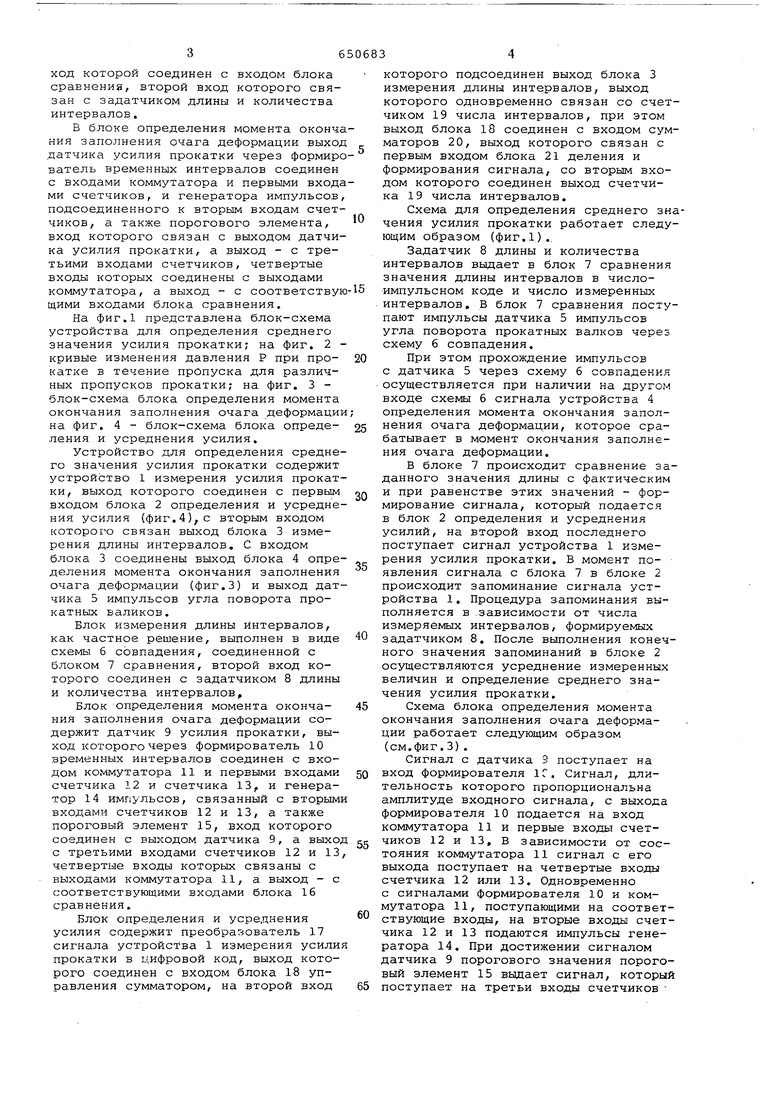
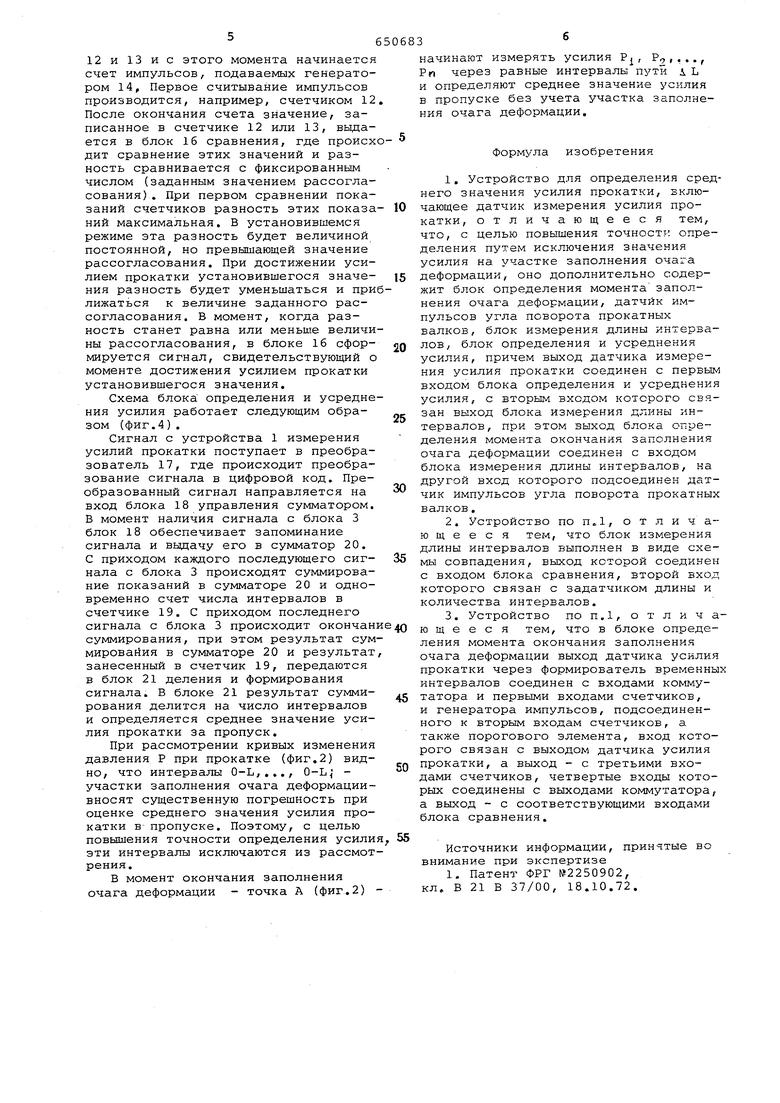
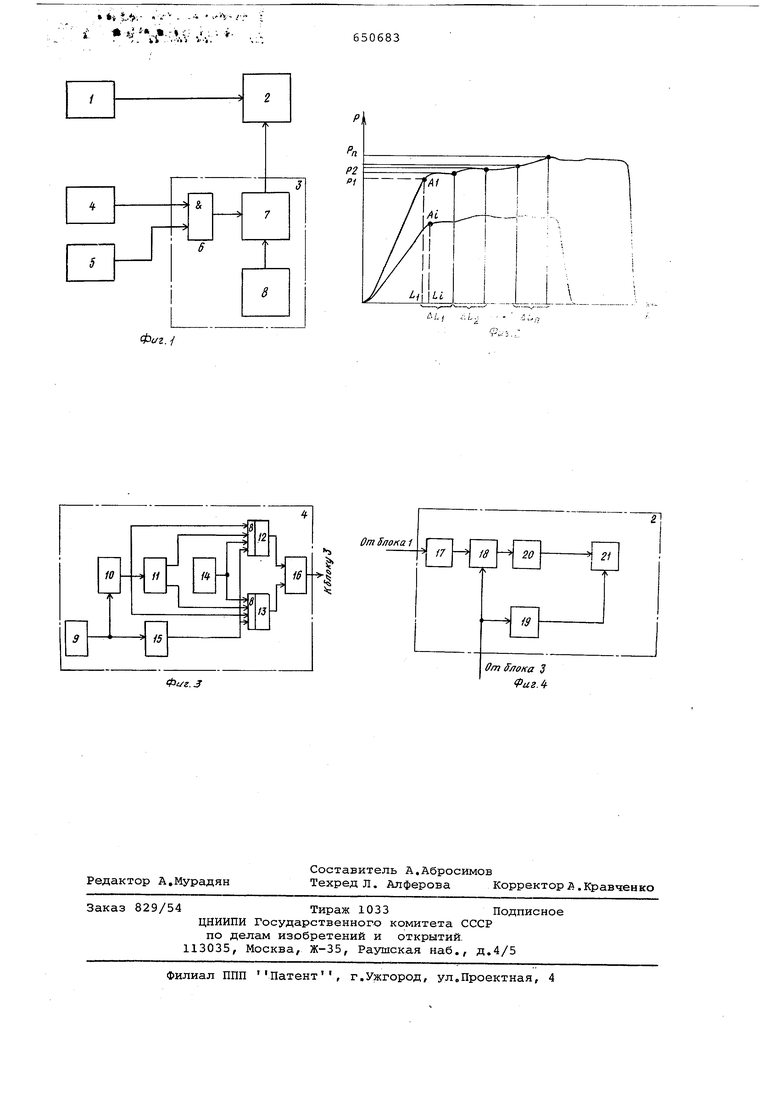
ход которой соединен с входом блока сравнения, второй вход которого связан с задатчиком длины и количества интервалов, В блоке определения момента оконча ния заполнения очага деформации выход датчика усилия прокатки через формиро ватель временных интервалов соединен с входами коммутатора и первыми входа ми счетчиков, и генератора импульсов подсоединенного к вторым входам счетчиков, а также порогового элемента, вход которого связан с выходом датчика усилия прокатки, а выход - с третьими входами счетчиков, четвертые входы которых соединены с выходами коммутатора, а выход - с соответствую щими входами блока сравнения. На фиг.1 представлена блок-схема устройства для определения среднего значения усилия прокатки; на фиг. 2 кривые изменения давления Р при прокатке в течение пропуска для различных пропусков прокатки; на фиг. 3 блок-схема блока определения момента окончания заполнения очага деформаци на фиг. 4 - блок-схема блока определения и усреднения усилия. Устройство для определения средне го значения усилия прокатки содержит устройство 1 измерения усилия прокат ки, выход которого соединен с первым входом блока 2 определения и усредне ния усилия (фиг.4)с вторым входом которого связан выход блока 3 измерения длины интервалов, С входом блока 3 соединены выход блока 4 опре деления момента окончания заполнения очага деформации (фиг.З) и выход дат чика 5 импульсов угла поворота прокатных валиков. Блок измерения длины интервалов, как частное решение, выполнен в виде схемы б совпадения, соединенной с блоком 7 сравнения, второй вход которого соединен с задатчиком 8 длины и количества интервалов. Блок определения момента окончания заполнения очага деформации содержит датчик 9 усилия прокатки, выход которого через формирователь 10 временных интервалов соединен с входом коммутатора 11 и первыми входами счетчика 12 и счетчика 13, и генератор 14 импульсов, связанный с вторым входами счетчиков 12 и 13, а также пороговый элемент 15, вход которого соединен с выходом датчика 9, а выхо с третьими входами счетчиков 12 и 13 четвертые входы которых связаны с выходами коммутатора 11, а выход - с соответствующими входами блока 16 сравнения. Блок определения и усреднения усилия содержит преобразователь 17 сигнала устройства 1 измерения усили прокатки в цифровой код, выход которого соединен с входом блока 18 управления сумматором, на второй вход которого подсоединен выход блока 3 измерения длины интервалов, выход которого одновременно связан со счетчиком 19 числа интервалов, при этом выход блока 18 соединен с входом сумматоров 20, выход которого связан с первым входом блока 21 деления и формирования сигнала, со вторьом входом которого соединен выход счетчика 19 числа интервалов. Схема для определения среднего значения усилия прокатки работает следующим образом (фиг.1)., Задатчик 8 длины и количества интервалов выдает в блок 7 сравнения значения длины интервалов в числоимпульсном коде и число измеренных интервалов, В блок 7 сравнения поступают импульсы датчика 5 импульсов угла поворота прокатных валков через схему 6 совпадения. При этом прохождение импульсов с датчика 5 через схему 6 совпадения осуществляется при наличии на другом входе схемы 6 сигнала устройства 4 определения момента окончания заполнения очага деформации, которое срабатывает в момент окончания заполнения очага деформации. В блоке 7 происходит сравнение заданного значения длины с фактическим и при равенстве этих значений - формирование сигнала, который подается в блок 2 определения и усреднения усилий, на второй вход последнего поступает сигнал устройства 1 измерения усилия прокатки. В момент появления сигнала с блока 7 в блоке 2 происходит запоминание сигнала устройства 1. Процедура запоминания выполняется в .зависимости от числа измеряемых интервалов, формируемых задатчиком 8, После выполнения конечного значения запоминаний в блоке 2 осуществляются усреднение измеренных величин и определение среднего значения усилия прокатки. Схема блока определения момента окончания заполнения очага деформации работает следующим образом (см.фиг.3). Сигнал с датчика 3 поступает на вход формирователя 1C, Сигнал, длительность которого пропорциональна амплитуде входного сигнала, с выхода формирователя 10 подается на вход коммутатора 11 и первые входы счетчиков 12 и 13, в зависимости от состояния коммутатора 11 сигнал с его выхода поступает на четвертые входы счетчика 12 или 13. Одновременно с сигналами формирователя 10 и коммутатора 11, поступающими на соответствующие входы, на вторые входы счетчика 12 и 13 подаются импульсы генератора 14. При достижении сигналом датчика 9 порогового значения пороговый элемент 15 выдает сигнал, который поступает на третьи входы счетчиков 12 и 13 и с этого момента начинаетс счет импульсов, подаваемых генерато ром 14, Первое считывание импульсов производится, например, счетчиком 1 После окончания счета значение, записанное в счетчике 12 или 13, выда ется в блок 16 сравнения, где проис дит сравнение этих значений и разность сравнивается с фиксированным числом (заданным значением рассогла сования) . При первом сравнении пока заний счетчиков разность этих показ ний максимальная. В установившемся режиме эта разность будет величиной постоянной, но превышающей значение рассогласования. При достижении усилием прокатки установившегося значе ния разность будет уменьшаться и при лижаться к величине заданного рассогласования, В момент, когда разность станет равна или меньше величи ны рассогласования, в блоке 16 сформируется сигнал, свидетельствующий моменте достижения усилием прокатки установившегося значения. Схема блока определения и усредне ния усилия работает следующим образом (фиг,4), Сигнал с устройства 1 измерения усилий прокатки поступает в преобразователь 17, где происходит преобразование сигнала в цифровой код. Преобразованный сигнал направляется на вход блока 18 управления сумматором В момент наличия сигнала с блока 3 блок 18 обеспечивает запоминание сигнала и вьздачу его в сумматор 20, С приходом каждого последующего сигнала с блока 3 происходят суммирование показаний в сумматоре 20 и одновременно счет числа интервалов в счетчике 19, С приходом последнего сигнала с блока 3 происходит окончан суммирования, при этом результат сум мировайия в сумматоре 20 и результат занесенный в счетчик 19, передаются в блок 21 деления и формирования сигнала, В блоке 21 результат суммирования делится на число интервалов и определяется среднее значение усилия прокатки за пропуск. При рассмотрении кривых изменения давления Р при прокатке (фиг.2) видно, что интервалы 0-L,.,,, участки заполнения очага деформациивносят существенную погрешность при оценке среднего значения усилия прокатки в пропуске. Поэтому, с целью повышения точности определения усили эти интервалы исключаются из рассмот рения, В момент окончания заполнения очага деформации - точка А (фиг,2) Pi, РЗГ начинают измерять усилия Рп через равные интервалы пути л L и определяют среднее значение усилия в пропуске без учета участка заполнения очага деформации. Формула изобретения 1,Устройство для определения среднего значения усилия прокатки, включающее датчик измерения усилия прокатки, отличающееся тем, что, с целью повышения точности определения путем исключения значения усилия на участке заполнения очага деформации, оно дополнительно содержит блок определения момента заполнения очага деформации, датчик импульсов угла поворота прокатных валков, блок измерения длины интервалов, блок определения и усреднения усилия, причем выход датчика измерения усилия прокатки соединен с первым входом блока определения и усреднения усилия, с вторым входом которого связан выход блока измерения длины интервалов, при этом выход блока определения момента окончания заполнения очага деформации соединен с входом блока измерения длины интервалов, на другой вход которого подсоединен датчик импульсов угла поворота прокатных валков, 2,Устройство по п«1, о т л и чающееся тем, что блок измерения длины интервалов выполнен в виде схемы совпадения, выход которой соединен с входом блока сравнения, второй вход которого связан с задатчиком длины и количества интервалов, 3,Устройство по П.1, отличающееся тем, что в блоке определения момента окончания заполнения очага деформации выход датчика усилия прокатки через формирователь временных интервалов соединен с входами коммутатора и первыми входами счетчиков, и генератора импульсов, подсоединенного к вторым входам счетчиков, а также порогового элемента, вход которого связан с выходом датчика усилия прокатки, а выход - с третьими входами счетчиков, четвертые входы которых соединены с выходами коммутатора, а выход - с соответствующими входами блока сравнения. Источники информации, принятые во внимание при экспертизе 1, Патент ФРГ №2250902, кл, В 21 В 37/00, 18.10,72,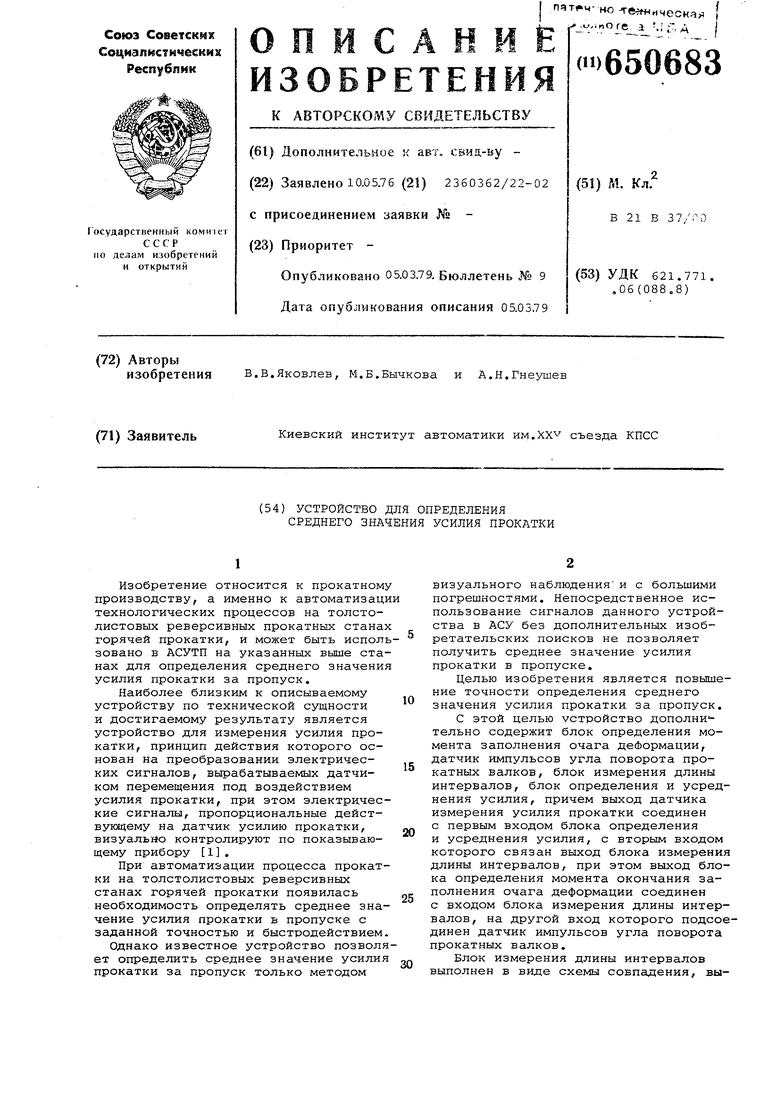
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство компенсации влияния эксцентриситета прокатных валков | 1980 |
|
SU908455A1 |
| Устройство для определения среднего значения усилия прокатки | 1982 |
|
SU1041186A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1990 |
|
SU1729643A1 |
| Устройство компенсации влияния эксцентриситета прокатных валков на прокатываемую полосу | 1982 |
|
SU1041187A1 |
| Скважинный инклинометр | 1990 |
|
SU1721225A1 |
| Устройство для определения момента окончания заполнения очага деформации | 1976 |
|
SU595025A1 |
| Способ измерения длины полосы на стане горячей прокатки | 1991 |
|
SU1788430A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1981 |
|
SU1014614A1 |
| Устройство для контроля | 1985 |
|
SU1295421A1 |
| Анализатор сигнала тактовой синхронизации | 1990 |
|
SU1781834A2 |
$
i6
Фиг.З
От 5лока i
От 3 ФигЛ
