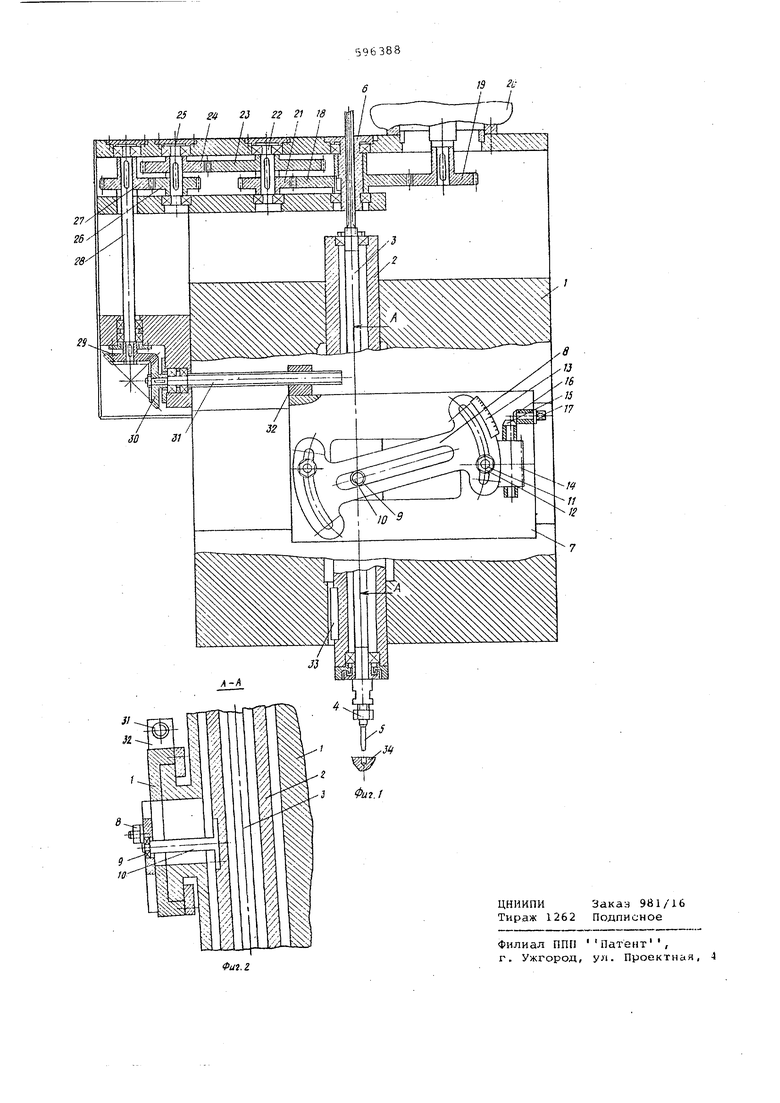
(54) Р ЗЗЬБОНАРЕЗНАЯ ГОЛОВКА Управление циклом работы х оловки осу1цествляется по пути и не показано -Го, работает следующим образом. Предварительно устанавл1 вают поворотную линейку 8 под определенным yrJiOM, который зависит от угла гзодъема нарезаемой резьбы и передаточного отношения кинематической цепи, связывающей суппорт 7 с гильзой 6. Для этого отжимают гайки 12. Вращают валик 17, конические колеса 16 и 15, червяк 14, поворотную линейку 8. Отсчет угла поворота ведут по лимбу 13. После установки поворотной линейк 8 на ieoбxoдигIЫй угол, фиксируют ее относительно . суппорта 7, затягивая гайки 12. При включении электродвигателя 20 посредством зубчатых колес 19 и 18 враш.ается гильза б, шпиндель 3, а вместе с ним и метчик 5. Одновременно с этим зраидается зуб-jaToe колесо 21, валик 22, зубчатые колеса.23 и 24, валик 25, зубчатые колеса 26 и 27, валик 28, конические зубчатые колеса 29 к 30, ходовой винт 31, а гайка 32 вместе с суппортом 7 и установленной на нем поворотной ли™ нейкой 8 перемещается -вправо. При перемещении поворотной линейки 8 послед няя воздействует на ролик 3 и перемещает его, а вместе с ним и пиноль 2 с шпинделем 3 и метчиком 5 в осезом направле -п.1и па обрабатывгчемую деталь 34 Таким образом обеспечивается жесткая кинематическая с:вязь между вращением метчика 5 и его осевым перемещением (за один оборот метчика 5 он неремещается в осевом направлении на величину шага). Происходит ввинчивание метчика 5 в обрабатываемую деталь 34. В последней наре зается. резьба. При достижении необходимой длины нарезки дается каманда в цепь управления головкой па реверсирование. При реверсировании электродвигателя 20 гильза 6 вращается в обратном направлении, в этом же направлении зращается шпиндель 3 с метчиком 5, суппорт 7с поворотной линейкой 8 перемещается в противоположном направлении (влево). Ролик 9 перемещает пиноль 2 вверх. Происходит вывинчивание метчика 5 из обработанной детали 34. Пиноль 2 с инструментом 5 возвращается в исходное положение. Для нарезания резьбы с другим шагом устанавливают, поворотную линейку 8на необходимый угол. Формула изобретения Резьбонарезная головка с приводом осевой подачи шпинделя, выполненным в виде копирной линейки с пазом для перемещения ролика, отличающ а я..с я тем, что, с целью повышения качества резьбы, она снабжена поперечным суппортом, несущим копирную линейку, ролик которой связан со шпинделем головки. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство № 218609, кл. В 23 В 5/48, 196.5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Резьбонарезная головка | 1976 |
|
SU603511A1 |
| Резьбонарезная головка | 1977 |
|
SU627932A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| Резьбонарезная головка | 1989 |
|
SU1726172A1 |
| Резьбонарезное устройство | 1980 |
|
SU895598A1 |
| Зубошлифовальный станок для конических колес с круговыми зубьями | 1974 |
|
SU518287A1 |
| Станок для обработки блочных зубчатых колес | 1984 |
|
SU1284743A1 |
| Станок для нарезания резьбы | 1982 |
|
SU1061947A1 |
| Резьбонарезная силовая головка | 1982 |
|
SU1047647A1 |