(54) СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБЫ НА ДЕТАЛЯХ
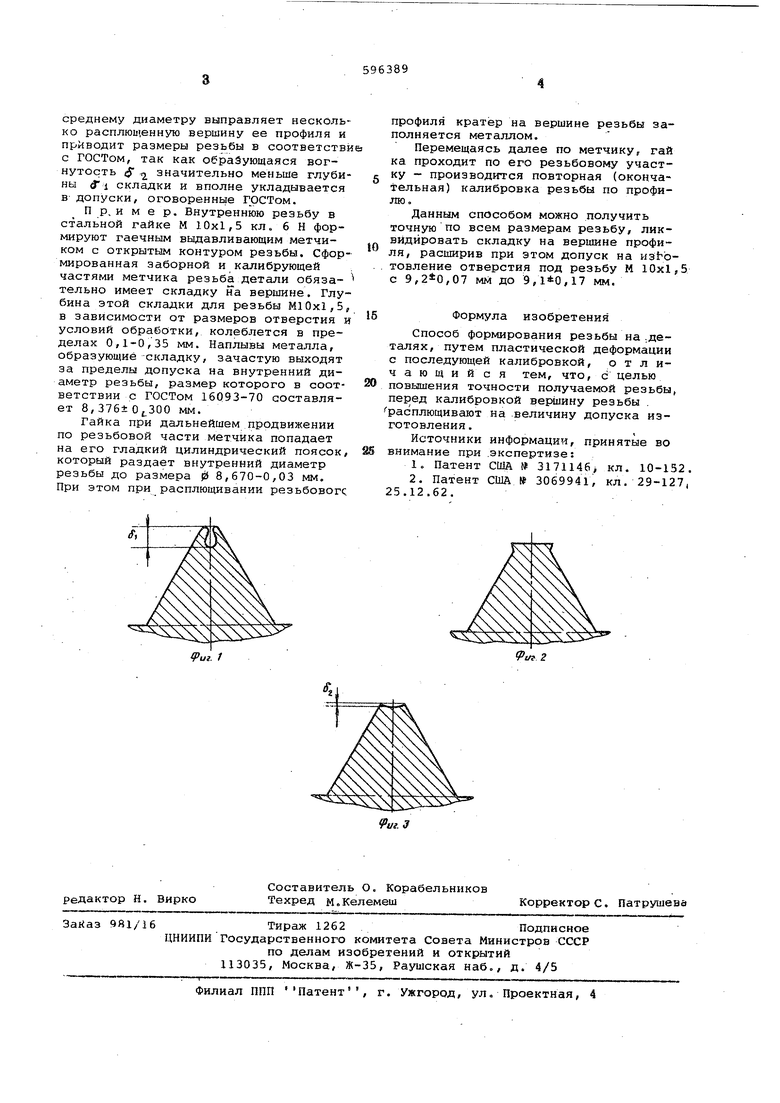
среднему диаметру выправляет несколько расплющенную вершину ее профиля и приводит размеры резьбы в соответствй с ГОСТом, так как образующаяся вогнутость 2 значительно меньше глубины Г 1 складки и вполне укладывается в допуски, оговоренные ГрСТом.
П р,и м е р. Внутреннюю резьбу в стальной гайке М 10x1,5 кл. 6 Н формируют гаечным выдавливающим метчиком с открытым контуром резьбы. Сформированная заборной и калибрующей частями метчика резьба детали обязательно имеет складку на вершине. Глубина этой складки для резьбы Ml0x1,5, в зависимости от размеров отверстия и условий обработки, колеблется в пределах 0,1-0,35 мм. Наплывы металла, образуюашё складку, зачастую выходят за пределы допуска на внутренний диаметр резьбы, размер которого в соответствии с ГОСТом 16093-70 составляет 8,376± мм.
Гайка при дальнейшем продвижении по резьбовой части метчика попадает на его гладкий цилиндрический поясок, который раздает внутренний диаметр резьбы до размера 0 8,670-0,03 мм. При этом при расплющивании резьбовогс
профиля кратер на вершине резьбы заполняется металлом.
Перемещаясь далее по метчику, гай ка проходит по его резьбовому участку - производится повторная (окончательная) калибровка резьбы по профилю.
Данным способом можно получить точную по всем размерам резьбу, ликвидировать складку на вершине профиля, расширив при этом допуск на изЬотовление отверстия под резьбу М 10x1 с 9,,07 мм до 9,,17 мм.
Формула изобретения
Способ формирования резьбы на :Деталях, путем пластической деформации с последующей калибровкой, отличающийся тем, что, с целью повышения точности получаемой резьбы перед калибровкой вершину резьбы . расплющивают на величину допуска изготовления.
Источники информации, принятые во внимание при .экспертизе:
1.Патент США № 317114б кл. 10-15
2.Патент США № 3069941, кл. 29-12 25.12.62.
sss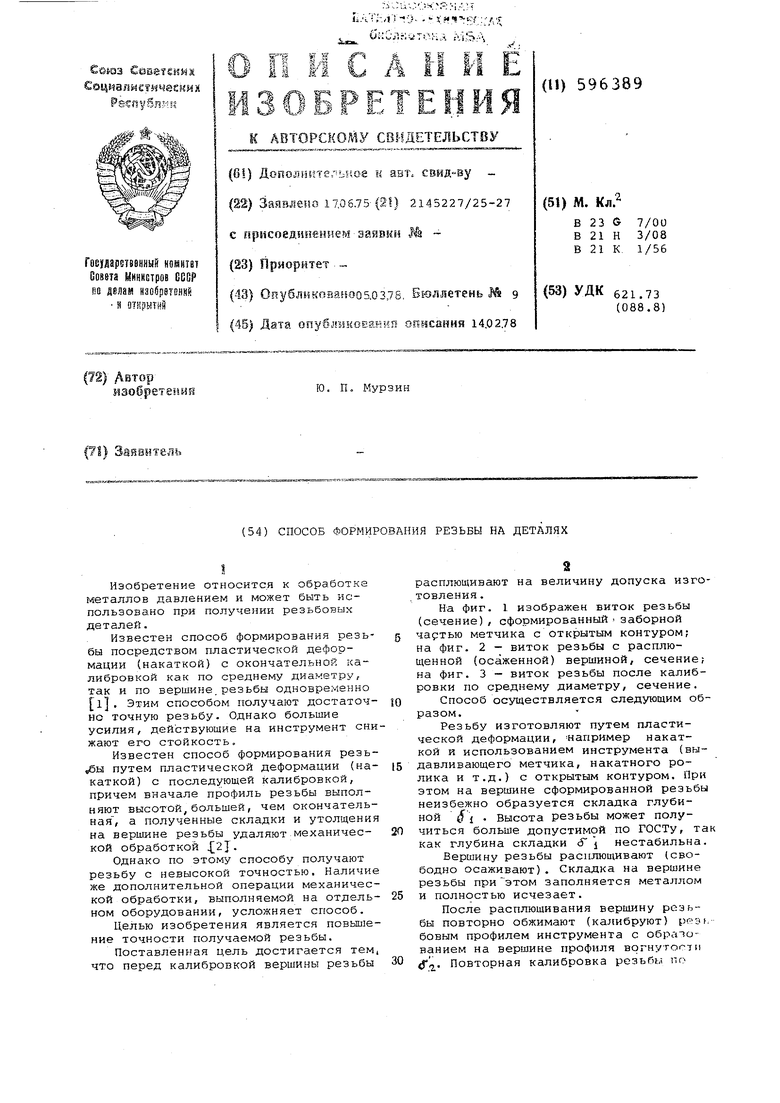
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования резьб | 1988 |
|
SU1572733A1 |
| Бесстружечный метчик | 1991 |
|
SU1819724A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| Способ изготовления внутреннейРЕзьбы | 1979 |
|
SU841745A1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| Бесстружечный метчик | 1979 |
|
SU772663A1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| Способ формирования рабочей части бесстружечных метчиков | 1984 |
|
SU1340878A1 |
| Метчик | 1987 |
|
SU1537429A2 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С НАРУЖНОЙ РЕЗЬБОЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2003 |
|
RU2257508C2 |
