1
Изобретение относится к прокатному производству, а именно к автоматизации технологических процессов на толстолистовых и обжимных прокатных станах, и может быть использовано в АСУ ТП на указанных станах для определения момента окончания заполнения очага деформации.
Известно устройство, в котором момент захвата металла валками определяется путем сравнения двух последовательных во времени показаний датчика усилия прокатки }я,ст 1. Если ЦстС + , а iicT:(t)e, то в промежутке времени (t, t + t) произошел захват прокатываемого металла. Величина е - фиксированное пороговое значение усилия прокатки.
Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату является устройство, в котором для определения момента захвата металла валками реверсивного обжимного прокатного стана используется принцип действия, основанный на анализе скорости изменения тока прокатного двигателя при захвате, где в качестве датчика наличия металла использован трансформатор, подключенный на зажимы дополнительных полюсов и компенсационной обмотки двигателя 2.
Известное устройство не позволяет определить момент окончания заполнения очага деформации (достижение давлением установившегося значения).
Целью изобретения является определение с высокой точностью момента окончания заполнения очага деформации с учетом изменения величины обжатия по пропускам.
Это достигается тем, что устройство, содерл ащее датчик наличия металла в валках, дополнительно снабжено датчиком угла поворота прокатных валков, схемой совпадения, блоком сравнения и формирования выходного сигнала, блоком определенпя длины очага деформации, состоящим из задатчика величины обжатия и преобразователя величины обжатия в длину очага деформации, причем входы схемы совпадения соединены с выходами датчика наличия металла в валках и датчика угла поворота прокатных валков, а выход - с первым входом блока сравненпя и формирования сигнала, второй вход которого соединен с выходом блока определения длины очага деформации, в котором выход задатчика величины обжатия соединен с входом преобразователя величины обжатия в длину очага
деформации.
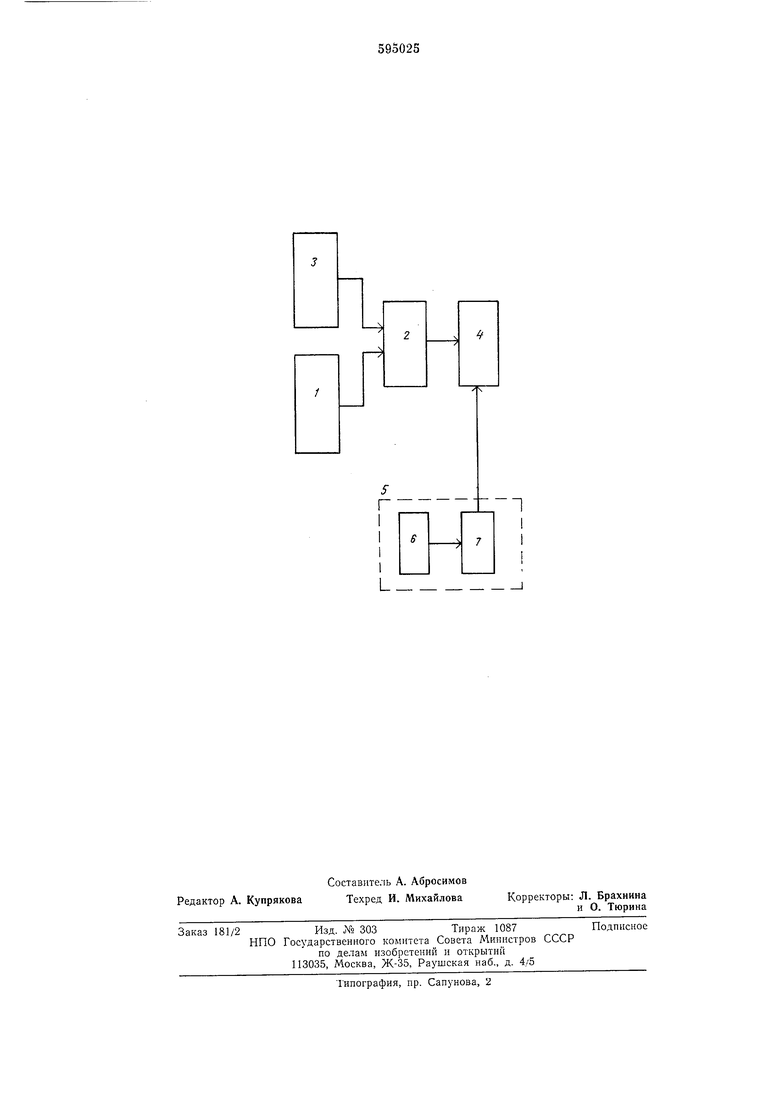
На чертеже дана электрическая схема предложенного устройства.
Оно содержит датчик 1 наличия металла в валках, выход которого соединен со входом
схемы 2 совпадения, второй вход которой соединен с выходом датчика 3 импульсов угла поворота прокатных валков, а выход схемы 2 соединен с блоком 4 сравнения и формирования сигнала о моменте окончания заполнения очага деформации. Другой вход блока 4 соединен с выходом устройства 5 определения длины очага деформации.
Устройство 5 определения длины очага деформации как частное решение выполнено в виде задатчика 6 величины фактического обжатия по пропускам, выход которого соединен со входом преобразователя 7 величины обжатия в длину очага деформации.
Схема работает следующим образом.
При достижении сигналом датчика 1 паличия металла в валках порогового значения схема 2 совпадения начинает пропускать импульсы датчика 3 импульсов угла поворота прокатных валков на вход блока 4 сравнения и формирования сигнала о моменте окончания заполнения очага деформации.
Задатчик 6 величины обжатия по пропускам выдает в преобразователь 7 величины обжатия в длину очага деформации значение фактического обжатия в текущем пропуске. В преобразователе 7 происходит преобразование значения обжатия в длину очага деформации, и эта информация в число-импульсном коде выдается в блок 4.
В блоке 4 происходит сравнение числа импульсов датчика 3 со значением длины очага деформации, выдаваемом преобразователем 7, и при равенстве этих значений происходит формирование сигнала об окончании заполнения очага деформации.
Алгоритм преобразования величины обжатия Aft в текущем пропуске при радиусе R рабочих валков (с достаточной степенью точности радиус валков можно считать постоянным) в длину L очага деформации в преобразователе 7 основан на известной формуле - / /г , удовлетворяющей требования точности определения момента окончания заполнения очага деформации, и реализует зависимость - /г|/д /г , где k - постоянный коэффициент.
Формула изобретения
Устройство для онределения момента окончания заполнения очага деформации, содержащее датчик наличия металла в валках, отличающееся тем, что, с целью повышения точности определения момента окончания заполнения очага деформации с учетом изменения величины обжатия по пропускам, оно дополнительно содержит датчик угла поворота прокатных валков, схему совпадения, блок сравнения и формирования выходного сигнала, блок определения длины очага деформации, состоящий из задатчика величины обжатия и преобразователя величины обжатия в длину очага деформации, причем входы схемы совпадения соединены с выходами датчика наличия металла в валках и датчика угла поворота прокатных валков, а выход - с первым входом блока сравнения и формирования сигнала, второй вход которого соединен с выходом блока определения длины очага деформации, в котором выход задатчика величины обжатия соединен с входом преобразователя величины обжатия в длину очага деформации.
Источники информации, принятые во внимание при экспертизе
1.Коцарь С. Л. Статический анализ и математическое моделирование блюминга. М., «Металлургия, 1974, с. 24.
2.Авторское свидетельство СССР №412959, кл. В 21В 37/00,02.10.72.
I

| название | год | авторы | номер документа |
|---|---|---|---|
| "Устройство для определения средне | 1976 |
|
SU650683A1 |
| Устройство для определения этапов прокатки | 1978 |
|
SU778840A1 |
| Устройство для автоматического управления нажимными механизмами листовых станов горячей прокатки | 1982 |
|
SU1024134A2 |
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Устройство для определения среднего значения усилия прокатки | 1982 |
|
SU1041186A1 |
| Устройство для регулирования давлений при прокатке сваренных встык полос | 1981 |
|
SU969343A1 |
| Устройство для определения момента окончания цикла прокатки | 1982 |
|
SU1058651A2 |
| Устройство для определения этапов прокатки | 1982 |
|
SU1057133A2 |
| Устройство гидрораспора клети | 1981 |
|
SU978964A1 |
| Устройство автоматического управления режимом улавливания раската линейками манипулятора обжимного реверсивного прокатного стана | 1975 |
|
SU546401A1 |