задержки, причем первый вход релейного регулятора соединен с выходом делителя напряжения, а второй вход - с выходом датчика силового параметра, выход релейного регулятора соединен с первым входом коммутатора, второй вход которого соединен с выходом астатическо1о регхлятора, а третий вход - с выходом элемента задержки, выход коммутатора соединен со входом ус1 лителя, первый вход нуль-органа соединен с выходом делителя напряжения, а второй вход - с выходом датчика силового параметра, выход нуль-органа соединен со входом элемента задержки.
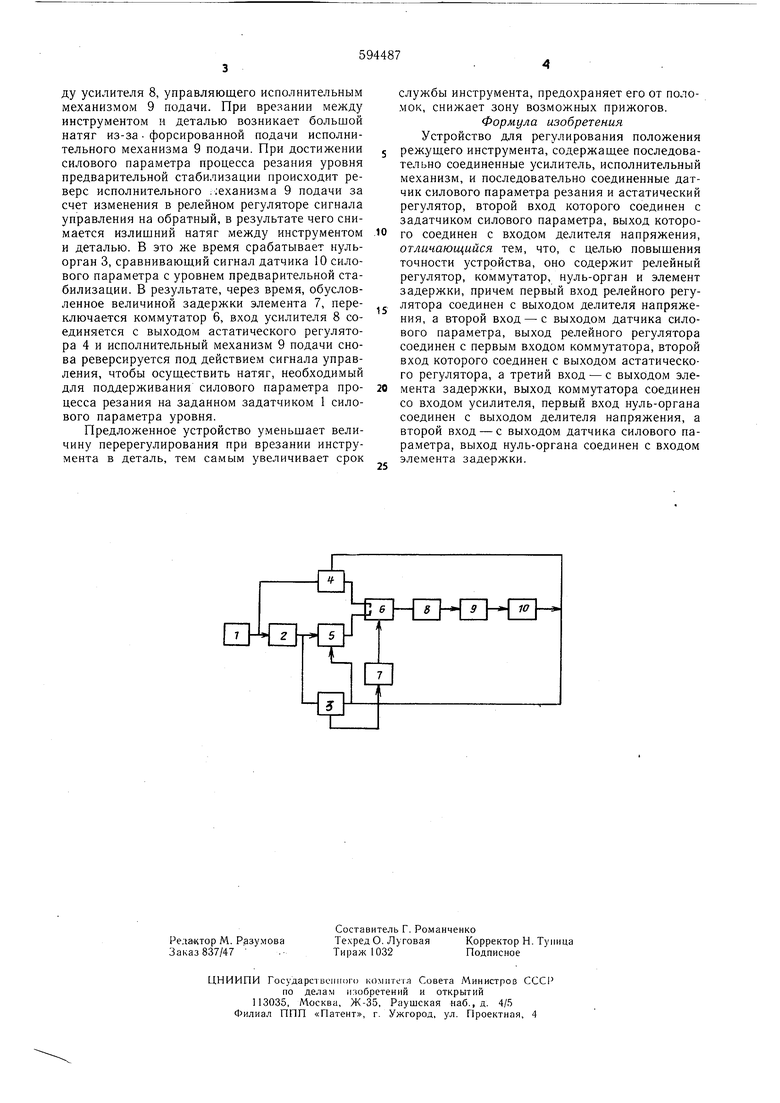
На чертеже приведена структурная схема устройства для регулирования положения режущего инструмента.
Механизм содержит задатчик 1 силового параметра, делитель 2 напряжения, нуль-орган 3. астатический регулятор 4, релейный регулятор 5, коммутатор 6, элемент 7 задержки, усилитель 8, исполнительный механизм 9 подачи и датчик 10 силового параметра.
Сигнал с задатчика 1 силового параметра, уменьшенный делителем 2 до уровня предварительной стабилизации, управляет релейным регулятором 5, при этом выход релейного регулятора 5 подключен через коммутатор 6 к вхо-.
ду усилителя 8, управляющего исполнительным механизмом 9 подачи. При врезании между инструментом и деталью возникает большой натяг из-за форсированной подачи исполнительного механизма 9 подачи. При достижении силового параметра процесса резания уровня предварительной стабилизации происходит реверс исполнительного г;еханизма 9 подачи за счет изменения в релейном регуляторе сигнала управления на обратный, в результате чего снимается излишний натяг между инструментом и деталью. В это же время срабатывает нульорган 3, сравнивающий сигнал датчика 10 силового параметра с уровнем предварительной стабилизации. В результате, через время, обусловленное величиной задержки элемента 7, переключается коммутатор 6, вход усилителя 8 соединяется с выходом астатического регулятора 4 и исполнительный механизм 9 подачи снова реверсируется под действием сигнала управления, чтобы осуществить натяг, необходимый для поддерживания силового параметра процесса резания на заданном задатчиком 1 силового параметра уровня.
Предложенное устройство уменьшает величину перерегулирования при врезании инструмента в деталь, тем самым увеличивает срок
службы инструмента, предохраняет его от поломок, снижает зону возможных прижогов.
Формула изобретения
Устройство для регулирования положения режущего инструмента, содержащее последовательно соединенные усилитель, исполнительный механизм, и последовательно соединенные датчик силового параметра резания и астатический регулятор, второй вход которого соединен с задатчиком силового параметра, выход которого соединен с входом делителя напряжения, отличающийся тем, что, с целью повышения точности устройства, оно содержит релейный регулятор, коммутатор, нуль-орган и элемент задержки, причем первый вход релейного регулятора соединен с выходом делителя напряжения, а второй вход - с выходом датчика силового параметра, выход релейного регулятора соединен с первым входом коммутатора, второй вход которого соединен с выходом астатического регулятора, а третий вход - с выходом элемента задержки, выход коммутатора соединен со входом усилителя, первый вход нуль-органа соединен с выходом делителя напряжения, а второй вход - с выходом датчика силового параметра, выход нуль-органа соединен с входом элемента задержки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования положения режущего инструмента | 1978 |
|
SU783760A2 |
| Система с переменной структурой | 1985 |
|
SU1322230A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПАРАМЕТРАМИ ЭЛЕКТРОМЕХАНИЧЕСКОЙ СИСТЕМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2414048C1 |
| Блок самонастройки для систем управления подачей металлорежущего станка | 1976 |
|
SU741232A1 |
| Система адаптивного управления шлифовальным станком | 1984 |
|
SU1276483A1 |
| Устройство для управления режимами вращательного бурения | 1981 |
|
SU1030543A1 |
| САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ УПРУГИМИ ПЕРЕМЕЩЕНИЯМИ ТОКАРНОГОСТАНКА | 1971 |
|
SU419848A1 |
| Многоточечная релейно-импульсная система для автоматического регулирования параметров технологического процесса | 1979 |
|
SU962840A1 |
| Устройство для автоматического запуска и регулирования уровня жидкого металла в кристаллизаторе машины непрерывного литья стали | 1978 |
|
SU730460A1 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
