Изобретение относится к непрерывной разливке металлов.
Целью изобретения является новышение качества слитка.
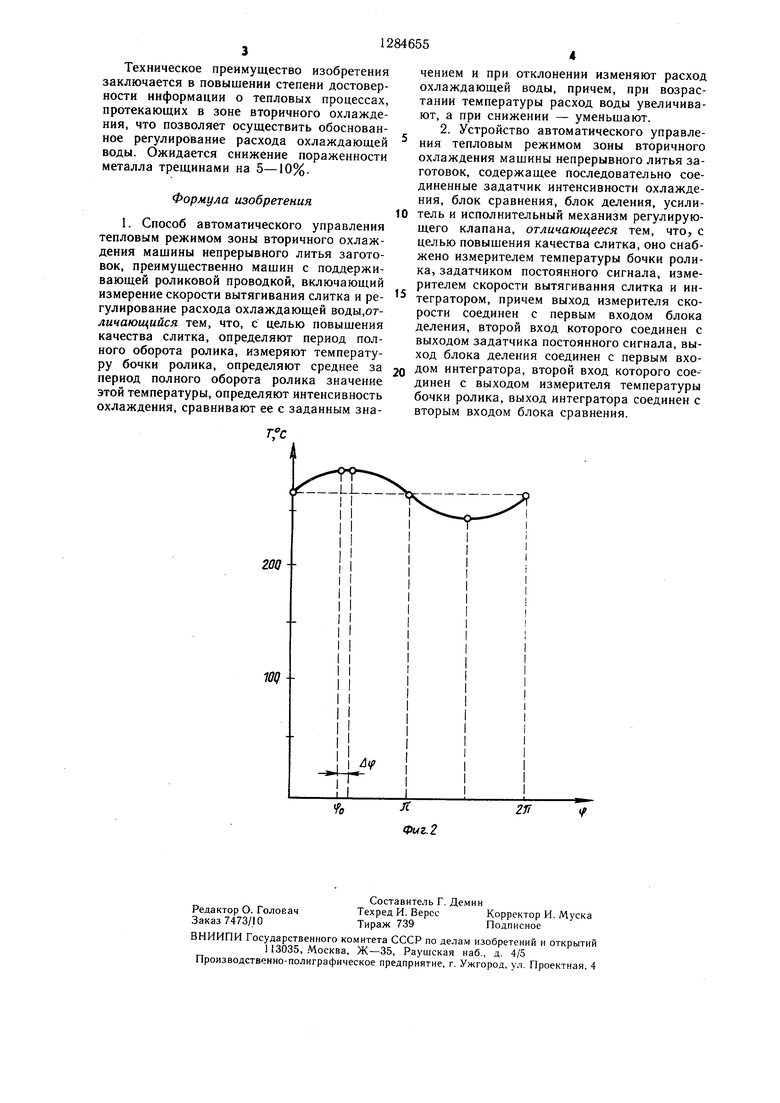
На фиг. 1 приведена функциональная схема устройства, предназначенного для осуществления способа; на фиг. 2 - зависимость изменения температуры бочки ролика от угла его поворота.
Устройство содержит измеритель 1 темпедля управления исполнительным механиз.- мом 10 регулирующего клапана форсунки 11. На фиг. 2 обозначены: Т - температура бочки ролика; ф - угол поворота ролика; фо - угол поворота, соответствующий минимальному расстоянию термопары от поверхности слитка; Лф - угол запаздывания. Максимального значения температура достигает не при угле фо, а с некоторым запаздыванием, а именно при угле поворатуры бочки ролика 2, интегратор 3, изме- 10 рота (фо-f Дф). Величина запаздывания церитель 4 скорости вытягивания слитка, блок 5 деления, задатчик 6 постоянного сигнала, блок 7 сравнения, задатчик 8 интенсивности охлаждения, усилитель 9 и исполнительный механизм 10 регулирующего клапаликом определяется расстоянием точки замера температуры от поверхности ролика.
Способ автоматического управления тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок
на охладителя. Причем измеритель 4 ско- включает измерение скорости вытягивания
рости вытягивания слитка, блок 5 деле- ния, интегратор 3, блок 7 сравнения, усилитель 9 и исполнительный механизм 10 ,; регулирующего клапана соединены последослитка, определение периода полного оборота ролика, измерение температуры бочки ролика, определение среднего за период полного оборота ролика значения этой темпевательно. Выход измерителя 1 температуры 2о ратуры и регулирование расхода охлаждаю- соединен с вторым входом интегратора 3, выход задатчика 6 постоянного сигнала соединен с вторым входом блока 5 деления, выход задатчика 8 интенсивности охлаждения соединен с вторым входом блока 7 сравнения.25
В качестве измерителя температуры применяется стандартная хромель-алюмелевая термопара, вмонтированная в бочку ролика. Для подключения термопары к кабелю применяют серийно выпускаемые амальщеи воды пропорционально отклонению среднего значения температуры от заданной величины.
При изменении технологических режимов разливки изменяется и скорость кристаллизации слитка. Для повышения качества слитка необходимо скорость кристаллизации сохранять неизменной. Достаточно достоверным критерием скорости кристаллизации является температура бочки ролика, контактирующего со слитком, поскольку ролик восгамированные токосъемники, обеспечиваю- принимает основную часть теплового потока
от кристаллизующегося слитка, причем относительная доля этой части теплового потока в общем тепловом балансе сохраняется неизменной при любых режимах разливки.
щие практически идеальный электрический контакт и не вносящие погрешности в электрическую цепь.
Устройство работает следующим образом. Измеритель 1 непрерывно измеряет температуру Т бочки ролика 2. Сигнал, соответствующий измеренной температуре, пос- тупает в интегратор 3. В блок 5 деления поступает сигнал с измерителя 4 скорости вытягивания слитка. На второй вход блока 5 деления поступает сигнал с за- 40 температуры за полный оборот ролика, датчика 6 постоянного сигнала, причем этотПример. На машине непрерывного литья
сигнал соответствует длине окружности бочки ролика. На выходе блока 5 деления формируется сигнал, соответствующий периоду полного оборота ролика , где 1 -
длина окружности бочки ролика; v - ско- 45 ратуры изменяется по синусоидальной зави- рость вытягивания слитка. Этот сигнал пос- симости
+ 38sin (0,03t), где Т - время.
Длина бочки ролика ,6 м. Измеренное значение скорости вытягивания слитка ,02 м/с. Следовательно, период полного оборота ролика с. Сред- неиитегральное значение температуры бочки ролика 265°С. Пусть оптимальное значение
При вращении ролика температура его бочки изменяется по синусоидальной зависимости с амплитудой 20-40 К. Для формирования управляющего сигнала необходимо брать среднеинтегральное значение
заготовок разливают сталь в слитки сечением 0,25X1,2 м. Температуру бочки ролика измеряют в точке, расположенной на расстоянии 3 мм от поверхности. Значение темпетупает на второй вход интегратора 3. На выходе интегратора формируется сигнал, пропорциональный среднему значению температуры бочки ролика,
1 « JTdT,
где т - время. «
50
Этот сигнал поступает в блок 7 сравне-температуры бочки ролика равно 250°С, тогния, где сравнивается с сигналом, посту- да управляющий сигнал пропорционален
пивщим с задатчика 8 интенсивности ох-разности (265-250). Этот сигнал поступает лаждения, и поступает на вход усилителя 9, где усиливается до мощности, необходимой
на исполнительный механизм, который увеличивает расход охлаждающей воды.
для управления исполнительным механиз.- мом 10 регулирующего клапана форсунки 11. На фиг. 2 обозначены: Т - температура бочки ролика; ф - угол поворота ролика; фо - угол поворота, соответствующий минимальному расстоянию термопары от поверхности слитка; Лф - угол запаздывания. Максимального значения температура достигает не при угле фо, а с некоторым запаздыванием, а именно при угле поволиком определяется расстоянием точки замера температуры от поверхности ролика.
Способ автоматического управления тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок
включает измерение скорости вытягивания
включает измерение скорости вытягивания
слитка, определение периода полного оборота ролика, измерение температуры бочки ролика, определение среднего за период полного оборота ролика значения этой температуры и регулирование расхода охлаждаю-
щеи воды пропорционально отклонению среднего значения температуры от заданной величины.
При изменении технологических режимов разливки изменяется и скорость кристаллизации слитка. Для повышения качества слитка необходимо скорость кристаллизации сохранять неизменной. Достаточно достоверным критерием скорости кристаллизации является температура бочки ролика, контактирующего со слитком, поскольку ролик воспринимает основную часть теплового потока
от кристаллизующегося слитка, причем относительная доля этой части теплового потока в общем тепловом балансе сохраняется неизменной при любых режимах разливки.
температуры за полный оборот ролика, Пример. На машине непрерывного литья
температуры за полный оборот ролика, Пример. На машине непрерывного литья
При вращении ролика температура его бочки изменяется по синусоидальной зависимости с амплитудой 20-40 К. Для формирования управляющего сигнала необходимо брать среднеинтегральное значение
ратуры изменяется по синусоидальной зави- симости
заготовок разливают сталь в слитки сечением 0,25X1,2 м. Температуру бочки ролика измеряют в точке, расположенной на расстоянии 3 мм от поверхности. Значение темперазности (265-250). Этот сигнал поступает
на исполнительный механизм, который увеличивает расход охлаждающей воды.
Техническое преимущество изобретения заключается в повышении степени достоверности информации о тепловых процессах, протекающих в зоне вторичного охлаждения, что позволяет осуществить обоснованное регулирование расхода охлаждающей воды. Ожидается снижение пораженности металла трещинами на 5-10%.
Формула изобретения
1. Способ автоматического управления тепловым режимом зоны вторичного охлаждения мащины непрерывного литья заготовок, преимущественно мащин с поддерживающей роликовой проводкой, включающий измерение скорости вытягивания слитка и регулирование расхода охлаждающей воды,ог- личающийся тем, что, с целью повышения качества слитка, определяют период полного оборота ролика, измеряют температучением и при отклонении изменяют расход охлаждающей воды, причем, при возрастании температуры расход воды увеличивают, а при снижении - уменьшают.
2. Устройство автоматического управле НИН тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок, содержащее последовательно соединенные задатчик интенсивности охлаждения, блок сравнения, блок деления, усили10 тель и исполнительный механизм регулирующего клапана, отличающееся тем, что, с целью повышения качества слитка, оно снабжено измерителем температуры бочки ролика, задатчиком постоянного сигнала, измерителем скорости вытягивания слитка и интегратором, причем выход измерителя скорости соединен с первым входом блока деления, второй вход которого соединен с выходом задатчика постоянного сигнала, выход блока деления соединен с первым вхо15
ру бочки ролика, определяют среднее за 2о ДОМ интегратора, второй вход которого сое- период полного оборота ролика значение динен с выходом измерителя температуры этой температуры, определяют интенсивность бочки ролика, выход интегратора соединен с охлаждения, сравнивают ее с заданным зна- вторым входом блока сравнения.
чением и при отклонении изменяют расход охлаждающей воды, причем, при возрастании температуры расход воды увеличивают, а при снижении - уменьшают.
2. Устройство автоматического управлеНИН тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок, содержащее последовательно соединенные задатчик интенсивности охлаждения, блок сравнения, блок деления, усилитель и исполнительный механизм регулирующего клапана, отличающееся тем, что, с целью повышения качества слитка, оно снабжено измерителем температуры бочки ролика, задатчиком постоянного сигнала, измерителем скорости вытягивания слитка и интегратором, причем выход измерителя скорости соединен с первым входом блока деления, второй вход которого соединен с выходом задатчика постоянного сигнала, выход блока деления соединен с первым вхо
ДОМ интегратора, второй вход которого сое- динен с выходом измерителя температуры бочки ролика, выход интегратора соединен с вторым входом блока сравнения.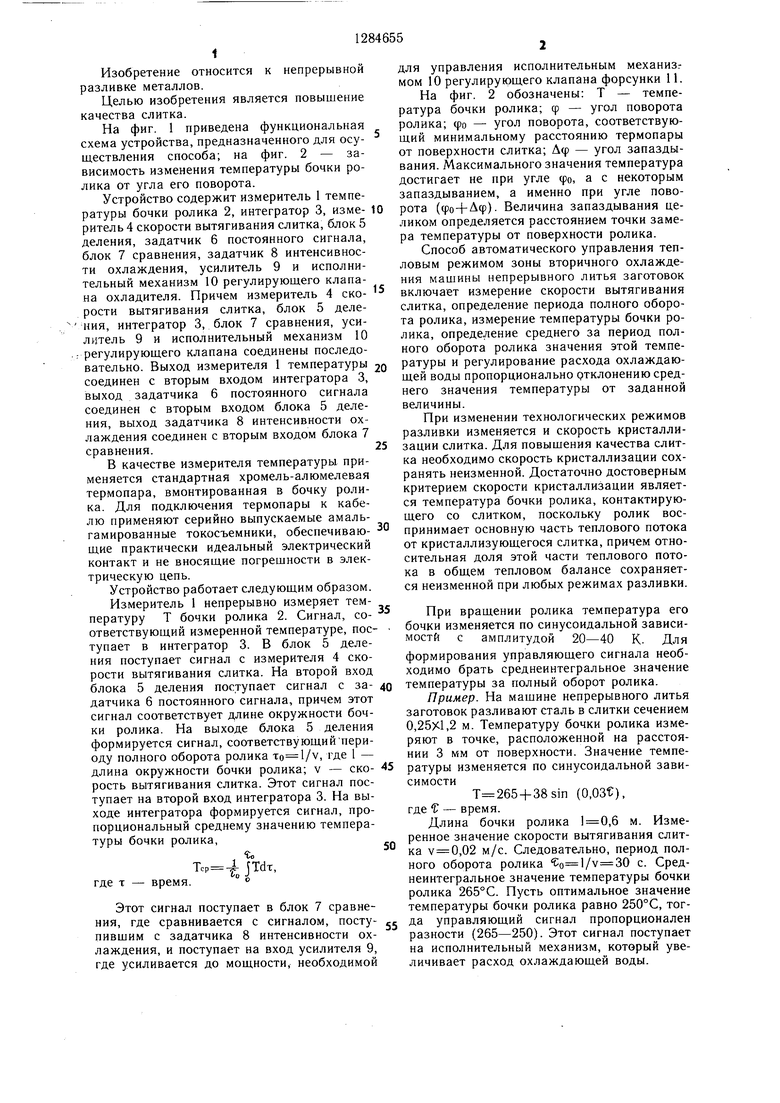
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Способ управления процессом кристаллизации слитка в зоне вторичного охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1447554A1 |
| Способ управления процессом непрерывной разливки металла в неподвижный кристаллизатор и устройство для его осуществления | 1987 |
|
SU1447551A1 |
| Система автоматического управления охлаждением слитка | 1979 |
|
SU910337A1 |
| Способ автоматического управления машиной непрерывного литья заготовок и устройство для его осуществления | 1984 |
|
SU1243891A1 |
| Способ управления режимом работы двухвалкового вертикального кристаллизатора и устройство для его осуществления | 1986 |
|
SU1424951A1 |
| Устройство автоматического управления охлаждением слитка на установке непрерывной разливки металла | 1976 |
|
SU599916A1 |
| Устройство для регулирования режима охлаждения непрерывнолитого слитка | 1980 |
|
SU933218A1 |
| Способ управления машиной непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1519831A1 |
| Способ управления процессом непрерывной разливки стали и устройство для его осуществления | 1985 |
|
SU1328063A1 |
Изобретение относится к непрерывной разливке металлов. Цель изобретения - повышение качества слитка. Существо изобретения заключается в том, что в процессе разливки измерителем 4 определяется скорость V вытягивания слитка, в блоке 5 деления формируется сигнал, соответствую- ш,ий периоду полного оборота ролика 2, равный , причем величина 1, равная длине окружности бочки ролика, поступает на второй вход блока 5 деления с задат- чика 6. Сигнал с блока 5 деления поступает в интегратор 3, где определяется величина, пропорциональная средней температуре бочки ролика, по формуле Тср (f rd(T)/To, где Т - температура бочки ролика, определяемая измерителем 1. Сигнал с выхода интегратора 3 сравнивается в блоке 7 с заданным значением с задатчи- ка 8. В зависимости от сигнала рассогласования изменяется расход воды на охлаждение слитка. 2 с. п. ф-лы. 2 ил. о сл 00 4 а ел ел Фиг.
Составитель Г. Демин
Редактор О. ГоловачТехред И. ВересКорректор И. Муска
Заказ 7473/10Тираж 739Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, .Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная. 4
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ автоматического регулирования охлаждения слитка на установке непрерывной разливки металла | 1976 |
|
SU593813A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ автоматического управления процессом кристаллизации непрерывного слитка и устройство для его осуществления | 1982 |
|
SU1052318A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
