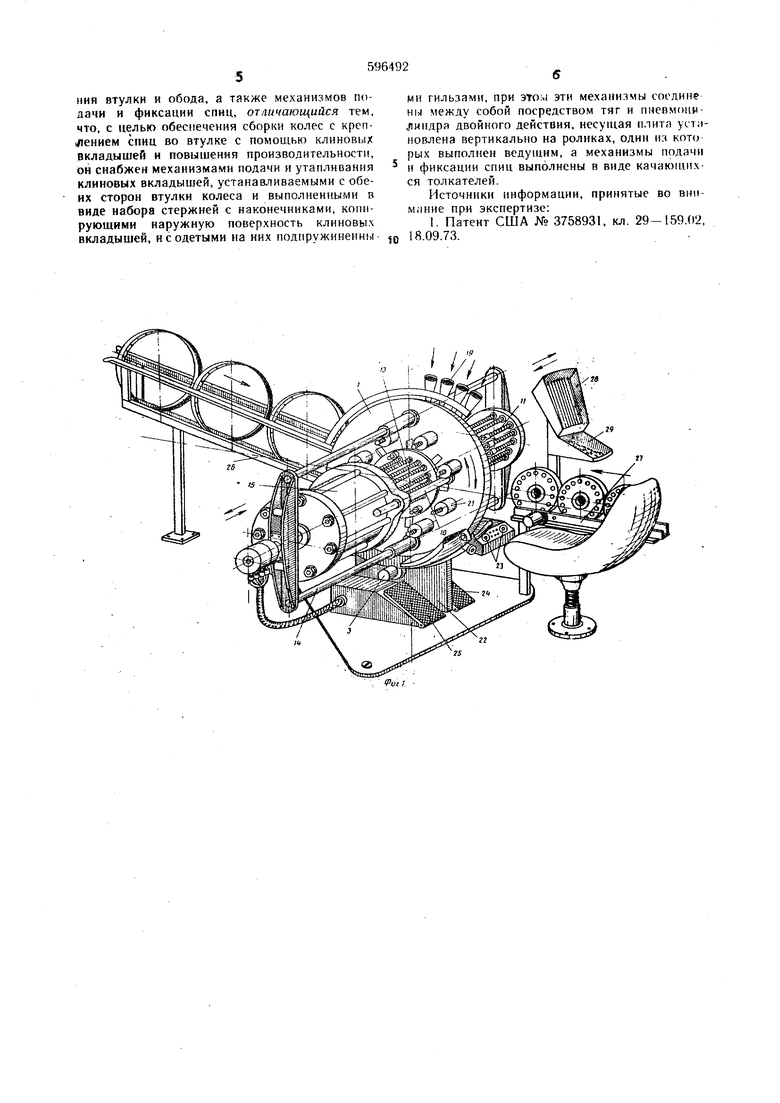
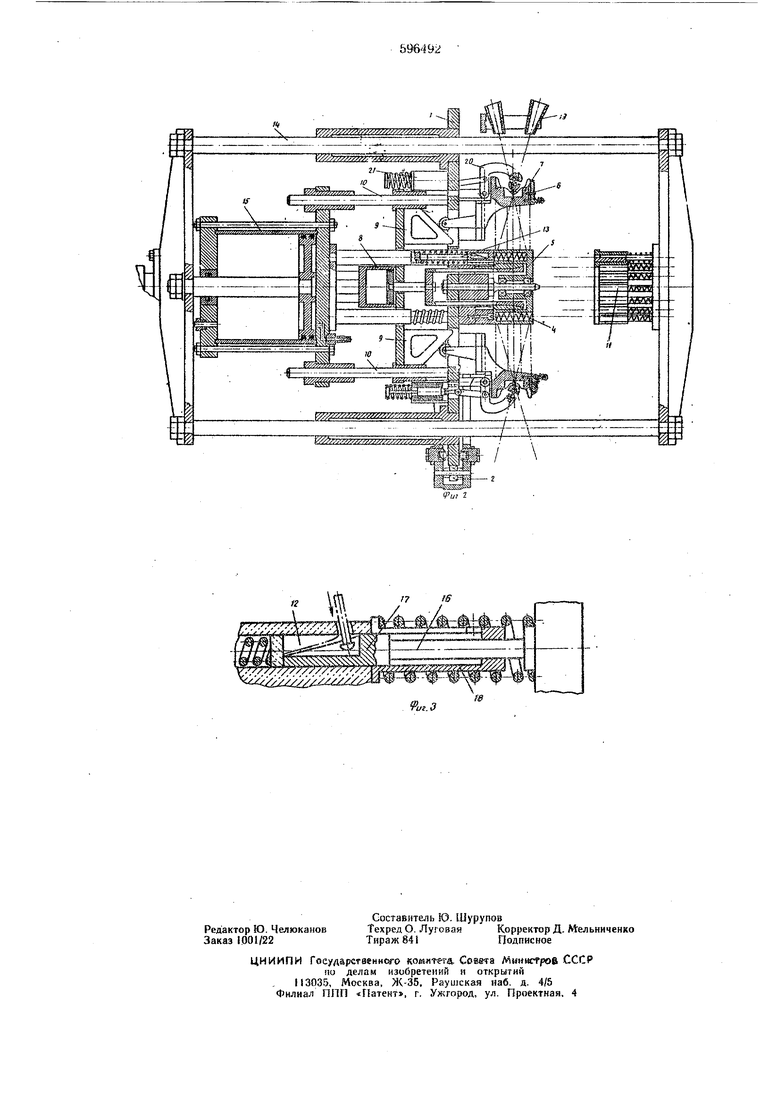
Основные механизмы станка смонтированы ня вертикальной круглой несущей пЛите 1, которая установлена на роликах 2, один из которых приводится во вращение от электродвига теля 3. На плите смонтирован центрирующий цанговый MCJjaHHSM 4 зажима и центрирования втулки 5 колеса и кулачки 6 зажима и центрирования обода 7. Привод цангового механизма зажима и центрирования втулки и кулачков центрирования обода осуществляется от одного пневмоцилиндра 8, укрепленного на планке с клиньями 9, которая, может перемещаться вдоль направляющих колонок 10. Механизм 11 подачи клиновых вкладышей 2 с правой стороны втулки 5 собираемого колеса и механизм 13 подачи клиновых вкладышей с левой стороны втулки соединены между собой тягами 14 и приводятся в действие от одного пневматического цилиндра 15 двойного действия. Механизмы подачи клиновых вкладышей предотавляют собой круглые пластины, иа которых установлены стержни 16 (по количеству спиц, деленному на два). Эти стержни имеют наконечники 17, имеющие профиль, копирующий конфигурацию клиновых вкладышей, на наконечники одеты подпружиненные гильзы 18 (фиг. 3). Для подачи спиц имеются четыре направляющих воронки 19, а для досылания спиц и удержания их в крайнем положении имеются качающиеся толкатели 20, приводимые в действие электромагнитами 21. Ролики, на которых вращается несущая плита 1,, установлены на станине 22 станка. В станине размещены электрические и пневматические элементы управления станком, приводимые в действие от кнопок 23 и двух педалей 24 и 25. Для подачи ободов колес имеется скат 26, а для подачи втулок-скат 27. Также имеются магазины для спиц 28 и клиновых вкладышей 29. Станок работает следующим образом. Втулка 5 с предварительно вставленными в ее гнезда пружинами подается по скату 27, и .оператор одевает ее на стержень цангового механизма 4. Обод 7 подается по скату 26 и оператор одевает его на кулачки 6, ориентируй его относительно отверстия под вентиль. Затем нажатием на педаль 25 подается команда на подачу воздуха в правую полость пневмоцилиндра 8.и производится зажатие цанговым механизмом 4 втулки 5 и кулачками 6 обода 7 за счет того, что поршень со штоком пневмоцилиндра 8, двигаясь влево; разжимает цангу цангового механизма 4,. а корпус пневмоцилиндра вместе с планкой и клиньяйи 9 перемещается вправо и при этом клинья 9 раздвигают кулачки 6. Клиновые вкладыши 12 из магазина 29 oneратор вставляет а гильзы 18 механизмов подачи i I и 13. После того как все клиновые вкладыши будут уложены, оператор двумя руками нажимает на две кнопки 23 (для предотвращения вопадания рук оператора в рабо.чую зону стайка) и тем самым подает команду на подачу возду.ча в правую полость пневмоиилнндра 15. При этом поршень со штоком будет перемещаться влево и через траверсу и тяги И перемешать механизм 11 также влево. Корцус же с механизмом 13 будет перемещаться по направляющим колонкам 10 вправо. Таким образом, все клиновые вкладыши попадут в гнезда втулки 5, а пружины под ними будут сжаты. После этого оператор берет спицы из магазина 28 и бросает четыре штуки в воронки 19 меньшей головкой вперед. Спица из воронки проходит через отверстие в ободе 7, а затем через соответствующее отверстие во втулке 5 и зависает большей головкой на ободе. Толкатели 20, приводимые в действие от электромагнитов 21, досылают их до конца и удерживают их в этом положении. Натяжением педали 24 оператор дает команду на поворот плиты I со всеми механизмами и закрепленными втулкой и ободом колеса на угол, соответствующий расположению группы на четырех спиц (если в колесе 32 спицы, то угол будет 0 -т5 7- 45°, если 40, и т. п.). 40 3 Это происходит за счет вращения ведущего ролика 2, приводимого в действие электродвигателем 3. После поворота на необходимый угол оператор бросает еще четыре спицы н снова производит поворот и так далее, пока не будут вставлены все спицы. После этого натяжением одной из кнопок 23 подается команда на развод механизмов подачи клиновых вкладышей 11 и 13 за счет подачи сжатого воздуха в правую полость пневмоцилиндра 15. При этом пружины под клиновыми вкладышами 12 разжимаются, тело спицы входит в прорезь клинового вкладыша, а головка (имеется в виду меньшая, которая находится в полости гнезда втулки колеса) зависает на клиновой поверхности вкладыша, тем самым происходит одновременное закрепление и натяжение всех спиц. Нажатием на педаль 25 подается команда на подачу воздуха в левую полость пневмоцилиндра 8, цанга цангового механизма 4 сжимается н отпускает втулку 5, а кулачки 6 сходятся и освобождают обод. После этого собранное колесо удаляется, цикл сборки повторяется. В связи с тем, что на данном станке производятся почти все сборочные операции (не производится тол ькЬ запрессовка подшипников во втулку и одевание резины на обод), то он дает возможность сократить время на сборку колеса за счет полного сокращения времени на натя жение спиц и центрирование колеса- Так, при испытании опытного образца (макета) станка было получено время сборки колеса мопеда «Верховина-5 -5,20 минут вместо 19,18 мин согласно нормы времени по данным Львовского мотозавода. При этом наблюдалось одинаковое натяжение всех спиц (800 -f 20 ньютон), а аксиальное и радиа.льное биение обода не превышало -f 1 мм. Простота конструкции стамкаобеспечивала также высокую его надежность. Формула изобретения Станок для сборки и центрированияспнцевых колес, состоящий из несущей плиты и установленных на ней механизмов .для центрирова
НИН втулки и обода, а также механизмов полачи и фиксации спиц, отличающийся тем, что, с целью обеспечения сборки колес с креп|Лением спиц во втулке с помощью клиновых вкладышей и повышеиия производительности, он снабжен механизмами яодачи и утапливания клиновых вкладышей, устанавливаемыми с обеих сторон втулки колеса и выполненными в виде набора стержней с наконечниками, копирующими наружную поверхность клиновых вкладышей, неодетыми на них подпружиненны
МИ гильзами, при этом эти механизмы соеяние ни между собой посредством тяг и пневмоинЛиндра двойного действия, несущая плита уст;)новлена вертикально на роликах, одни из кото рых выполнен ведуп|им, а механизмы подачи и фиксации спиц выполнены в виде качающихся толкателей.
Источники информации, принятые во внимание при экспертизе:
I. Патент США № 3758931, кл. 29-159.(l2, 18.09.73.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического центрирования спицевого колеса | 1976 |
|
SU1066842A1 |
| Самоцентрирующееся спицевое колесо и способ его сборки | 1976 |
|
SU557936A1 |
| Спицевое колесо транспортного средства | 1974 |
|
SU697358A1 |
| Ниппелеверт устройства для центирования спицевых колес | 1976 |
|
SU613928A1 |
| Способ автоматического центрирования спицевого колеса | 1976 |
|
SU738918A1 |
| ПОЛУАВТОМАТ ДЛЯ | 1972 |
|
SU323815A1 |
| СТАНОК ДЛЯ УСТАНОВКИ СПИЦ МЕЖДУ ВТУЛКОЙ И ОБОДОМ КОЛЕСА | 1991 |
|
RU2085405C1 |
| Ниппелеверт автоматического устройства для центрирования спицевых колес | 1976 |
|
SU573383A1 |
| Станок для правки обода автомобильного диска | 2020 |
|
RU2737654C1 |
| УНИВЕРСАЛЬНЫЙ МНОГОШПИНДЕЛЬНЫЙ ПАТРОННЫЙ АВТОМАТ ДЛЯ ОБРАБОТКИ МЕЛКИХ ДЕТАЛЕЙ | 1971 |
|
SU304061A1 |
XJ
ГГ777777(
(ifvfflil f f f
ЗГ
777f : /T/77y 7// / 2 iiiii2
