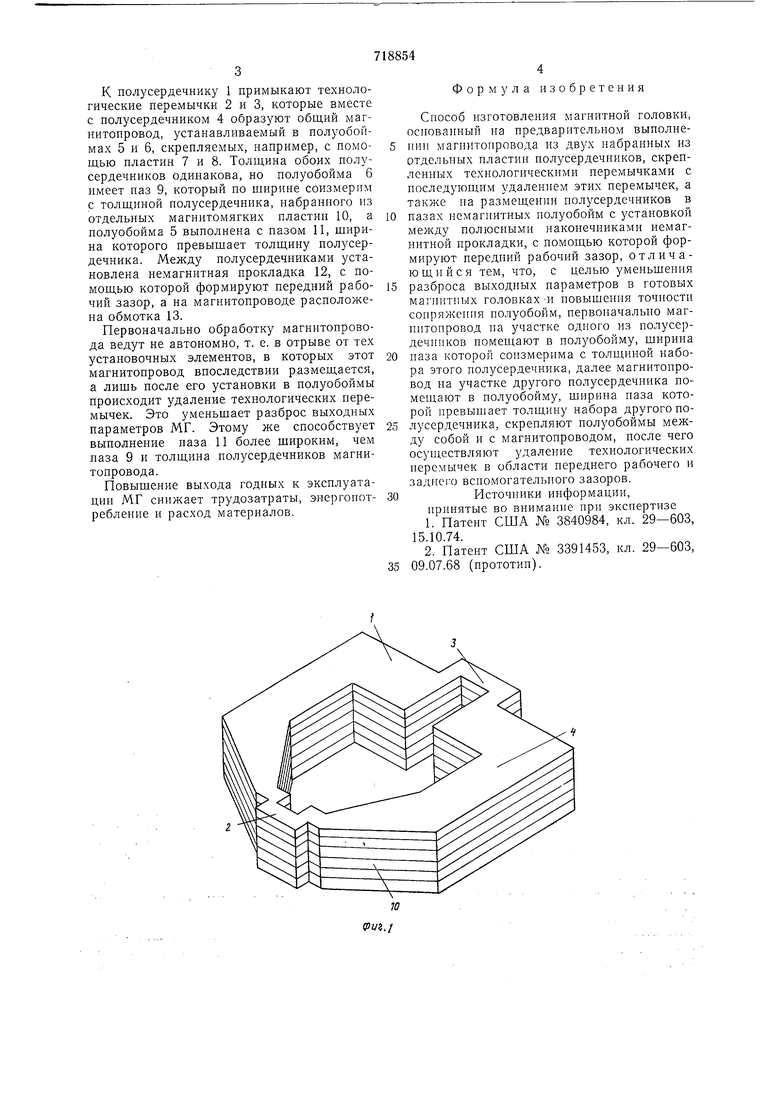
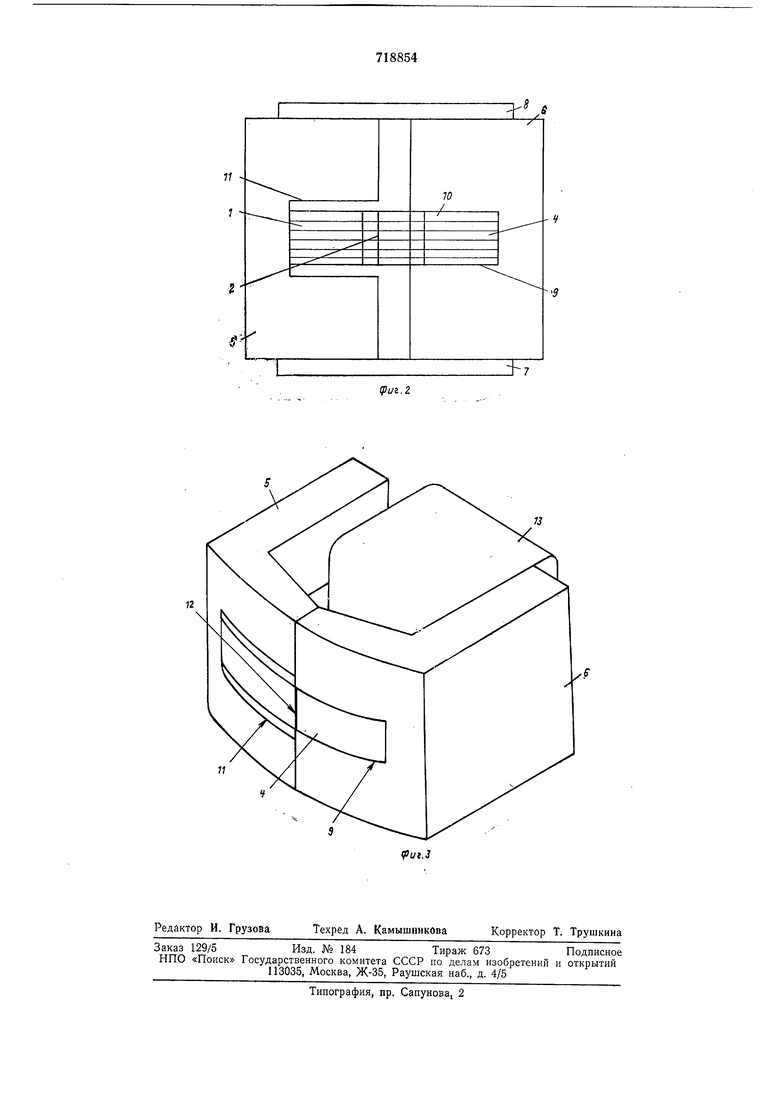
К полусердечнику 1 примыкают технологические перемычки 2 и 3, которые вместе с полусердечником 4 образуют общий магнитопровод, устанавливаемый в полуобоймах 5 и 6, скрепляемых, например, с помощью пластин 7 и 8. Толщина обоих полусердечников одинакова, но полуобойма б имеет паз 9, который по щирине соизмерим с толщиной полусердечника, набранного из отдельных магнитомягких пластин 10, а полуобойма 5 выполнена с назом 11, щирина которого превыщает толщину полусердечника. Между полусердечниками установлена немагнитная прокладка 12, с помощью которой формируют передний рабочий зазор, а на магнитопроводе расположена обмотка 13.
Первоначально обработку магнитопровода ведут не автономно, т. е. в отрыве от тех установочных элементов, в которых этот магнитонровод впоследствии размещается, а лишь после его установки в полуобоймы Нроисходит удаление технологических перемычек. Это уменьшает разброс выходных параметров МГ. Этому же способствует выполнение паза И более широким, чем паза 9 и толщина иолусердечников магнитопровода.
Повышение выхода годных к эксплуатации МГ снижает трудозатраты, энергопотребление и расход материалов.
Формула изобретения
Способ изготовления магнитной головки, основанный на предварительном выполнеНИИ магнитопровода из двух набранных из отдельных пластин нолуеердечников, скрепленных технологическими перемычками с последующим удалением этих перемычек, а также на размещении полусердечников в
пазах немагнитных иолуобойм с установкой между нолюсными наконечниками немагнитной ирокладки, с помощью которой формируют передний рабочий зазор, отличающийся тем, что, с целью уменьшения
разброса выходных нараметров в готовых магнитных головках -и иовышеиия точности сопряжения полуобойм, первоначально магинтонровод на участке одного из полусердечииков иомещают в полуобойму, ширина
иаза которой соизмерима с толщиной набора этого полусердечиика, далее магнитопровод на участке другого полусердечника помещают в полуобойму, ширина иаза которой превышает толщину набора другого нолусердечпика, скрепляют полуобоймы между собой и с магнитопроводом, после чего осуществляют удаление технологических перемычек в области иереднего рабочего и задие1-о вспомогательного зазоров.
Источники информации,
нринятые во внимание при экспертизе
1.Патент США № 3840984, кл. 29-603, 15.10.74.
2.Патент США № 3391453, кл. 29-603, 09.07.68 (прототип).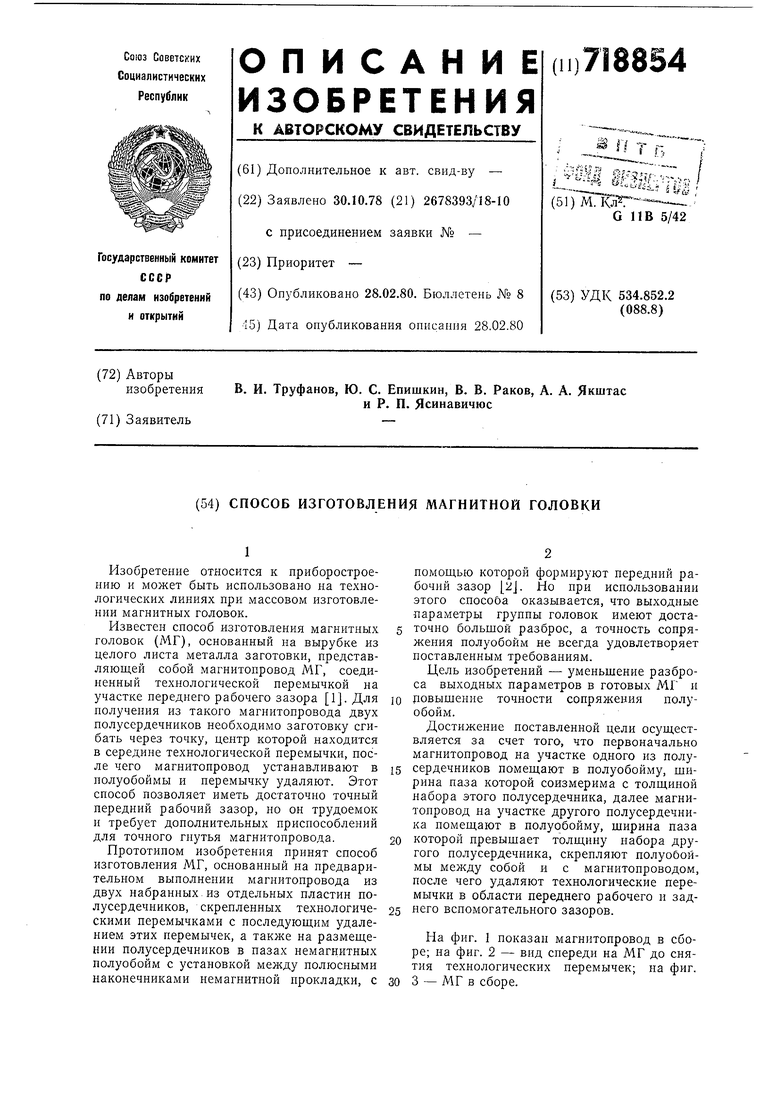
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
| Способ изготовления блока магнитных головок | 1975 |
|
SU516095A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления многодорожечного блока магнитных головок | 1976 |
|
SU576595A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Магнитная головка | 1981 |
|
SU991497A1 |
| Способ изготовления многодорожечных магнитных головок | 1990 |
|
SU1780099A1 |
| Магнитная головка | 1976 |
|
SU553661A1 |
| Способ изготовления магнитной головки | 1977 |
|
SU656103A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
73
