(54) УСТРОЙСТВО ДЛЯ ГИДРОДИНАМИЧЕСКОЙ ВЫТЯЖКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИДРОДИНАМИЧЕСКОЙ ШТАМПОВКИ | 1972 |
|
SU429873A1 |
| Устройство для гидродинамической штамповки | 1990 |
|
SU1722658A1 |
| Устройство для ударной листовой штамповки | 1981 |
|
SU1049143A2 |
| Устройство для импульсной обработки металлов давлением | 1984 |
|
SU1261735A1 |
| МАШИНА ИМПУЛЬСНАЯ ПНЕВМАТИЧЕСКАЯ ДЛЯ ШТАМПОВКИ ГИДРОСРЕДОЙ | 1992 |
|
RU2019342C1 |
| ИМПУЛЬСНАЯ ПНЕВМАТИЧЕСКАЯ МАШИНА | 1990 |
|
RU2014931C1 |
| Устройство для ударной листовой штамповки | 1987 |
|
SU1502150A1 |
| Устройство для ударной листовой штамповки | 1988 |
|
SU1625576A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| Устройство для штамповки листовых заготовок давлением среды | 1979 |
|
SU919785A1 |
Изобретение относится к обработке металлов давлением, в частности к области гидродинамической вытяжки. Известны устройства для гидродинамической штамповки, в которых в качестве энергоносителя используется сжатый газ 1. Эти устройства не позволяют получать детали со степенью вытяжки 1,8-1. Для получения таких значений степени вытяжки вводят дополнительные переходы или применяют присоединенные массы, что усложняет технологический процесс и увеличивает стои мость оснастки. Известно также устройство для гидродинамической штамповки, содержсицее вертикальный ствол, сообщающийся одним концом с концентрично расположенным ему ресивером со сжатым газом, служащим для разгона жидкости, расположенной в этой части ствола, являющейся paбoчи 5 телом, воздействуквдим на заготовку, поршень и матрицу,расположенную на другом конце ствола 1.2} В нижней части ствол сообщается с ресивером посредством отверстий, которые в исходном положении перекрываются поршнем. Для вывода поршня из исходного положения и открытия отверстий имеется соосно расположенный ство лу шток. При открытии окон под действием сжатого газа поршень вместе с находящейся над ним жидкостью разгоняется в направлении матрицы с заготовкой. В этом устройстве поршень выполнен цельным. Недостатком известного устройства является то, что при осуществлении процесса гидродинамической штамповки нельзя получить детали со степенью вытяжки порядка 1,8-1,9, такой же-как при статических методах, вследствие того, что вся кинетическая энергия движущегося поршня и жидкости передастся заготовке одновременно,создавая в ней критические утонения, приводящие к разрушению заготовки. Целью изобретения является увеличение степени вытяжки и повьтение качества изделий. Поставленная цель достигается тем, что поршень выполнен полыми снабжен инерционной массой, размиценной внутри него. Инерционная масса представляет со.бой стальной вкладыш, имекяйий отверстия для перехода воздуха из одной части полости поршня в другую при перемещении вкладыиа.
Кинетическая энергия движущегося, поршня и жидкости передается заготовке в два этапа. На первом этапе при ударе о заготовку рабочей жидкости и пустотелого поршня и затем при ударе подвижной инерционной массы о дно пус тотелого поршня. Второй этап передачи энергии заготовки вступает спустя некоторое время, необходимое для преодоления инерционной массой длины ее свободного перемещения внутри Полости поршня.
Изменяя длину свободного хода инерционной массы,можно изменять время начала второго этапа передачи кинетической энергии заготовке и таким образом регулировать длительность импульса давления. Увеличение длительности воздействия давления рабочей жидкости Ьча заготовку при вытяжных операциях листовой гидродинамической штамповки создает благоприятные условия для вовлечения в процесс пластической деформации всего, объема материала заготовки и в конечном итоге получение изделий со степенью Ьытяжки равной 1,9
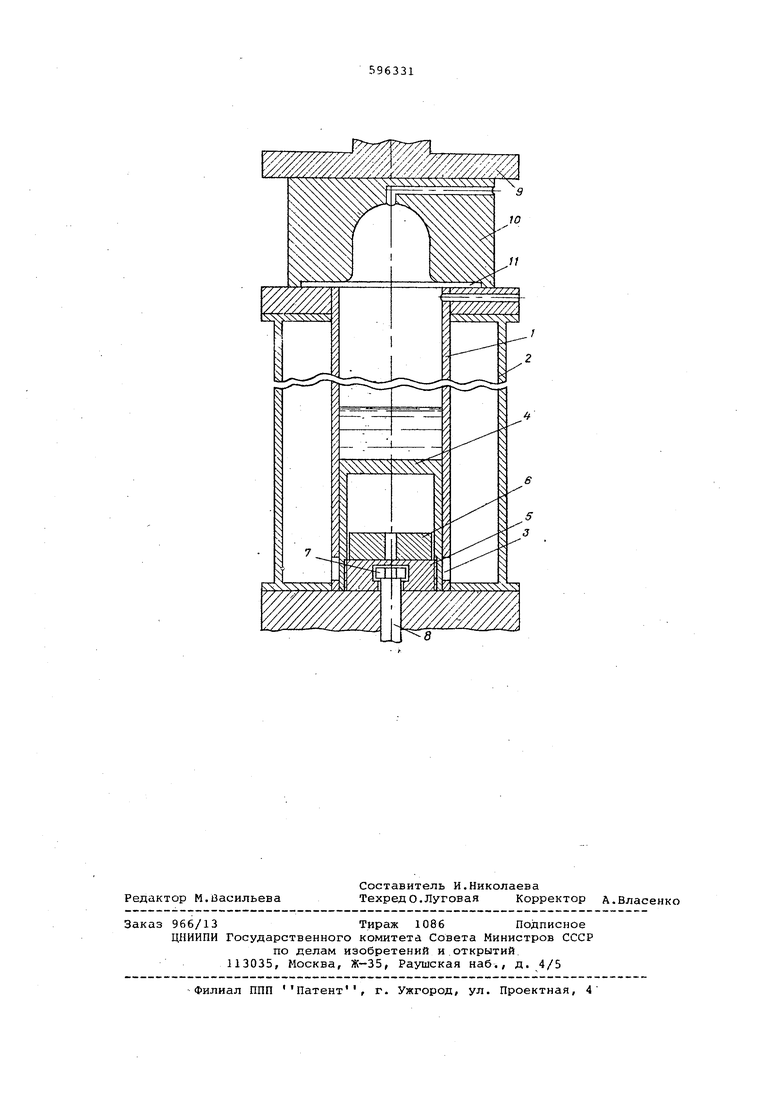
На чертеже изображено устройство, общий вид.
Устройство для гидродинамической вытяжки содержит вертикальный ствол 1 с концентрично расположенным ресивером 2 со сжатым газом, в нижней части ствол сообщен с ресивером посредством отверстий 3, которые в исходном положении перекрыты пустотелым поршнем 4. Пораень закрыт со стороны действия сжатого газа заглушкой 5. Внутри поршня расположена инерционная масса 6, например 1 массивный вкладысп. Поршень нижней ча5тью соединен посредством замкового устройства 7 со штоком 8, К верхней части ствола посредством плиты 9 зажимного устройства прижата матрица 10 с заготовкой 11.
Устройство работает следующим образом.
Матгрицу.Ю с за1отовкой 11-устанавливают в верхней части ствола 1 и прижимают к нему подвижной плитой 9 зажимного устройства.
Затем с помощью штока 8 выводят из исходного положения поршень 4 до отК13ЫТИЯ отверстий 3, соединяющих ствол 1 сресивером 2. Сжатый газ при своем расширении разгоняет поршень 4 с инерционной массой 6 и рабочей жидкостью например водой, до удара жидкости о
заготовку 11. Инерционная масса во время движения поршня расположена в нижней его части. После удара поршня и рабочей жидкости о заготовку инерционная масса преодолевает путь свободного хода, ударяет в верхнюю часть поршня и тем самым сообщает дополнительный импульс давления рабочей жидкости. Для возврата в исходное положение в ствол вводят шток 8, который с помощью замкового устройства 7 захватывает поршень 4 и возвращает его 6 исходное положение. После этого отводят подвижную плиту 9 зажимного устройства и извлекают из матрицы 10 заготовку 11. После чего устройство готово к новому циклу.
Использование предлагаемого устройства позволяет производить листоштамповочные работы со степе нью вытяжки равной 1,9-1,95, что на 15-20 % выше| чем при обычной гидродинамической вытяЛке; сократить число переходов при вытяжке., а в некоторых случаях получить готовое изделие за один рабочий цикл нагружения. Кроме этого, за счет увеличения времени действия давления рабочей жидкости на заготовку, уме ньшается утонение донной части вытягиваемой заготовки в среднем в 2 раза по сравнению с вытяжкой по режиму кратковременного нагружения. Таким образом качественные показатели готовог изделия улучшаются.
Формула изобретения
Устройство для гидродинамической вытяжки, содержащее ствол, заполне ный рабочей жидкостью, установленный внутри поршень, соединенный замковым устройством со штоком, ресивер со сжатым газом, расположенный.концентрично стволу, и матрицу, о, т л и ч а ю щ е е с я тем, что-, с целью увеличения степени вытяжки и повышения качевтв а изделий, поршень выполнен полЫм и снабжен инерционноймассой, размещенной внутри него.
Источники информации, принятые во внимание при экспертизе:
