жимаемые к кулачковому валу пружинами 10.
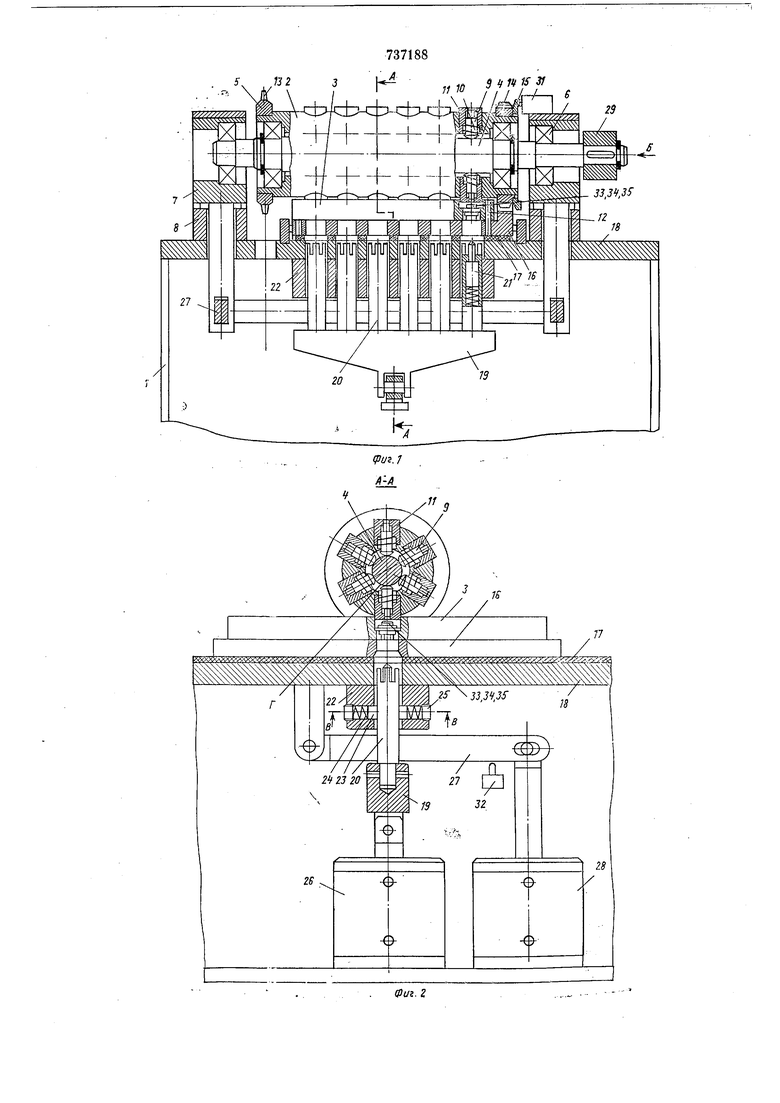
В кассете 3 гнезда под собираемые детали выполнены с шагом, соответствующим угловому шагу расположенных на поверхности ротора 2 штоков 9. Последние установлены в направляюш,их втулках 11, служаш;их для прижима деталей ко дну гнезд кассеты.
Для установки кассеты 3 на подвижном столе служат направляющие штифты 12. На торцах ротора установлены звездочка 13, шестерня 14 и торцовый кулачок 15. Шестерня 14 кинематически связана с рейкой стола 16, имеющего возможность перемещения по антифрикционной прокладке 17, закрепленной на станине 18. Под станиной 18 расположена траверса 19, на которой закреплен ряд рабочих органов, выполненных в виде щтоков 20 и служащих для соединения деталей снизу.
Для направления щтоков в процессе рабочей операции вдоль оси щтоков 20 установлены центрирующие ловителн 21. В направляющем корпусе 22 установлены компенсаторы 23, которые служат для центрирования штоков 20 ири помощи пружин 24 и регз лировочных гаек 25.
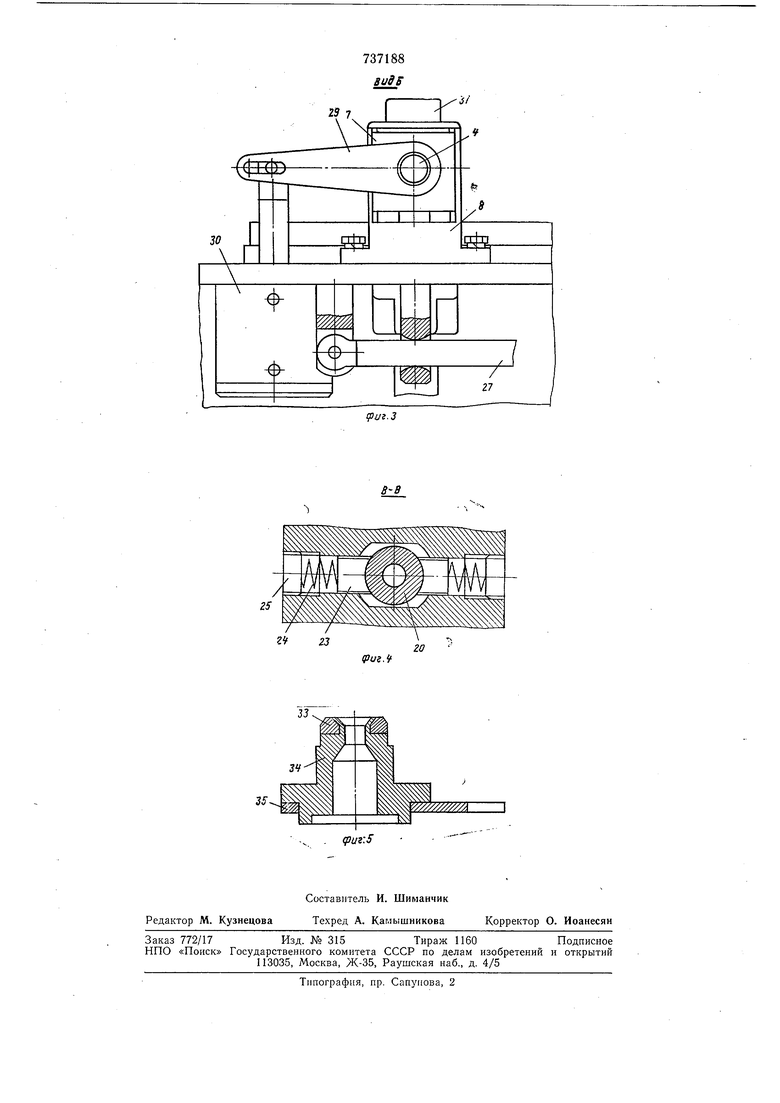
Траверса 19 соединена со штоком пневмоцилиндра 26. Через окна тяг корпуса 7 проходит вилка 27, которая служит для перемещения техпологического ротора с иомощью пневмоцилиндра 28 (фиг. 2). Через рычаг 29 кулачковый вал ротора связан со щтоком пневмоцплиндра 30 (фиг. 3).
Для включения пневмоцилиндров 26, 28 и 30 служат микропереключатели 31 и 32, угтановлеииые на стойке 8 п осиованип 1.
Собнраемый узел состоит, например, из успокоителя 33, втулки 34 и иоводка 35 (фиг. 2 и фиг. 5).
Устройство работает следующим образом. Кассета 3, заполненная предварительно собранными на вибростенде деталями, устанавливается по направляющим штифтам 12 на подвижный стол 16 и фиксируется.
Технологический ротор 2 получает вращение от привода через цепную передачу (на чертеже условно ие показаны) и звездочку 13. При вращении ротора 2 щестерня 14 через рейку перемещает стол 16. Паправляющие втулки 11 со щтоками 9 входят в гнезда кассеты 3, перемещающейся со столом 16 синхроиио с поворачивающимся ротором 2. При подходе штоков 9 к нижней точке торцовый кулачок 15 воздействует на микропереключатель 31, который включает пневмоцилиндр 28. Пиевмоцилнндр 28 через вилку 27 перемещает корпусы 7 совместно с технологическим ротором вииз на 1 мм, тем самым направляющими втулками 11 прижимая ко дну гиезд улол енные в кассету детали 33, 34, 35.
Опускающаяся вилка 27 в конце хода воздействует на микропереключатель 32, подающий команду на одновременное включение пневмоцилиндров 26 и 30. Пневмоцилиндр 26 перемещает траверсу 19 со щтоками 20, которые производят рабочую операцию, при этом подпружиненные центрирующие ловители 21 направляют штоки 20. Во время рабочей операции штоки 20
отклоняются движущейся кассетой в пазах направляющего корпуса 22, а возвращаются Б исходное вертикальное положение компенсаторами 23. Одновременно пневмоцилиндр 30 при включении через рычаг 29
поворачивает кулачковый вал 4, воздействующий выступающей частью Г (фиг. 2) на штоки 9, которые перемещаются в направляющих втулках 11 в осевом направлении и производят рабочую операцию сверху.
По окончании операций соединения деталей штоки 9 и 20 возвращаются в исходное иоложеиие, ротор 2 поднимается, направляющие втулки 11 выходят из гиезд кассеты 3. При дальнейшем повороте ротора 2 следующий ряд штоков 9 с втулками 11 входит в гиезда кассеты 3, такт повторяется. После выполнения операции сборки всех деталей, находящихся в гнездах кассеты 3, стол 16 воздействует на конечный выключатель
(условно ие показан), отключаюи ий сборочное устройство.
Формула изобретения
1. Устройство для сборки деталей, содержащее станину, технологический ротор с размеил,ениыми, в иаправляюии1х втулках в иесколько рядов по окружности щтоками, контактируюи1,пми с кулачковым валом, и
загрузочное устройство в виде миогоместиой кассеты, отличающееся тем, что, с целью расширеиия технологических возможностей и повыщения производительности, оно снабжено траверсой, расположенной
под станиной, на траверсе установлены в ряд рабочие органы, выполненные в виде штоков, технологический ротор снабжеи средством для вертикального иеремешения и прижима деталей, а кулачковый вал установлеи с возможностью ограниченного поворота.
2.Устройство по п. 1, отличающееся тем, что в станине выполнены отверстия, соосиые гнездам кассеты загрузочного устройства.
3.Устройство по п. 1, отличающееся тем, что щтоки, уетаиовлеииые на траверсе, сиабжены с двух сторон подпружиненными компенсаторами.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР Л; 596409, кл. В23Р 19/08, 1976.
29 7
Jf/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1976 |
|
SU596409A1 |
| Устройство для изготовления щеток | 1986 |
|
SU1442180A1 |
| Устройство для снаряжения боеприпасов | 1971 |
|
SU1841266A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1985 |
|
SU1240493A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Гибкая производственная система | 1985 |
|
SU1321549A1 |
| Пневматическое зажимное приспособление к фрезерным станкам для закрепления тонких листов в процессе обработки | 1951 |
|
SU94604A1 |