1
Изобретение относится к способам получения обвязочных материалов, применяемых в различных областях иарбдного хозяйства, преимущественно для механизированного сенопрессования.
Известен способ получения веревочных иэпелий, заключающийся в сложении нескольких нитей в жгут, пропитке, жгута, обжиме.его, сушке и отделке ij.
Недостатками , такого производства ве ревочных изделий являются прерьюность процесса, большое количество технологичеоких переходов, использование дорогостоящих дефицитных материалов, значительные произ- водственные площади и высокая трудоемкость процесса. Необходимо отметить также что процесс получения жгута включает в себя операцию пропитки водньтми растворами поливинилового спирта с последукяцей
термообработкой, что заметно снижает прочность исходных нитей. Полученное таким способом изделие: имеет неравномерную компактность по длине.
Целью изобретения является повышение производительности и улучшение качества изделий.
Для этого перец пропиткой жгут подвергают термообработке, а после пропитки его сворачивают в виде спирали в поперечном сечения, для придания наибольшей компактности изделию в качестве связующего могут быть использованы латексы, растворы и расплавы полимеров, клея и другие материалы. Чтобы i придать веревочному изделию заданные поверхностные свойства, необходимые в переработке его подвергают отделке замасливающими препаратами, например, парафином, глицерином, вазелиновьш маслом, 1фемнийорганическими эмульсиями, полиметилсилоксановымн жидкостями и другими препаратами.
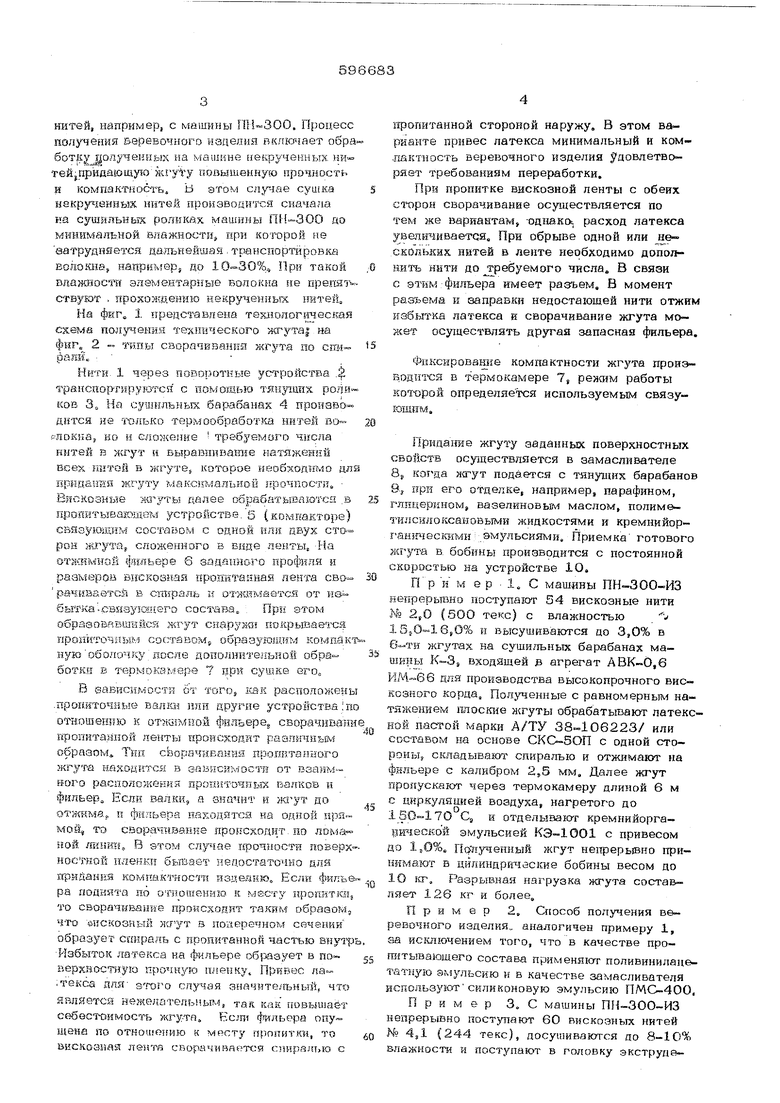
Одним из преимуществ известного способа получения веревочного изделия является непрерывность процесса и использование некрученной вискозной нити. Это позволяет производить технический жгут непосредственно после процесса получения тех гаческйх нитей, например, с машины ПН-300, Процессполучения Б-еревочного издеяия вклнУ ает обра ботку олу-гениых на мгпиине шкрученныл нй- тей придающую kryiiy повышенную прочность и компактность. В этом случае сушка накрученных нитей производится сначала на сушильных роликах машины ПН-ЗОО до Минимальной влажностИг при которой не ватрудняется даяьнейшая, транспортиров волокна, HanpHiusps до . При такой вланагосга элементарные волокна не прешп ствуют . прохождению некручеипьж интей. На фйГе i представлена техиологетеская схема получения технического жгута| на фиг. 2 -. типы свораяивання жгута по рапЕ. Нити, 1 через поворотные устройства .$ транспортируются с помовдью TSUJTUIIX pojifi ков 3„ На сушнльньг ; баргабанах 4 проивво дйтся не -талько тер;«ообработ1ш нитей Iioс-докка, во и сложение Tpeej aMoro числа внтей в жгут и выравпива гке нат-яженкй Всех нитей в жгуте кот-орое необходимо цлз нряданйй жгуту максимальной прочности Ейскозньш далее обрабатьюаютсн .в проййтывак щем устройств э.5 (комкакторе) сБязуюш. составом с одной или двух сто- РОН .ryi&.f сложенного в вине лентыг На отги 1«ной фильере 6 задапнаго профиля и размеров вискозная «роянтаквая лента сво рачиваетс;й в сгшраль и oтжй sae-тcя от п&-6bJTKa-CBSiay5aajero сос1ава. Прн этом обрагшвавшнйся жгут csiapj KQi покрываете прониточнь,-5 сос;тавом„ обраэуюлшм компакт нуюоболочку после дополнительной обработки в термокамере 7 црй сушке его В -зависимостя от того кал расположены .прокиточные вал1Сй )ли гфугие устройства: п отношению к OTHQIMOOM Фнльере, сворйчнва-ни гфопитанпон ленты тфовсхойит paantRHbsivi образом. Тип сворачиЕаь:ая пропитанного жгут& находится в еависимостн от взаим иого расаоложенг- Я прглвгт-очпых валков и фильер. Если валки, а значит и жгут до отжкма. R фильера нзкодятся на одной прямой, то сворачивание происходит,на ломаной /щнгш, В этом случае прочности поверх ностной племки бьтает кедостаточно для прййання KOMriaKTHocra нзйеяию Если филь& ра яоднйта по от-пошекию к месту iipoaHTiaij то сворачивание прокохойнт таким образом, что вискозный жгут S пойере- п-юм сечанки образует спираль с пропитанной частью внугр Избыток латекса на фильере образует в по верзгн15стну1о прочнуго нлепку. Привес па ;такса ял5Г зтого случая значите гьный, что является нежелательным, так как гшвышаёт себвстокмостъ жгута. Ес.Ш ifwnbepa опущена по отношению к месту пропитки, то висксанйЯ леитя сворачива1 тс;я спира;5 ю с ярогштанной стороной наружу. В этом варианте привес латекса минимальный и ком.гшктность веревочного изделия удовлетворяет требованиям переработки. При гфопнтке вискозной ленты с обеих ciopoH сворачивание осуществляется по тем же вариантам, -однако, расход латекса увеличивается. Прн обрыве одной или не CKOfibKHX нитей в лейте необходимо дополнить нити до требуемого числа. В связи с этим фильера имеет разъем, В момент рааъема и ваправки недостающей нити отжим избытка латекса и сворачивание жгута может осуществлять другая запасная фильера. Фнкснроваше компактности жгута производится в термокамере 7, реншм работы которой определяется используемым связующим. ripnaaiffls жгуту заданных поверхностных свойств осуществляется в замасливателе 8, когда подается с тянущих барабанов 9s при его отделке, например, парафином, rnioiepuHOMj вазелиновым маслом, полиметил сил океан овыми жидкостями и кремнийорган гческкми .эмульсиями. Приемка готового жгута в, бобины производится с постоянной скоростью на устройства 1О. П р и мер. 1. С машины ПН-300-ИЗ непрерьгоно поступают 54 вискозные нити 2,0 (500 текс) с влажностью 1.5-,G-1.Q,0% и высушиваются до 3,0% в Cj-ти жгутах на сушитгьных барабанах машины К.3, входящей э агрегат АВК-О.б ИМ-66 для производства высокопрочного вискозного корда. Полученные с равномерньм наТ51жением 1шос1сив жгуты обрабатьгоают латексвой пасчой марки А/ТУ 38-106223/ или составом на основе СКС-5ОП с одной сто- роныг складывают спиралью и отишмают на фнльере с калибром 2,5 мм. Далее жгут пропускают через термокамеру длиной 6 м с Циркуляцией воздуха, нагретого до .1.50-170 GS и отделывают кремнийорга- тгческой эмульсией КЭ-1001 с привесом до 1.50%. Псйгученный жгут не трерь вно принимают в цйлинцргиаские бобины весом до 1О . Разрывная нагрузка жгута составляет 126 кг и более П р и м а р 2. Способ получения веревочного изделия., аналогичен примеру 1, аа ис шючением того, что в качестве про- т-1тываюшего состава применяют поливиниланеTaTiiyio эмульсию и в качестве замасливателя используютсиликоновую эмульсию ПМС-400, При м ер 3, С машины ПН-ЗОО-ИЗ непрерывно поступают 60 вискозных нитей .№ 45 (244 текс), досушиваются до 8-10% влажности и поступают в головку экструде- pa, где их обрабатывают расплавом сополимера этилена и винилацетата при 165-180 складывают спиралью, отжимают на фильере охлаждают воздухок в термокамере, замйсливают парафиновыми шайбами и принимают в бобины до 4 кг. Разрывная нагруэка жгута достигает 140 кг. Экономический эффект от внедрения непрерьтного: процесса получения вискозного технического жгута составит i около 200 руб. на тонну продукции или около трех миллионов рублей на объем выпуска в 15 тЬюяч тонн в год веревочного изделия. Формула изобретения Способ получения веревочных иэаелий, ааключакяцийся в сложении нескольких нитей в жгут, пропитке жгута, отжиме его, сушке и отделке, отличающийся тем, что, с целью повьпиения производительности и улучшения качества изделий, перед пропиткой жгут подвергают термообработке, а после пропитки его сворачивают по спирали в поперечном сечении. Источники информации, принятые во внимание при экспертизе; 1. Авторское свидетельство № 461192, кл. D О7 В 5/08, 1972.
8
to
(Риг. 1

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ШПАГАТА ДЛЯ СЕНОПРЕССОВАНИЯ | 1993 |
|
RU2044116C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ХИМИЧЕСКИХ НИТЕЙ | 2003 |
|
RU2247177C1 |
| Способ получения вискозной разноокрашенной многокомплексной нити | 1988 |
|
SU1583485A1 |
| Способ получения пряжи из жгута химических нитей | 1979 |
|
SU861412A1 |
| Способ получения волокнистого материала | 1979 |
|
SU907101A1 |
| Устройство для обработки хлопчатобумажных швейных ниток | 1988 |
|
SU1532625A1 |
| Способ изготовления стержня для армирования бетона | 1989 |
|
SU1735532A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВИСКОЗНОГО ВОЛОКНА | 1994 |
|
RU2096536C1 |
| АРМАТУРНЫЙ ЭЛЕМЕНТ ДЛЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕТОННЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2455436C1 |
| Способ изготовления стержня для армирования бетона | 1989 |
|
SU1735533A1 |
