ИКа
а сп
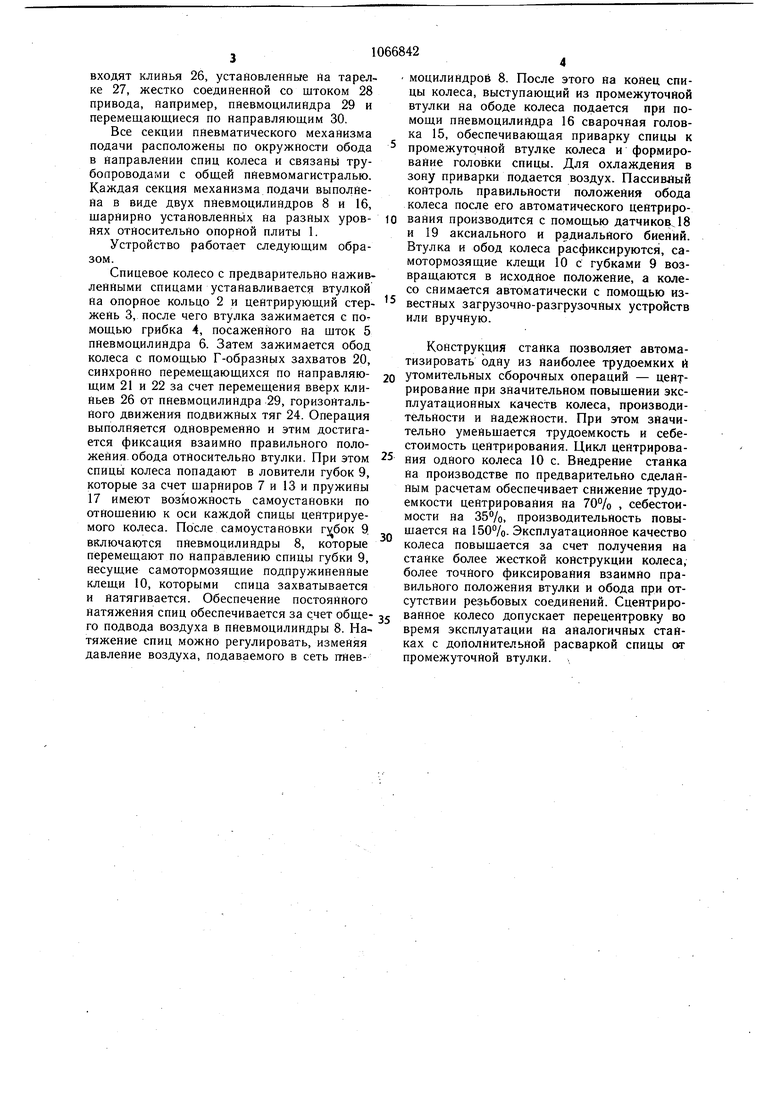
00 4 1C Изобретение относится к сборке спицевых колес, используемых на велосипедах, мотоциклах, мопедах и др, а именно к устройствам для их автоматического центрирования. Известна устройство для автоматического центрирования спицевого колеса, содержащее обжимные диски, ниппелеверты, механизм зажима втулки. Автоматическое центрирование производится за счет равномерного предварительного натяжения спиц и дополнительного обжатия за счет эффекта упругого восстановления положения обода в первоначальное положение после его освобождения из состояния обжатия 1. Упругое восстановление обода сообщает спицам дополнительное натяжение небольшой величины, зависящее от жесткости обода и не превышающей 50% от необходимого натяжения спиц. При таких условиях предварительное натяжение спиц должно быть довольно больщим, при которрм разброс натяжений спиц значительно возрастает и абсолютные значения переносятся на готовое колесо. Это не обеспечивает высокого качества спицевых колес. Наиболее близким к изобретению по технической сути является устройство для автоматического центрирования спицевого колеса, содержащее опорную плиту для установки втулки колеса, механизмы центрирования и фиксации обода и втулки колеса во взаимно правильном положении, снабженные радиально расположенными Г-образными захватами обода, имеющими синхрон ный привод от силового цилиндра, установленного коаксиально колесу под опорной плитой, и зажим втулки колеса, имеющий привод от щтока силового цилиндра, проходящего через центральное отверстие втулки, устройства по числу спиц для одновременного натяжения и фиксации спиц колеса, снабженные секционным пневматическим механизмом подачи, секции которого по числу спиц расположены по окружности обода в направлении спиц колеса и связаны трубопроводами с общей пневмомагистралью 2. Однако известное устройство не может обеспечить высокой точности центрирования колеса из-за нестабильности момента трения при натяжении спиц, влияющего на их затяжку. Кроме того, процесс натяжения и фиксации спиц колеса, осуществляемый с помощью пневматических гайковертов, является недостаточно производительным и технологичным. Цель изобретения - повышение точности производительности и технологичности центрирования. Поставленная цель достигается тем, что в устройстве для автоматического центрирования спицевого колеса, содержащем опорную плиту для установки втулки колеса, механизмы центрирования и фиксации обода и втулки колеса во взаимно правильном положении, снабженные радиально расположенными Г-образными захватами обода, имеющими синхронный привод от силового цилиндра, установленного коаксиально колесу под опорной плитой, и зажим втулки колеса, имеющий привод от штока силового цилиндра, проходящего через центральное отверстие втулки, устройства по числу спиц для одновременного натяжения и фиксации спиц колеса, снабженные секционным пневматическим механизмом подачи, секции которого по числу спиц расположены по окружности обода в направлении спиц колеса и вязаны трубопроводами с общей пневмомагистралью, устройства для одновременной фиксации спиц выполнены в виде сварочных машинок, а каждая секция механизма подачи выполнена ,в виде двух пневмоцилиндров, шарнирно установленных на разных уровнях относительно опорной плиты, при этом на штоке нижнего пневмоцилиндра закреплены самоустанавливающиеся губки с ловителем спицы и самотормозящимися клещами, а шток верхнего пневмоцилиндра связан с выдвижной головкой сварочной машинки. На чертеже изображено схематично предложенное устройство, разрез. Устройство для автоматического центрирования спицевого колеса состоит из наклонНой плиты 1, на которой установлено опорйое кольцо 2 и центрирующий стержень 3, оканчивающийся разжимным грибком 4, установленным на штоке 5 пневмоцилиндра 6. На плите 1 при помощи шарниров 7 установлены пневмоцилиндры натяжения 8 по количеству спиц колеса, несущие подвижные губки с ловителями 9 и подпружиненными самотормозящими, клещами 10, и направляющие 11. Конструктивно самотормозящие клещи 10 представляют известную конструкцию с двумя подпружиненными эксцентриками. При движении в одном направлении производится захват спиц и ее натяжение, в другом - проскальзывание. На держателях 12 с помощью шарниров 13 установлены сварочные машинки 14, по количеству спиц имеющие сварочную головку 15 и приводвстроенный пневмоцилиндр подачи 16. Снизу имеются пружины 17. На корпусе установлены -также датчики контроля аксиального 18 и радиального 19 биений обода колеса по количеству секций спиц. По количеству секций спиц имеются центрирующие Г-образные захваты 20, выполненные фасонными по полному внещнему профилю колеса, перемещающиеся по направляющим 21 и 22, укрепленным с помощью кронштейнов 23 к плите 1 станка. К Г-образным захватам 20 жестко прикреплены подвижные тяги 24, имеющие клиновую прорезь 25, в которую входят клинья 26, установленные на тарелке 27, жестко соединенной со штоком 28 привода, например, пневмоцилиндра 29 и перемещающиеся по направляющим 30. Все секции пневматического механизма подачи расположены по окружности обода в направлении спиц колеса и связаны трубопроводами с общей пневмомагистралью. Каждая секция механизма подачи выполнена в виде двух пневмоцилиндров 8 и 16, щарнирно установленных на разных уровнях относительно опорной плиты 1. Устройство работает следующим образом. Спицевое колесо с предварительно наживленными спицами устанавливается втулкой на опорное кольцо 2 и центрирующий стержень 3, после чего втулка зажимается с помощью грибка 4, посаженного на щток 5 пневмоцилиндра 6. Затем зажимается обод колеса с помощью Г-образных захватов 20, синхронно перемещающихся по направляющим 21 VI 22 за счет перемещения вверх клиньев 26 от пневмоцилиндра 29, горизонтального движения подвижных тяг 24. Операция выполняется одновременно и этим достигается фиксация взаимно правильного положения, обода относительно втулки. При этом спицы колеса попадают в ловители губок 9, которые за счет щарниров 7 и 13 и пружины 17 имеют возможность самоустановки по отнощению к оси каждой спицы центрируемого колеса. После самоустановки 9 включаются пневмоцилиндры 8, которые перемещают по направлению спицы губки 9, несущие самотормозящие подпружиненные клещи 10, которыми спица захватывается и натягивается. Обеспечение постоянного натяжения спиц обеспечивается за с.чет общего подвода воздуха в пневмоцилиндры 8. Натяжение спиц можно регулировать, изменяя давление воздуха, подаваемого в сеть п-невмоцилиндров 8. После этого на конец спицы колеса, выступающий из промежуточной втулки на ободе колеса подается при помощи пневмоцилиндра 16 сварочная головка 15, обеспечивающая приварку спицы к промежуточной втулке колеса и формирование головки спицы. Для охлаждения в зону приварки подается воздух. Пассивдый контроль правильности положения обода колеса после его автоматического центрирования производится с помощью датчиков 18 и 19 аксиального и радиального биений. Втулка и обод колеса расфиксируются, самотормозящие клещи 10 с губками 9 возвращаются в исходное положение, а колесо снимается автоматически с помощью известных загрузочно-разгрузочных устройств или вручную. Конструкция станка позволяет автоматизировать одну из наиболее трудоемких rt утомительных сборочных операций - центрирование при значительном повышении эксплуатационных качеств колеса, производительности и надежности. При этом значительно уменьшается трудоемкость и себестоимость центрирования. Цикл центрирования одного колеса 10 с. Внедрение станка на производстве по предварительно сделанным расчетам обеспечивает снижение трудоемкости центрирования на 70% , себестоимости на 35%, производительность повыщается на 150%. Эксплуатационное качество колеса повыщается за счет получения на станке более жесткой конструкции колеса, более точного фиксирования взаимно правильного положения втулки и обода при отсутствии резьбовых соединений. Сцентрированное колесо допускает перецентровку во время эксплуатации на аналогичных станках с дополнительной расваркой спицы от промежуточной втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ниппелеверт автоматического устройства для центрирования спицевых колес | 1976 |
|
SU573383A1 |
| Способ автоматического центрирования спицевого колеса | 1976 |
|
SU738918A1 |
| Ниппелеверт устройства для центирования спицевых колес | 1976 |
|
SU613928A1 |
| Станок для сборки и центрирования спицевых колес | 1975 |
|
SU596492A1 |
| Способ для сборки спицевых колес и устройство для его осуществления | 1988 |
|
SU1625712A1 |
| АВТОМАТИЧЕСКАЯ линия для свАрКи КОЛЁС | 1968 |
|
SU219721A1 |
| Самоцентрирующееся спицевое колесо и способ его сборки | 1976 |
|
SU557936A1 |
| Способ автоматического центрирования спицевых колес" | 1976 |
|
SU549363A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| СПИЦЕНАТЯГИВАТЕЛЬ | 1997 |
|
RU2164101C2 |

УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ЦЕНТРИРОВАНИЯ СПИЦЕВОГО КОЛЕСА, содержащее опорную плиту для установки втулки колеса, механизмы центрирования и фиксации обода и втулки колеса во взаимно правильном положении, снабженные радиально расположенными Г-образными захватами обода, имеющими синхронный привод от силового цилиндра, установленного коаксиально колесу под опорной плитой, и зажим втулки колеса, имеющий привод от штока силового цилиндра проходящего через центральное отверстие втулки, устройства по числу сЯиц для одновременного натяжения и фиксации спиц колеса, снабженные секционным пневматическим механизмом подачи, секции которого по числу спиц расположены по окружности обода в направлении спиц колеса и связаны трубопроводами с общей пневмомагистралью, отличающееся тем, что, с целью повышения точности, производительности и технологичности центрирования, устройства для одновременной фиксации спиц выполнены в виде сварочных машинок, а каждая секция механизма подачи выполнена в виде двух Ъневмоцилиндров, шарнирно установленных на разных уровнях относительно опорной плиты, при этом на штоке нижнего (Л пневмоцилиндра закреплены самоустанавливающиеся губки с ловителем спицы и самотормозящимися клещами, а шток верхнего пневмоцилиндра связан с выдвижной головкой сварочной машинки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ определения содержания дубильных веществ в экстрактах коры ивы, ели и подобных | 1943 |
|
SU67690A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для натягивания проволочных спиц колеса | 1931 |
|
SU50294A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
