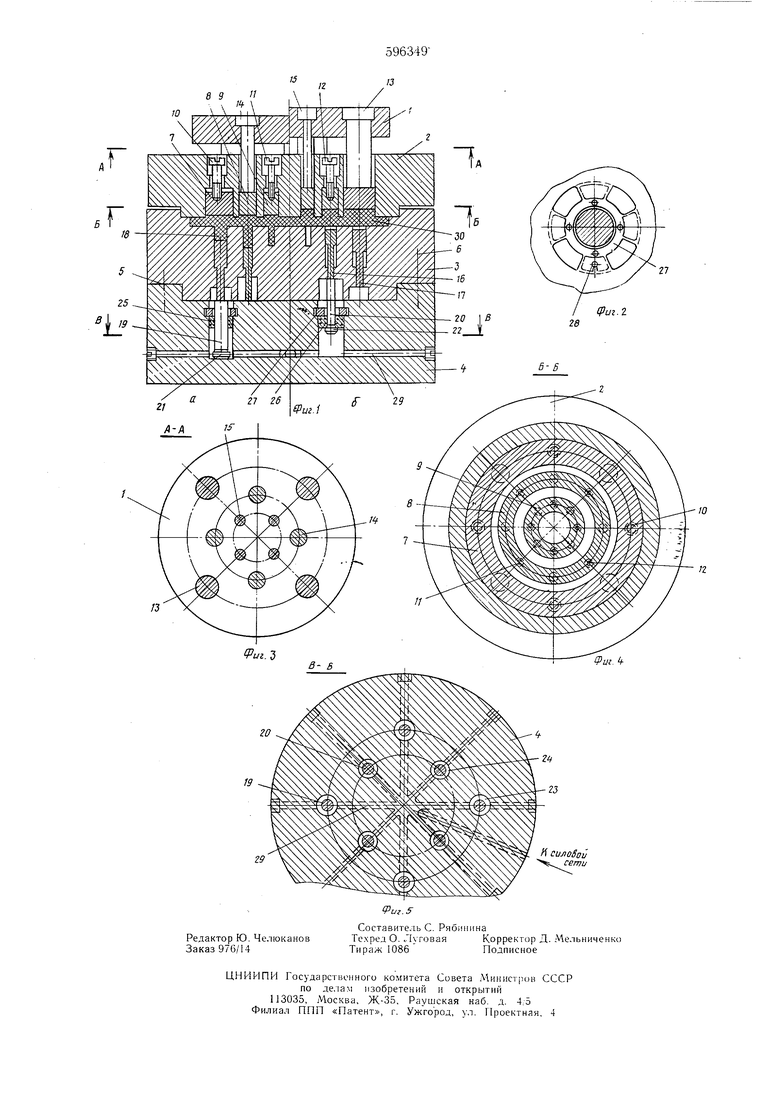
(54) ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ПАНЕЛЕЙ С ОДНОСТОРОННИМ ОРЕБРЕНИЕМ ветственно по форме рельефа поперечного сечения готового изделия 18. Нижний торец вкладышей 16 и 17 всегда поджат штоками 19 и 20 плунжеров 21 и 22, перемещающихся в силовых цилиндрах 23 и 24, смонтированных в отверстиях нижней плиты 4. Быстросменные рабочие плунжеры 21 и 22 снабжены уплотняющими кольцами 25 и 26. В целях безопасной работы уплотняющие кольца 25 и 26 фиксируются быстросъемным зямком, например байонетным, для чего в нижней плите 4 выполнены пйзы, а в запорном кольце 27 - соответственно заплечики. Штифт 28 фиксирует запорное кольцо 27 от проворота. Питание от силовой сети к цилиндрам 23 и 24 подводится через коллектор 29. После установки профилированной заготовки 30 в штамп полотно ее зажимается верхней прижимной плитой 2, при этом вкладыши 16 и 17 находятся в верхнем положении. При движении верхней плиты 1 толкатели 13, 14 и 15 передают усилие через пуансоны 7, 8 и 9 на выступающие части заготовки 30, начиная выдавливать металл в полости матрицы. При подводе необходимого противодавления в полости большего поперечного сечения через вкладыши 16 и 17 металл будет равномерно заполнять все ребра, не перемешаясь вдоль полотна заготовки 30. После оформления ребер и подъема верхней и прижимной плит вкладыши 16, 17 возврашаются в первоначальное положение, выталкивая изделие 18. Количество, расположение отверстий в нижней плите 4, диаметры штоков 19 и 20 могут быть выполнены различными в зависимости от конфигурации и материала изделий. При изготовлении ряда однотипных изделий .можно иметь Б целях унификации общую нижнюю плиту, выполнив соответствующее число отверстий и применив штоки соответствующего диаметра. Предложенная конструкция позволяет повысить качество получаемых изделий за счет выравнивания сопротивления деформированию при оформлении групп ребер различного поперечного сечения и исключения течения материала вдоль полотна изделия, снизить трудоемкость изготовления изделий на 15% за счет изготовления более точных изделий, создать возможность для унификации наладки, а именно использовать отдельные детали - сменные рабочие плунжеры со штоками, нижнюю плиту со смонтированными в гнездах силовыми цилиндрами, при изготовлении групп подобных изделий. Формула изобретения 1.Штамп для выдавливания панелей с односторонним оребрением, содержащий нижнюю плиту с матрицей, имеющей гравюру с углублениями, прижимную плиту с отверстиями по числу ребер, а также механизм локализации давления в виде закрепленных на верхней плите толкателей, взаимодействующих с размещенными в отверстиях прижимной плиты рабочими вставками, отличающийся тем, что, с целью повышения качества получаемых изделий и снижения трудоемкости их изготовления, он снабжен противодавящим устройством, выполненны.м в виде приводных вкладышей, размещенных в матрице, в отверстиях, выполненных под частью углублений и являющихся их продолжением. 2.Штамп по п. 1, отличающийся тем, что привод каждого вкладыща выполнен в виде размещенного в отверстии, выполненном в нижней плите, силового цилиндра со сменным рабочим плунжером со штоком, установленным в сменном уплотнительном кольце, соединенным байонетным замком с нижней плитой штампа, при этом площадь поперечного сечения штока рабочего плунжера пропорциональна площади поперечного сечения взаимодействующего с ним вкладыша. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство N° 431945, кл. В 21 J 13/02, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к прессу простого действия для крепления сменного инструмента | 1980 |
|
SU927376A1 |
| Штамп для выдавливания | 1989 |
|
SU1690938A1 |
| Способ изготовления деталей с односторонним оребрением и штамп для его осуществления | 1988 |
|
SU1648623A1 |
| Штамп для выдавливания изделийКОРОбчАТОй фОРМы | 1978 |
|
SU816653A1 |
| Штамп для изготовления деталей типа втулок | 1976 |
|
SU656729A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| Способ изготовления оребренных панелей и устройство для его осуществления | 1978 |
|
SU740373A1 |
| Гидравлический пресс для штампования пильных дисков | 1932 |
|
SU33816A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1991 |
|
RU2006367C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС И СПОСОБ ШТАМПОВКИ С ОБКАТЫВАНИЕМ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2380231C2 |