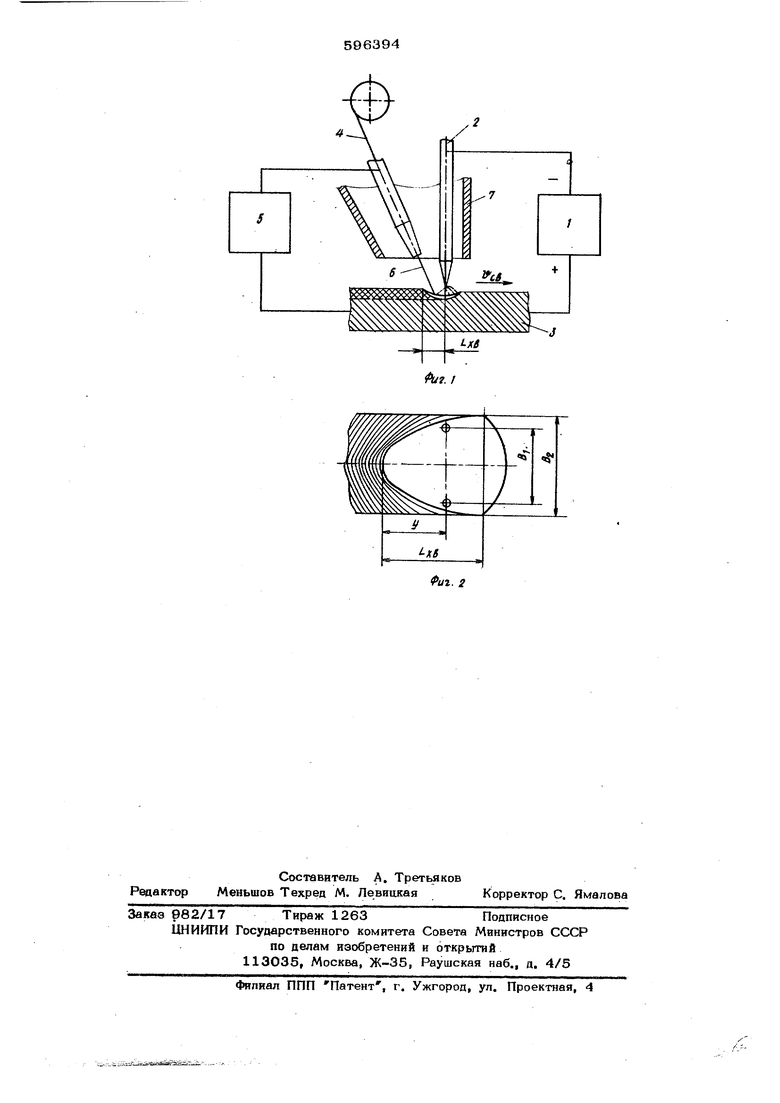
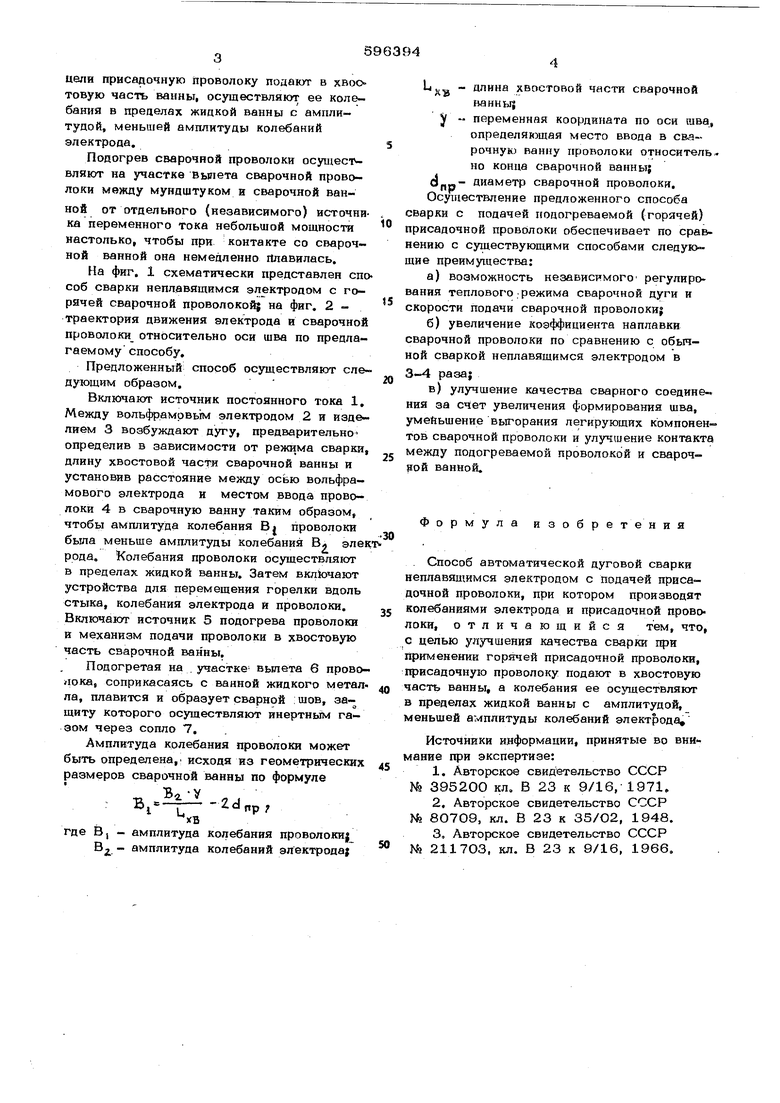
цели присадочную проволоку подают в хвоотовую часть ванны, осуществляют ее колебания в пределах жидкой ванны с амплитудой, меньшей амплитуды колебаний электрода. Подогрев сварочной проволоки осуществляют на участке Выпета сварочной проволоки между мундштуком и сварочной ванной от отдельвого (независимого) источни ка переменного тока небольшой мощности настолько, чтобы при контакте со сварочной ванной она немедленно Плавилась. На фиг. 1 схематически представлен спо соб сварки неплавящимся электродом с горячей сварочной проволокой} на фиг, 2 траектория движения эле1строда и сварочной проволоки относительно оси шва по предлагаемому способу. Предложенный способ осуществляют сле дующим образом. Включают источник постоянного тока 1. Между вольфрамрвь1М электродом 2 и изделием 3 возбуждают дугу, предварительноопределив в зависимости от режима сварки длину хвостовой частя сварочной ванны и установив расстояние между осью вольфрамового электрода и местом ввода проволоки 4 в сварочную ванну таким образом, чтобы амплитуда колебания Bj проволоки была меньше амплитуды колебания В- эле рода. Колебания проволоки осуществляют в пределах жидкой ванны. Затем вклЬчают устройства для перемещения горелки вдоль стыка, колебания электрода и проволоки. Включают источник 5 подогрева проволоки и механизм подачи проволоки в хвостовую часть сварочной ванны. Подогретая на . участке вылета 6 прово лока, соприкасаясь с ванной жидкого метал ла, плавится и образует сварной , шов, защиту которого осуществляют инертным газом через сопло 7. Амплитуда колебания проволоки может быть определена,, исходя из геометрических размеров сварочной ванны по формуле Ва У L где В, - амплитуда колебания проволоки| Bjj - амплитуда колебаний электрода| - длина хвостовой части сварочной у переменная координата по оси шва, определяющая место ввода в сварочную ванну проволоки относительно конца сварочной ванны} - диаметр сварочной проволоки. Осуществление предложенного способа варки с подачей подогреваемой (горячей) рисадочной проволоки обеспечивает по сравению с существующими способами следуюие преимущества: а)возможность независимого регулирования теплового режима сварочной дуги и скорости подачи сварочной проволоки| б)увеличение коэффициента наплавки сварочной проволоки по сравнению с обычной сваркой неплавящимся электродом в 3-4 раза} в)улучшение качества сварного соединения за счет увеличения формирования шва, умейьшение вьшорания легирующих компонентов сварочной проволоки и улучшение контакта между подогреваемой проволокой и свароч}1ой ванной. Формула изобре т е н и я . Способ автоматической дуговой сварки неплавящимся электродом с подачей присадочной проволоки, при котором производят колебаниями электрода и присадочной проволоки, отличающийся тем, что, с целью улучшения качества сварки при применении горячей присадочной проволоки, присадочную проволоку подают в хвостовую часть ванны, а колебания ее осуществляют в пределах жидкой ванны с амплитудой, меньшей амплитуды колебаний электрода. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР NO 395200 кл, В 23 к 9/16, 1971. 2.Авторское свидетельство СССР № 80709, кл. В 23 к 35/О2, 1948. 3.Авторское свидетельство СССР № 211703. кл. В 23 к 9/16, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической дуговой сварки | 1984 |
|
SU1169271A1 |
| Способ дуговой сварки плавящимся электродом в узкую разделку | 1982 |
|
SU1061956A1 |
| Способ аргоно-дуговой сварки сты-KOB ТРуб | 1979 |
|
SU812466A1 |
| Способ дуговой сварки | 1984 |
|
SU1165540A1 |
| Способ регулирования процесса дуговой сварки | 1982 |
|
SU1134327A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1031677A1 |
| Способ регулирования процесса сварки плавлением | 1982 |
|
SU1136905A1 |
| Способ односторонней двухдуговой сварки неплавящимися электродами | 1986 |
|
SU1449274A1 |
| Способ автоматической дуговой сварки под флюсом | 2017 |
|
RU2676933C1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |