Изобретение относится к прокатному производству, а именно к устройствам управления процессом прокатки на листовых и обжимных реверсивных станах, и может быть использовано при автоматизации управления нажимным мехая низмом прокатной клети для определе,чия момента окончания цикла прокатки в прокатной клети. По основному авт. св. Ь 774638 известно устройство для определения |момента окончания цик-ла прокатки, которое содержит датчик наличия метал ла, выход его соединен с входом схемы определения момента захвата металла прокатными валками и момента выброса металла из- валков. Первый выход схемы соединен с первым выходом блок сравнения/ второй вход которого соединен с выходом измерителя толщины проката. Третий выход блока cpaBHeния соединен с выходом задатчика толщины готового листа, а выход - с первым входом схемы совпадения. Второй входсхемы совпадения соединен с вторым выходом схемы определения момента захвата и выброса ij . Однако для известного устройства / характерна недостаточная достовер-г ность определения момента окончания цикла прокатки,обусловленная тем,что в нем не учитывается возможность око чания цикла прокатки холостым пропуском. При автоматизации управления процессом прокатки, например, при автоматизирс.;акном управлении нажимным механизмом прокатной клети в соответствии с заданнЕлми программами прокатки по сигналу о моменте оконча ния цикла прокатки производится анаЛИЗ данных о -новой прокатываемой заготовке и выдаче задания на первый пропуск прокатки этой заготовки. Если при поступлении на прокатку очередной заготовки происходит смена сортамента и раствор валков, соответ ствующий первому пропуску прокатки заготовки нового сортамента, меньше, чем в последнем пропуске прокатки предыдущего сортамента, то при посту лении сигнала о конце цикла (без учета холостого пропуска)производится сведение прокатных валков, тогда как при холостом пропуске необходимо разв,едение прокатных валко в. При автоматическом управлении прокатки это приводит к дополнительному обжатию заготовки, прокатка которой уже закончен т.е.- приводит к получению неразмерной продукции, а при значительном обжатии могут быть превышены допустимые значе ния усилия и момента прокатки, что может создать ав рийную ситуацию. Цель изобретения - повышение достоверности бпределения момента окончания цикла прокатки. Цель достигается тем, что устройство для определения момента оконча- ния цикла прокатки дополнительно, содержит тахогенератор главного привода клети, блок определения направле ния прокатки, две схемы совпадения, инвертор, схему ИЛИ и фотодатчик, установленный за клетью по ходу прокатки, причем выход тахогенератора соединен с первым входом блока определения направления прокатки,второй вход которого соединен с первым выходом схемы определения моментов захвата и выброса, а выход блока определения направления прокатки соединен с пер вым входом первой схемысовпадения, второй вход которой соединен с выходом второй схемы совпадения, выход первой схемы совпадения соединен с первым входом схемы ИЛИ и входом инвертора, выход которого соединен с первым входом третьей схемы совпадения, второй вход которой соединен с выходом второй схемы совпадения, а третий вход которой соединен .с выходом фотодатчика, выход третьей схемы совпадения соединен со вторым входом схемы ИЛИ. Такое выполнение устройства позволяет определить направление прокат ки в пропусках и формировать сигнал о конце цикла прокатки либо при выб-, росе металла в последнем пропуске с обжатием (когда измеренная толщина равна заданной), если этот пропуск Нечетный, либо в момент окончания холостого пропуска, который определяется по фотодатчику за клетью, если последний пропуск с обжатием четный, конечном счете, повышает достоверность определения момента окончания цикла прокатки по сравнению с известными устройствами. ria чертеже изображена блок-схема устройства для определения момента окончания цикла прокатки. Устройство для определения момента окончания цикла прокатки содержит тахогенератор 1 главного привода клети, выход которого соединен с первым входом блока 2 определения направления прокатки, выход которого соединен с первым входом-первой схемы 3 совпадения, выход датчика 4 наличия металла соединен со входом схемы 5 определения моментов захвата и выброса, первый выход которой соединен со вторым входом блока 2 определения направления прокатки, а второй выход с первым входом второй схемы б совпаде ия, выходы измерителя 7 и задатчика 8 толищны соединены соответственно с первьп/1 и вторым входами блока 9 сравнения, третий вход которого соединен с третьим выходом схемы 5 определения моментов захвата и выброса, выход которого соединен со.а: вторым входом второй схемы б совпадения, выход которой.соединен со вторым входом первой схемы 3 совпадения
и вторым входом, третьей схемы 10 совпадения, третий вход которой соедине с выходом фотодатчика 11, выход первой схемы 3 совпадения соединен с певым входом схемы 12 ИЛИ и входом инвертора 13,выход которого соединен с первым входом третьей схемы 10 совпадения, выход которой соединен со вторым входом блока 12 ИЛИ,
Блок 2 определения направления прокатки может быть выполнен на базе порогового элемента (например, тригт гера Шмидта) и ключа управления,
Уровень срабатывания порогового элемента выбирается равным положител ному напряжению, соответствующему минимальной скорости прокатки в нечетных пропусках. Сигнал о направлении прокатки на выходе блока 2 определения направления прокатки формируется при наличии разрешения на ключе управления, поступающего, с блока 5 определения момента захвата и выброс Блок 9 сравнения выполнен из регулируемого порогового элемента и ключа. управления.
Устройство работает следуюгцим образом.
Перед прокаткой металла при помощи задатчика 8 толщины готового листа на второй вход блока 9 сравнения задается значение толщины готового.листа, получаемого после прокатки, в.
цифровом коде.
J
При прокатке металла на первом выходе схемы 5 определения моментов захвата и выброса формируется сигнал, характеризующий момент захвата металла прокатными валками, который поступает на первый вход блока 9 ср;авнения. С этого момента при помощи измерителя 7 толщины проката осуществляется измерение толщины прокатываемого металла на выходе из валков. Измеренное значение толщины сравнивается с заданным и при равенстве этих значейий на выходе блока 9 сравнения формируется сигнал, который поступает на второй вход второй схемы 6 совпадения.
При выбросе металла из валков на втором выходе схемы 5 определения момента захвата и выброса формируется сигнал, характеризующий момент выброса металла из ваЛков. Этот.-сигнал поступает на второй вход схемы 6 совпадения, на выходе которой формируется сигнал , характеризующий мсмент окончания последнего пропуска с обжатием, когда измеренная толщина листа равна заданной. Этот сигнал поступает на второй вход первой схемы 3 совпадения, на первый вход которой поступает с выхода блока 2 определения направления прокатки сигнал.- о направлении прокатки. Сигнал о направ
лении прокатки формируется в момент захвата и равен Ч в нечетном пропуске и О в четном пропуске.
Таким образом, при наличии на обоих входах схемы 3 совпадения сигнала , на выходе этой схемы формируется сигнал , который поступает на вход схемы 12 ИЛИ на выходе которо формируется сигнал, характеризующий момент окончания цикла прокатки.
Если на первый вход схемы 3 совпадения поступает сигнал О, а на второй вход йигнал i, что соответствует наличию следующего холос.того пропускаf на выходе схемы 3 совп дения формируется сигнал О, который поступает на первый вход схемы 12 ИЛИ и на вход инвертора 13, на выходе которого формируется сигнал который поступает на первый вход схем 10 совпадения. При равенстве измеренной и заданной толщины с выхода схемы 6 совпадения на второй вход схемы
10 совпадения поступает сигнал .
Ал
При поступлении на второй вход схемы 10 совпадения сигнала с выхода фотсдатчика 11, соответствующего окончанию холостого пропуска, на вьзкоде схемы 10 совпадения формируется сигнал , который поступает на вход схемы 12 ИЛИ, на выходе которой формируется сигнал, характеризукнций момент окончания цикла прокатки.
Использование новых элементов тахогенератора главного привода клети блока для определения направления прокатки, инвертора, схемы ИЛИ, двух дополнительных схем совпадения и фотодатчика за клетью позволяет повысить достоверность определения момента оконнания цикла прокатки за счет уче та ситуации, характеризуемой наличием холостого пропуска в конце цикла прокатки, в случае, когда при поступлении на прокатку очередной заготовки происходит смена сортамента и раствор валков в первом пропуске прокатки заготовки нового сортамента меньше, чем в последнем пропуске с обжатиет заготовки предыдущего сортамента, . цикл прокатки которой заканчивается холостым пропуском, достижение указан ного положительного эффекта способствует предотвращению брака листов и аварийных ситуаций, так как исключается непредусмотренное обжатие листа после получения его заданной конечной толщины. Экономическая эффективность применений предлагаемого устройства опред1еляется различием в стоимости зада:нного металла и брака, а также количеством ситуаций,в которых возникает брак. Экономия за счет предотвращения брака, например, на стане ЗбОО составляет порядка 39 тыс, руб,
1058651
в год. Кроме того, достижение указан- поскольку пропотвращаются аварийные , ного положительного эффекта способ-ситуации благодаря срабатыванию аваствует повышению произвооительности, рийной защиты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения момента окончания цикла прокатки | 1977 |
|
SU774638A1 |
| Устройство для определения скоростиВХОдА МЕТАллА B КлЕТь пРи пРО-KATKE | 1979 |
|
SU831252A1 |
| Устройство для определения этапов прокатки | 1977 |
|
SU692646A1 |
| Устройство для определения этапов прокатки | 1978 |
|
SU778840A1 |
| Устройство для определения момента захвата и выброса металла валками прокатной клети | 1978 |
|
SU741976A1 |
| Устройство контроля положения металла в клети прокатного стана | 1981 |
|
SU986529A1 |
| Устройство для определения скорости входа металла в клеть при прокатке | 1981 |
|
SU939149A1 |
| Устройство для программного управления приводом | 1976 |
|
SU679941A1 |
| Система управления механизмами установки валков обжимной клети винтовой прокатки | 1985 |
|
SU1268231A1 |
| Устройство для определения этапов прокатки | 1982 |
|
SU1057133A2 |
УСТРОЙСТВО ДЛЯ ОПРВДЕЛЕНИЯ МОМЕНТА ОКОНЧАНИЯ ЦИКЛА ПРОКАТКИ по авт. св. I 7Т4638,. отличающееся тем, что, с целыо повышения достоверности определением мсмента окончания цикла прокатки, оно.дополнительно содержит тахогенератор главного привода клет||, блок определения направления прокатки, две .схемы совпадения, инвертор, схему ИЛИ и фотодат нк, установленн| й за клетью по ходу прокатки, причем выход тахогенератора соединен с первым входст блока определения направления прокатки, второй вход которого соединен с первым выходам схемы определения моментов Зё1хвата и выбросе, а выход блока определения направления прокатки соединен с nepBtM входом первой схемы совпадения, второй вход которой соединен с выходом второй сх&«а совпадения, выход первой схемы совпадения соединен с первьм входом схемя ИЛИ и входом инвертора, выход которого соединен с первым входом Q третьей схемы совпадения, в.таоой входф которой соединен с выходом второй С2 совпадения,а третий вход которой соединен с выходом фотодатчнка, выход третьей схемы совпадения соединен с вто1%1м входом схеки ИЛИ. В ел СХ) О) сл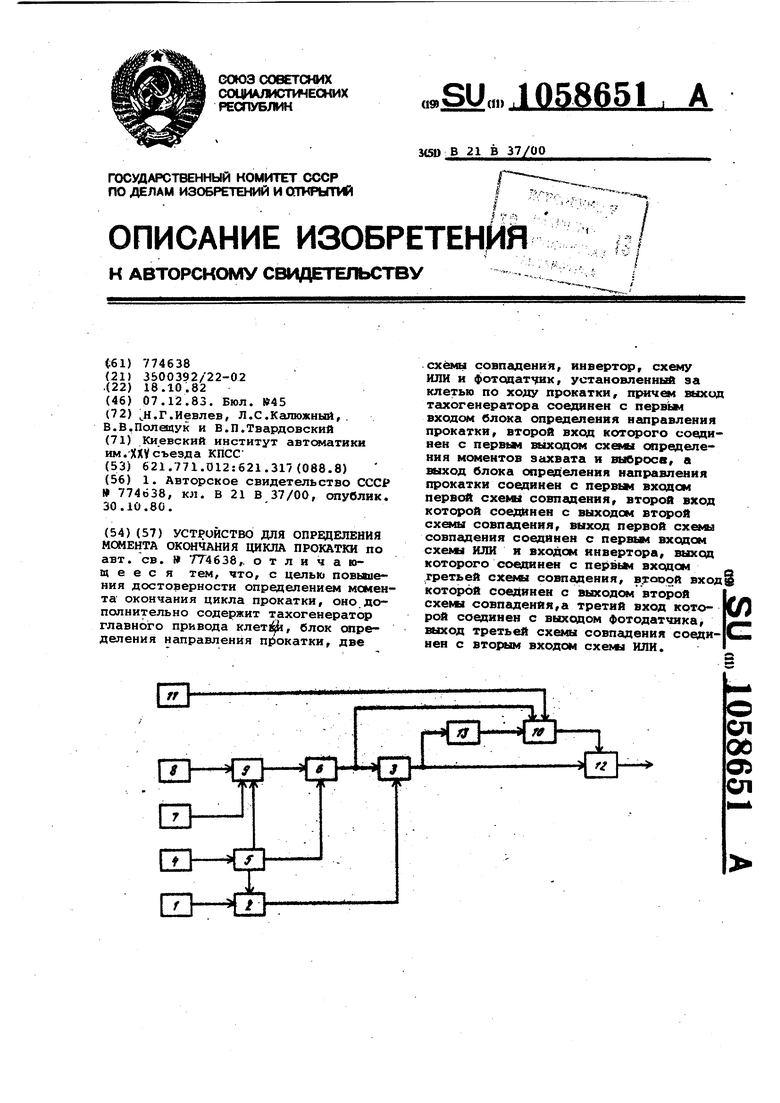
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для определения момента окончания цикла прокатки | 1977 |
|
SU774638A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
