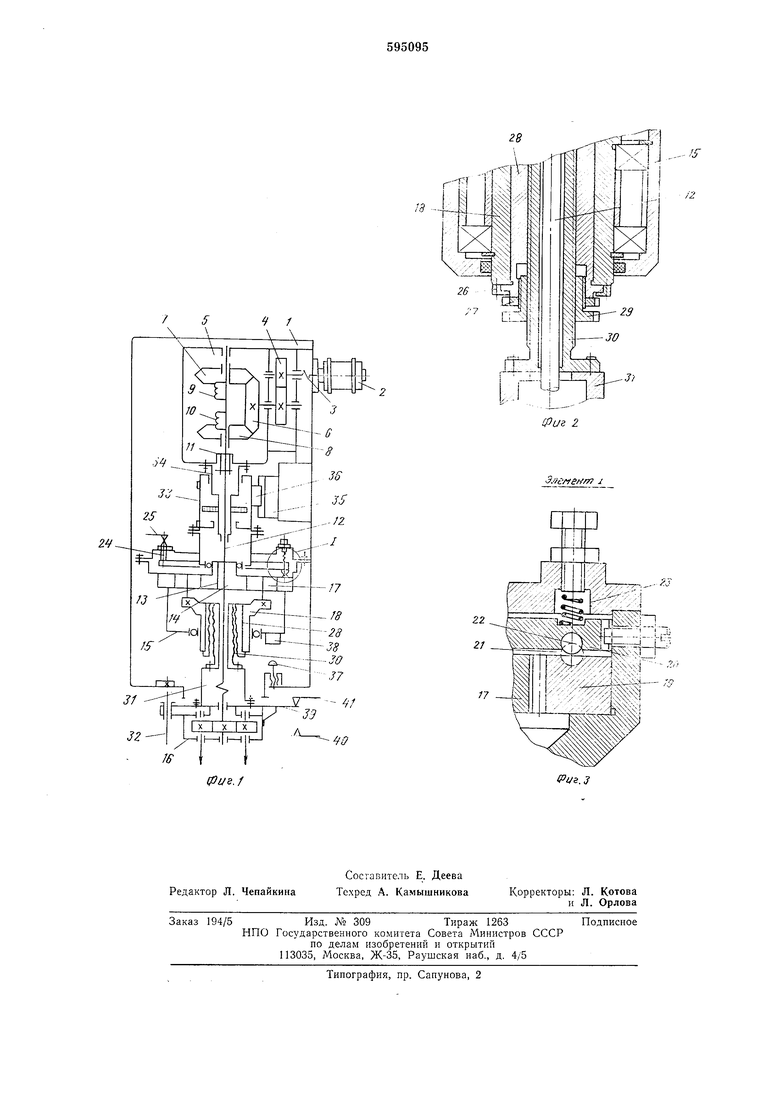
винтовой пары узла подачи, состоящей из двух частей, основной гайки 28 п компенсирующей гайки 29, внзтренияя иоверхность которой снабжена резьбой равного щага с резьбой ходового винта 30, а наружная - резьбой иного uiara, предпочтительно меньшего шага. Резьбой анало НЧН01-0 ишга снабжена и контактирующая с raiiKoii 29 иоверхность соеди 1ительпой окопечпости гайки 28.
При этом шаг резьбы винтовой нары больше шага нарезаемой резьбы и кратен ему, а нередаточное отношение между валом 12 вращения инструмента и еателлитами 17 имеет обратную кратность.
Кинематически евязаиный е гайками 28 и 29 ходовой винт 30 нижней торцовой оконечностью, выполненной в виде фланца, закреплен на иодставке 31 инструментальной головки 16, возвратно-иоступательно установленной на направляющих колонках 32.
Ускоренный подвод и отвод ннетрумента осуществляется иневмоцилиндром, корпус 33 которого закреилен иа крышке механизма подачи 15, а пггок 34 - иа крьпике корнуса механизма реверсирования 5.
Иа наружной иоверхности корпуса 33 устаповлепа илапка 35, размеи;еипая в направляющей 36, закрепленной па корпусе 1 станка, предотвращаюии1Я угловое перемещение мехаиилма иодачи 15, ограничение перемещения которого в нпжнем положепии осущеетвляется иутевым выключателем 37.
Устройство работает следующим образом.
При включении станка вращением вала двигателя 2 через редуктор 4 и ведущую шестерню 6 передается на постоянно сцепленные с последней шестерни 7 и 8, снабженные электромуфтами 9 и 10.
При сигнале о поступлении в зону обработки заготовки в нижнюю полость нневмоцилиндра 33 подается воздух, давлением которого узел подачи перемещается вниз до упора и иутевой выключатель 37. При этом, флажком 38 включается путевой выключатель 37, который выдает команду на включеиие электромуфты 9.
Крутящий момент ведущего вала И и связанного с ним вала 12 нередается через торец последнего на привод метчиков инструментальной головки 16 и шестерню 14, кинематичееки связанную с шестернями-сателлитами 17, сидящими на осях водила 18.
Шестерни-сателлиты 17, обкатываясь в зубчатом колесе 19, приводят во вращение составную гайку 28 и 29, которая перемещает вниз ходовой винт 30 и связанную с ним через подставку 31 инструментальную головку 16 с метчиками, выполняя, таким образом, операцию нарезания резьбы в заготовке.
При достижении инструментальной головкой 16 заданного крайнего нижнего положения ее упор 39 воздействует на конечный выключатель 40, выдающий команду на выключение электромуфты 9 и включение электромуфты 10, производящей реверс ведущего нала 11 и всей связанной с ним системы. При этом, производится выворачивание метчиков и подъем инструмеитальной головки 16 механизмом подачи 15 до воздействия упора 39 инструментальной головки на конечный выключатель 41, который выдает команду на подачу воздуха в верхнюю полость пневмоцилиндра 33 и подъем таким образом всего шпиндельного узла в верхнее исходное положение.
В случае заедания метчиков в нарезаемых отверстиях резко возрастает крутящий момент, воздействующий на зубчатое колесо 19, и при достижении предельной величины зубчатое колесо 19, отжимая шайбу 20, проворачивается. В то же время отжатая кверху шайба 20 толкателем 24 воздействует на выключатель 25, выдающий команду на остановку стапка.
В случае появлепия люфта в винтовой па)е 28-30 отдается контргайка 27, а комнеисируюниш гайка донорачивается до выборки : азора, иосле чего контргайкой 27 фпкспруют гайку 29.
В случае необходимости перестройки стапка на ипой шаг резьбы производят свертывание гайки 26 с корпуса водила 18. При этом винтовую пару 28-30 вместе с инструментальной головкой вынимают из корпуса станка, и после ее замены в обратном порядке
устанавливают.
Предложенная конструкция повышает долговечность узла подачи станка и точность его работы, что, в свою очередь, повышает качество выполняемой резьбы, особенно в условиях массового производства изделий.
Формула изобретения
Станок для нарезания резьб метчиками, содержащий механизм подачи в виде винтовой пары, ходовой винт которой связан со шпинделем через зубчатую передачу, отличающи и с я тем, что, с целью повышения качества нарезаемой резьбы, механизм подачи
снабжен состоящей из двух связанных между собой посредством резьбы частей - гайкой и водилом, связывающим гайку с зубчатой передачей, которая выполнена в виде зубчатого колеса внутреннего зацепления и сателлитов, причем зубчатое колесо установлено с возможностью перемеш,ения и снабжено упорами предельного момента.
Источники информации, принятые во внимание при экспертизе
. АвторскоесвидетельствоСССР
№ 291418, кл. В 23G 1/16, 1969.
2В
.- .(f
и
bi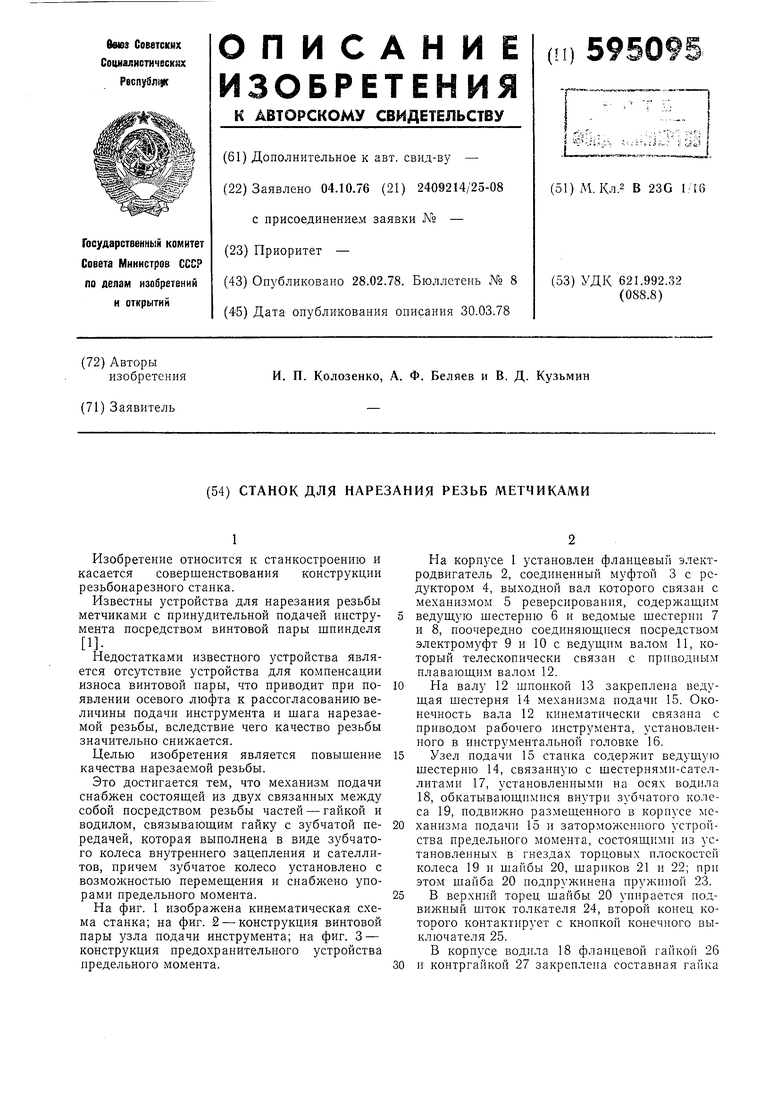

| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонарезная головка | 1976 |
|
SU603511A1 |
| Резьбонарезная головка | 1981 |
|
SU1024191A1 |
| Устройство для обработки резьбовых отверстий | 1984 |
|
SU1220897A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ И НАРЕЗАНИЯ РЕЗЬБЫ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2168401C2 |
| Устройство для фрезерования внутренней резьбы | 1985 |
|
SU1454590A1 |
| УСТРОЙСТВО для НАРЕЗКИ РЕЗЬБЫ | 1971 |
|
SU291418A1 |
| Токарно-винторезный станок | 1932 |
|
SU36756A1 |
| Шпиндельный узел резьбонарезного станка | 1985 |
|
SU1292953A1 |
| Шпиндельный узел сверлильного станка | 1982 |
|
SU1093427A1 |
| Шпиндельный узел станка для обработки ступенчатых упорных резьб | 1981 |
|
SU975268A1 |
зг
0
w
(flus.f
26
/
;
30
fr
i :;;; j/
iU
i/e г
Afe/vsfff j
Ptjs.3
