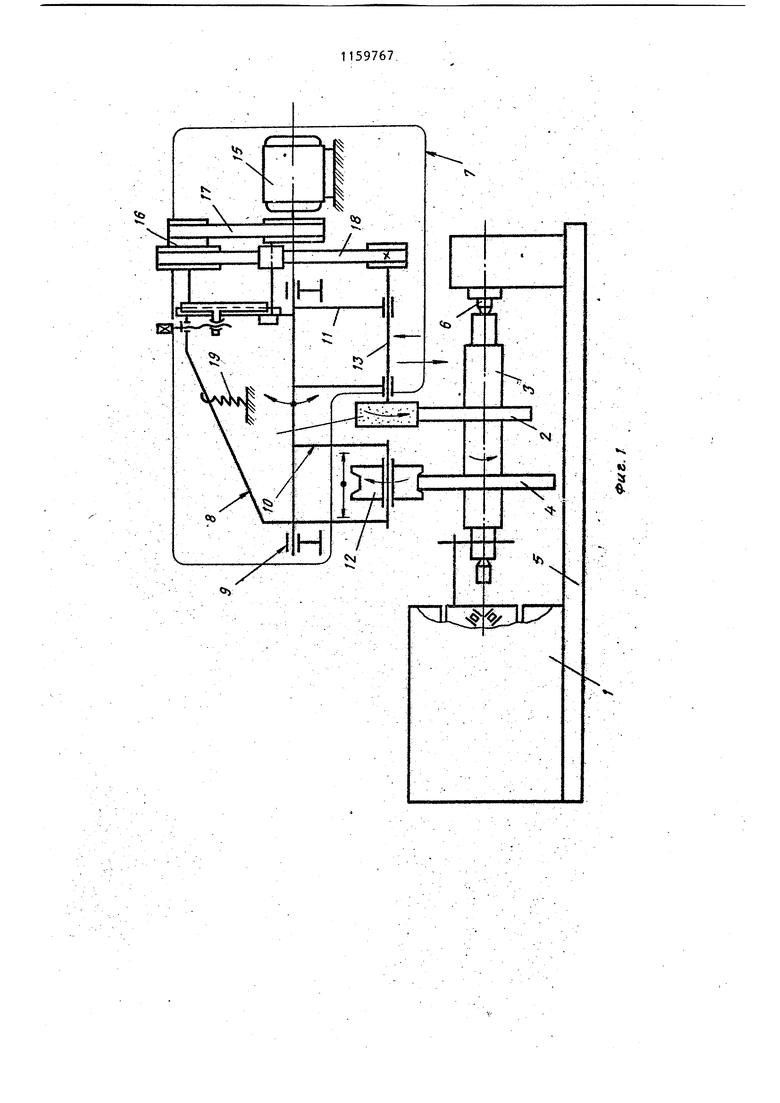
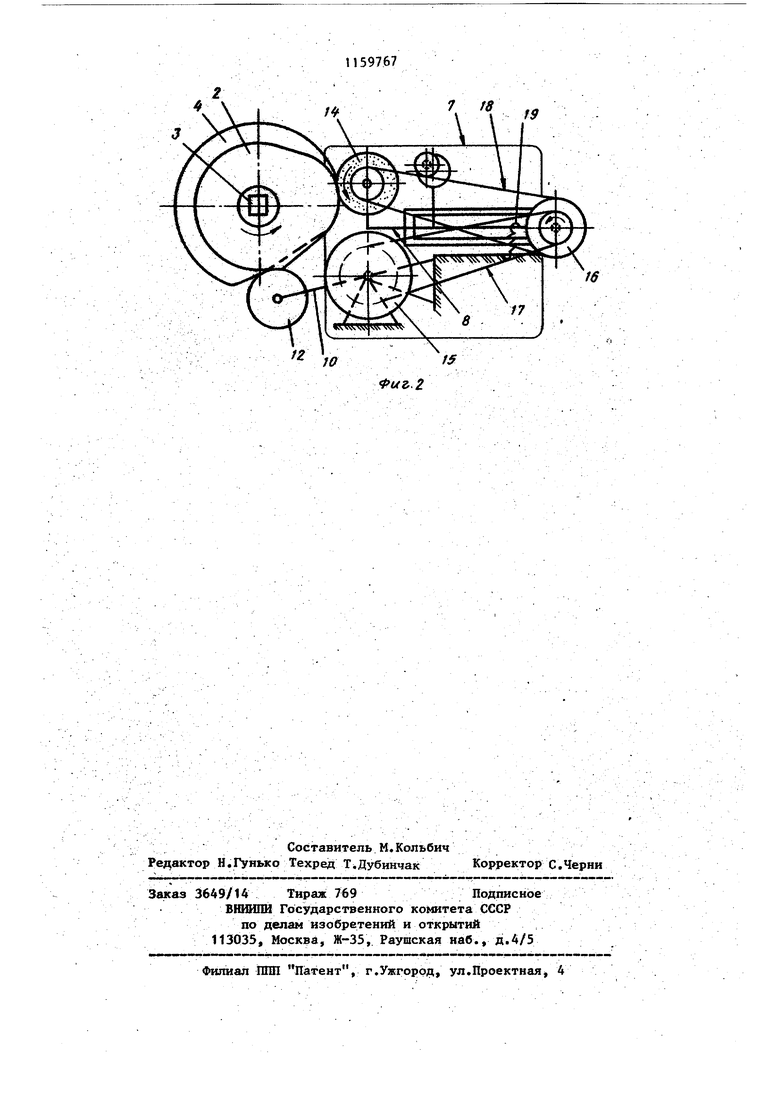
Изобретение относится к машиностроению и может быть использовано при шлифовании профилей сдвоенных кулачков кулачково-рнмажных механизмов с кинематическим замыканием. Цель изобретения - повьшение качества обработанной поверхности. При перемещении ролика вдоль своей оси соииестно с копиром сохраняет ся постоянство их контакта, которое при другом исполнении может быть наруеенЬ из-за перемещения копира и обрабатываемого кулачка в продольном направлении. Обрабатываемь1й кулачок, переьющаясь в продольном направлении относительно шлифовального круга, позвол:яет получить равномерный его износ, что в конечном итоге улучшает качество поверхности. На фиг. 1 представлена схема преддаваемого устройства; на фиг.2 схема шлифования и привод вращения шлифовального шпинделя. Устройство содержит привод 1 вращение обрабатываемого кулачка 2, выполненного заодно целое с валиком 3 и кулачком-копиром 4, стол 5 с центрами 6 и шлифовальную бабку 7. Кулачок 4 расположен соосно и выполнен сдвоеиным с обрабатьюаемыми кулачком 2. Шлифовальная бабка 7 содержит раму 8 с осью 9 качания. На раме размещены рычаги 10 и 11, на которых установлен) следя1дий ролик 12с воз южностью продольного перемещения вдоль оси и вращения вокруг нее в контакте с копиром 4, который также может перемещаться, и шлифовальный шпиндель 13, имеюпще длины, соответствующие длинам плеч рычагов толкателей кулачково-рычажного механизма а диаметры шлифовального круга 14 и ролика 12 соответствуют диаметрам роликов толкателей (не показано). Привод 15 вращения шлифовального шпинделя 13 устано1влен соосно с осью качания рамы 8 на корпусе шлифовальной бабки. На раме 8 установлен промежуточный сдвоеиньш шкив 16 для передачи вращения шпинделю от привода посредством ременных передач 17 и 18. Силовое замыканИё следящего ролика 12 с кулачком-копиром-4 обеспечивается пружиной 19 растяжения и весом . качающихся частей рамы 8. Предлагаемое устройство работает следующим образом. В центрах устанавливают кулачковый валик 3 (фиг.2). Шлифовальную бабку 7 с рамой 8 подводят к обрабатываемому кулачку 2, при этом рабочая поверхность следящего ролика 12 соприкасается с профилем кулачка-копира 4. Включают привод вращения обрабатываемого кулачка, после чего осуществляют дальнейший подвод шлифовальной бабки 7. Рама 8 поворачивается вокруг оси качания, растягивая пружину 19, до соприкосновения шлифовального круга с профилем шлифуемого кулачка 2. Затем шлифование Производят включением подачи шлифовальной бабки в рабочем режиме до получения требуемого размера с припуском под выхаживание, которое, происходит без подачи за 3-4 оборота кулачкового валика, после чего шлифовальную бабку 7 отводят в исходное положение и выключают станок. При обработке обрабатьшаемьй кулачок перемещают вдоль , оси шлифовального круга. Собственно, перемещаются вдоль оси кулачок-копир и ролик совместно. Износ Шлифовального круга равномерный.
«i
7 f8
19
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования сдвоенных кулачков | 1981 |
|
SU1006175A1 |
| Устройство для обработки дисковых кулачков | 1976 |
|
SU650790A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Устройство для шлифования рабочих поверхностей инструмента | 1970 |
|
SU498149A1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| Станок для шлифования выпуклых асферических поверхностей оптических деталей алмазным инструментом | 1980 |
|
SU901027A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU971630A1 |
| УСТРОЙСТВО для ОБРАБОТКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ С АСФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ | 1969 |
|
SU239071A1 |
| Станок для непрерывной заточки резцов круговых протяжек | 1978 |
|
SU779024A1 |
УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СДВОЕННЫХ КУЛАЧКОВ, содержащее установленнь1й соосно с обрабатываемым кулачком в качестве копира обработаннь1Й первый кулачок, раму с осью качания,имеющую возможность переме щения относительно обрабатываемого кулачка с размещенными на: ней рычагами, несущими следящий ролик и шлифовальный шпиндель .именяцими длины, соответствунщие длинам плеч рычагов толкателей кулачково-рычажного ме ханизма, а диаметры шлифовального круги и ролика соответствуют диаметрам роликов толкателей кулачково-рычажного механизма, от л и ч а ю щ е е с я тем, что, С целью повышения качества поверхности, следящий ролик и копир устаеовлены с возможностью совместного перемещения вдоль своих осей. . V) С ч ш ел ф ф К|
| Устройство для шлифования сдвоенных кулачков | 1981 |
|
SU1006175A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
