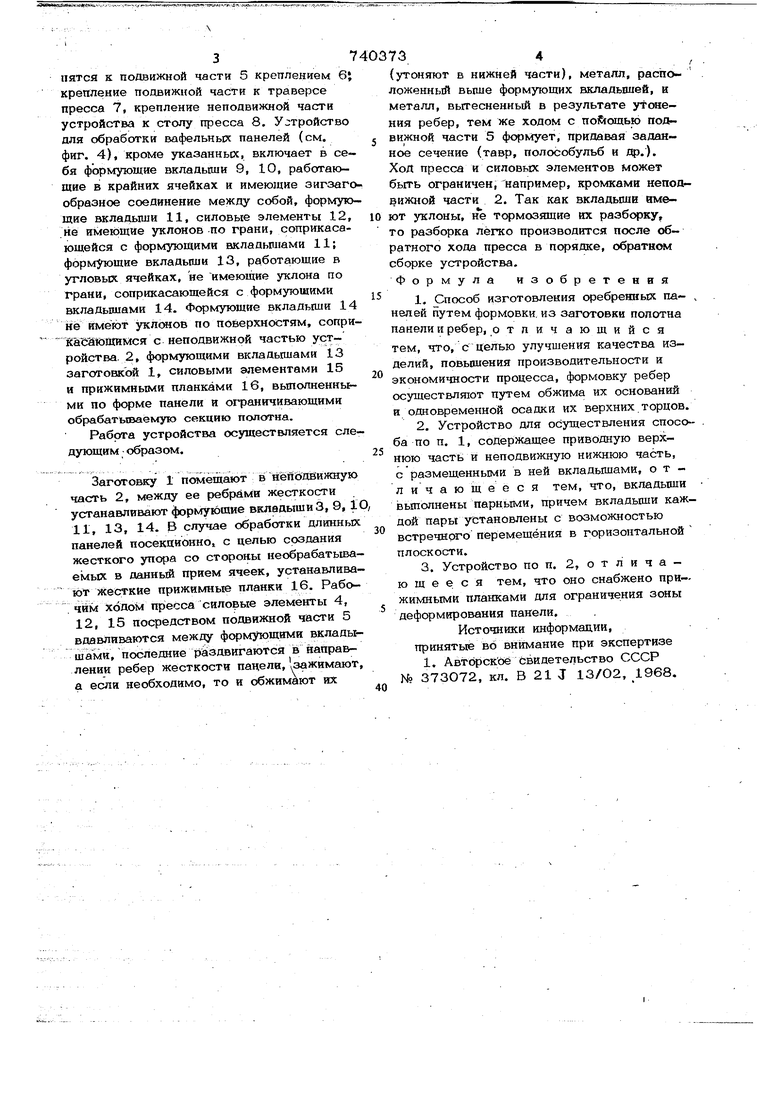
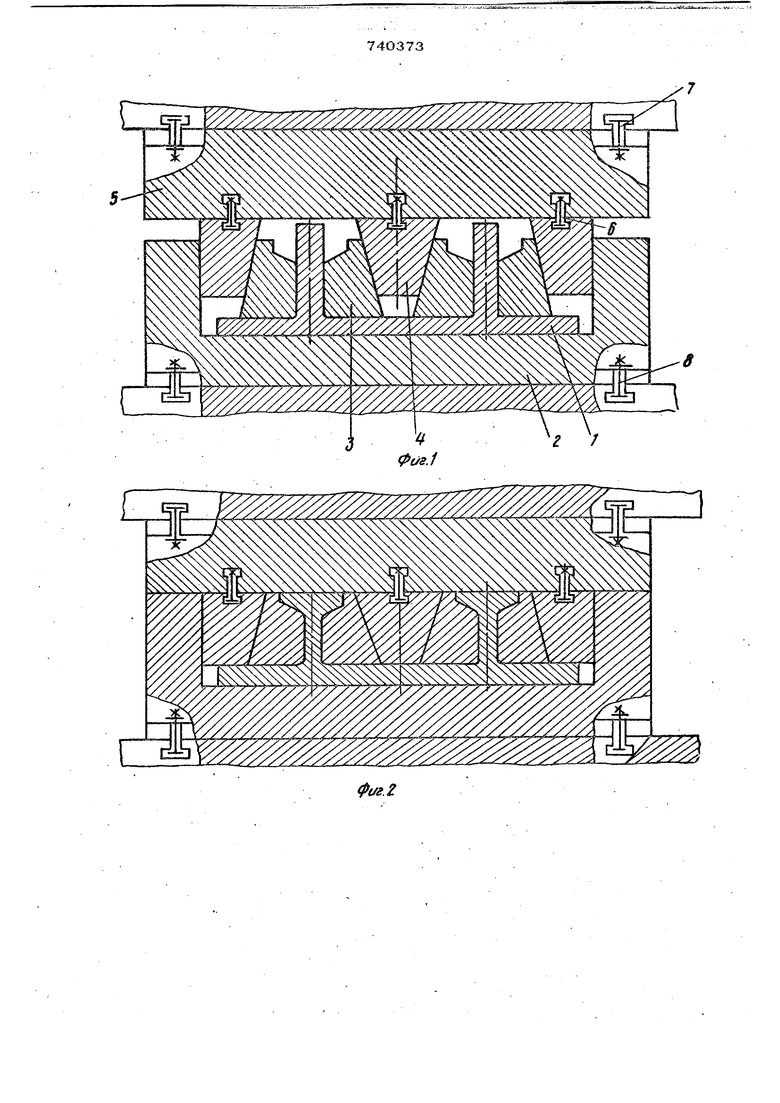
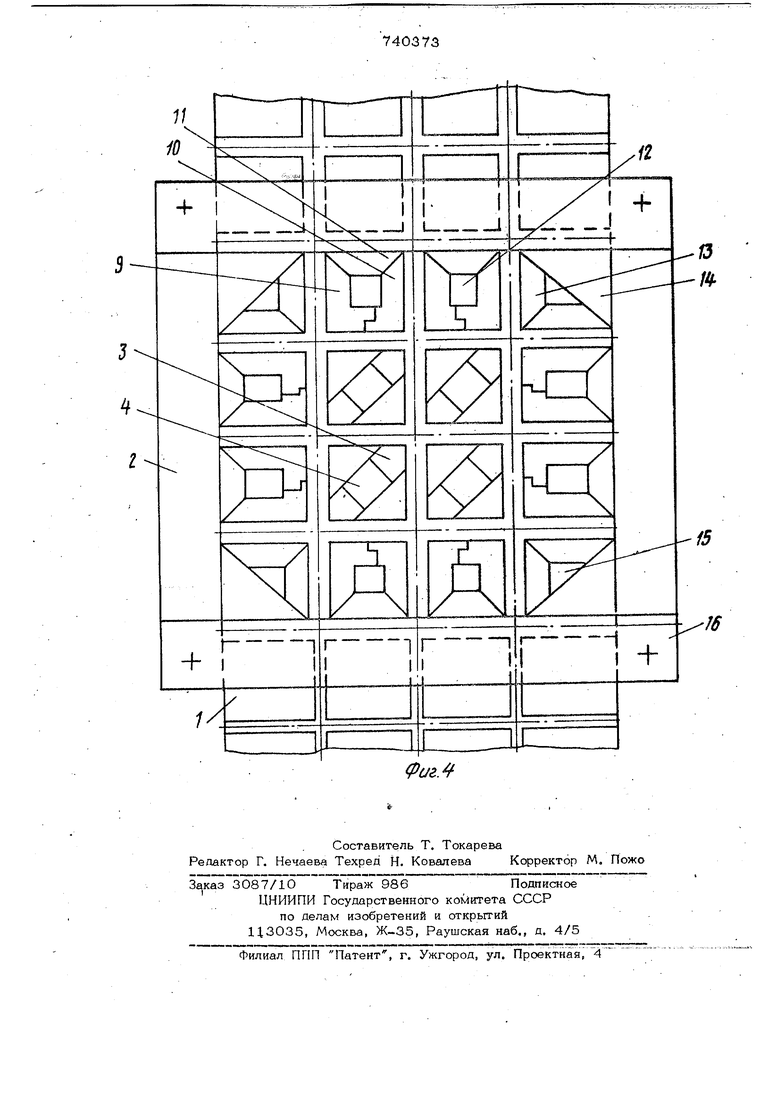
Изофетение относиПгся к обработке металлов давлением, а именно к производству цельнометаллических сребренных; панелей. .Известен способ изготовления оребрен- ных панелей путем формовки из заготовки полотна панели и ребер р. . Однако известный способ имеет невысокие Ьроизводительность и качество изделий, прсиесс неэкономичен. Известно устройство для осуществления способа изготовления оребренных панелей, содержащее приводную верхнюю часть и неподвижную нижнюю часть с раз мещенными в ней вкладышами. Цель изобретения - улучшение качества изделий, повьпиение производительност и экономичности прсжесса. Это Достигается тем, что в описьтае- мом способе формовку ребер ос тцествляют путем обжима их основания и одновременной осадки их верхних торцов. Для осуществления способа в предлагаемом устройстве вкладыши вьшолнены парными, причем вклацыши каждой пары установлены с возможностью встречного перемещения в горизонтальной плоскоста. Предлагаемое устройство может быть снабжено прижимными плавками для сйграничения зоны деформации панела. На фиг. 1 представлено описываемое устройство с элементом панели, имеющим ребра прямоугольного сечения, в состоянии до начала операции обжатия и штак5повки, поперечное сечение; на фиг. 2 - то же, с элементом панели и клиньями после деформирования; на фиг. 3 - устройство для обработки панелей с продольньдми ребрами жесткости, план; на фиг. 4 - устройство для обработки вафельных панелей (с ребрами жесткости в двух направлениях), план. В устройстве для осуществления способа изготовления оребренных панелей устанавливают элемент панели 1. Устройство, содержит неподвижную нижнюю часть 2, вкладыши 3, силовые элементы для обжима ребер, например клинья 4, которые кренятся к подвижной части 5 креплением 6j крепление подвижной части к траверсе пресса 7, крепление неподвижной части устройства к столу пресса 8. Устройство для обработки вафельных панелей (см, фнг. 4), кроме указанньЕХ, включает в себя формующие вкладыши 9, 10, работающие в крайних ячейках и имеющие зигзаго образное соединение между собой, формую щие вкладыши 11, силовые элементы 12, не имеющие уклонов по грани, соприкасающейся с формующими вкладышами 11; формующие вкладыши 13, работающие в угловых ячейках, не имеющие уклона по грани, соприкасающейся с формующими вкладышами 14. Формующие вкладьши 14 не имеют уклонов по поверхностям, соприкаШюЩимся с неподвижной частью устройства. 2, формующими вкладышами 13 заготожой 1, силовыми элементами 15 и прижимными планками 16, вьшолненнььми по форме панели и ограничивающими обрабатьшаемую секцию полотна. Работа устройства осуществляется следующим образом. Заготовку 1 помещают в нёйЪДвиншую часть 2, между ее ребрами жесткости устанавливают формуюшие вкладыши 3, 9, 1 11,13, 14. В случае обработки длинньк панелей посекиионно, с целью создания жесткого упора со стороны необрабатываемых в данньй прием ячеек, устанавливают жесткие прижимные планки 16. Рабочим ходом пресса силовые элементы 4, 12,15 посредством подвижной части 5 вдавливаются между формующими вкладышами, последние раздвигаются в направлении ребер жесткости пацели, .зажимают, а если необходимо, то и обжимают их {утоняют в нижней части), металл, расположенный выше формующих вкладышей, и металл, вытесненный в результате утонения ребер, тем же ходом с пойощью подвижной части 5 формует, придавая заданное сечение (тавр, полособульб и др.). Ход пресса и силовьгх элементов может быть ограничен, например, кромками неподвижной части 2. Так как вкладыши нмеют уклоны, не тормозящие их разборку, то разборка легко производится после обратного хода пресса в порядке, обратном сборке устройства. Формула изобретения 1.Способ изготовления оребренных па- , нелей путем формовки, из заготовки полотна панели и ребер, отличающийся тем, что,с целью улучшения качества изделий, повышения производительности и экономичности процесса, формовку ребер осуществлшот путем обжима их оснований и одновременной осадки их верхних торцов. 2.Устройство для осуществления способа по п. 1, содержащее приводную верхнюю часть и неподвижную нижнюю часть, с размещенными в ней вкладышами, отличающееся тем, что, вкладыши вьшолнены парньп ли, причем вкладыши каждой пары установлены с возможностью встречного перемещения в горизонтальной плоскости, 3.Устройство по п. 2, о т л и ч а ю щ е е; с я тем, что оно снабжено прижимными планками для ограничения зоны деформирования панели. Источники информации, принятые во внимание при экспертизе 1. АвтЬрск;ое свидетельство СССР NO 373072, кл. В 21 J 13/О2, 1968.
74037S
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПАНЕЛЕЙ С ОДНОСТРОННИМИ РЕБРАМИ ЖЕСТКОСТИ | 2003 |
|
RU2223838C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ПАНЕЛЕЙ С РЕБРАМИ ЖЕСТКОСТИ | 1992 |
|
RU2020021C1 |
| Способ формообразования панелей с продольно-поперечным оребрением и устройство для его осуществления | 1981 |
|
SU997916A1 |
| Штамп для штамповки поковок с оребрением | 1991 |
|
SU1794575A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС И СПОСОБ ШТАМПОВКИ С ОБКАТЫВАНИЕМ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2380231C2 |
| Штамп для выдавливания панелей с односторонним оребрением | 1976 |
|
SU596349A1 |
| Способ изготовления оребренных панелей и устройства для его осуществления (варианты) | 2019 |
|
RU2732304C1 |
| Валок для изготовления панелей с продольными и поперечными ребрами | 1978 |
|
SU766724A1 |
| Способ получения полых изделий с внутренним вафельным оребрением | 1985 |
|
SU1328025A1 |
4 /
г/г.З
