Предлагаемое приспособление предназначается для выполнения некоторых фрезерных работ на токарном станке, в частности для фрезерования канавки в двух взаимно перпендикулярных направлениях, нанример, для образования маслоотводящего канала Т-образной формы на внешней поверхности вкладышей тракторных 1иатунных подшипников.
Существуют уже аналогичные приспособления для фрезерования в двух взаимно перпепдикулярных направлениях, снабженные онравхой, имеюп1ей возможность враш,ения около своей оси и поступательного движения вдоль той же оси.
Целью пастоящего изобретения яв.чяется возможность фрезерования Т-образной канавки при помопш подобного приспособления не на фрезерном, а на обыкновенном токарном станке, и притом дисковой фрезой.
С этой целью опора для оправки снабжается хвостовиком, который может поворачиваться в державке наЭОдля установки оправки в двух взаимно перпендикулярных положениях, и, кроме того, винтом, служащим для продольной подачи оправки.
Кроме того, как и у известных приспособлений подобного рода, сама оправка снабжена приспособлением для вращения ее око.ю cBoeii оси.
Таким образом, установив оправку в одном Г10ложенип, например, пара,т.(ельно оси дисковой фрезы, расположенной над заготовкой, насаженной на оправку, и поворачивая заготовку вместе с последней вокруг ее осп, можно по.1учить на поверхности заготовки канавку по ее окружности, а повернув оправку на 90 п перемещая ее в направлении оси, можно получить канавку в перпендикулярном к первому направлении.
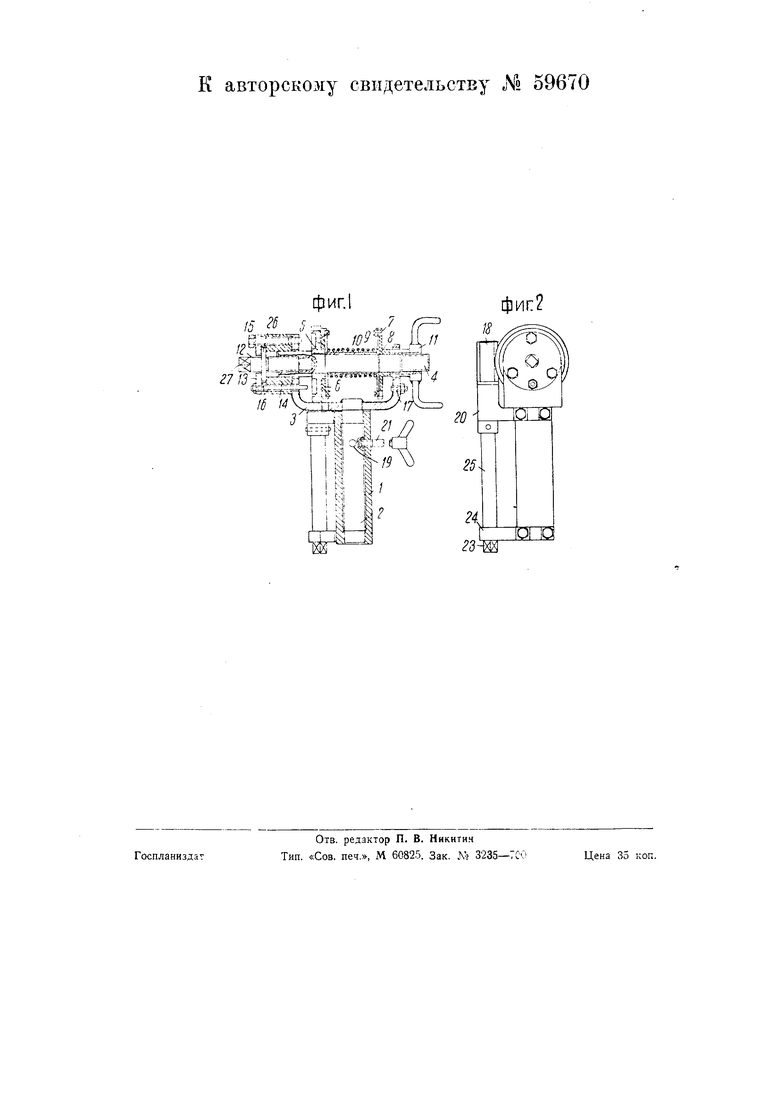
На чертеже фиг. 1 изображает вид спереди пред, агаемого приспособления, фиг. 2 - то же вид сбоку.
Прпспособ.пенпе заключает в себе горизонтальную оправку в виде стержня 4, покоящегося, как в подшипниках, в отверстиях опоры 3. Последняя снабжена жестко прикрепленным, например, приваренным к ней хвостовиком 2 в форме вертикального стержня, поворотно помещенного в державке I предпочтительно квадратного поперечного сечения.
Двавзаимно перпендикулярных друг к другу положения оправки 4 фиксируются при помощи стопора 21, ввиниенного в державку 1 и своим концом входящего в соответствующее уг.губление 19 хвостовика 2.
На оправке 4 помещаются две шайбы 6 и 8 с, поводками 7.
Одна из щайб 6 связана с шестерней 5. Подлежащие фрезерованию заготовки, например, вкладыщи зажимаются между щайбами 6 и 8 с помощью фасонной гайки 11. Для возвращения шайб 6 и 8 в исходное положение при смене вкладышей служит пру -;ина 10, надетая на втулку 9.
Поворот щайб 6 и 8, а значит и вКоТадыша, осуществляется ио,1ощью червячной шестерни 5 и червяка 18, ось 25 которого связана с державкой i кронштейпами 20 и 24,
Д.тя oceBOi o перемещения онравки служит специа.тьный винт 12, буртик 26 которого шайбой 13 и втулкой 14 удерживается от перемещения и при своем врап).епии, ввинчиваясь в оправку 4, вызывает ее перемещение вдоль оси.
Шайба 13 вместе со втулкой 14 нритянута к опоре 3 нри помощи шпилек 15. Величина пере.мещения оправки в одну и другую сторону огра1ШЧТ1вается упорами 16 и 17.
Работа на приспособлении производится в следующем порядке.
В пентрах станка устанавливаете обычная оправка, на которой укрепляется фреза (дисковая). Само приспособление укрепляется на токарном станке на место резца, причем цри помощи стопора 21 опора 3 оправки устанавливается в такое положение, что ось последней параллельна оси фрезы.
В приспособлении устанавливаются два вкладыща для нодщипвиков, которые гайкой 11 зажимаются между шайбами 6 и 8, и станок пускается в ход, отчего оправка с фрезой начинает вращаться. Поперечным движением супорта приспособление перемещается по
направлению к фрезе, которая врезается во вкладыщ па нужную глубину п образует канавку на его поверхносчи. При этом поворачивают ось 25 при помощи рукоятки, надетой на квадрат 2-5, что вызывает поворот онравки с вкладышами на нужный угол.
Обратным движением супорт отвидится от фрезы. Затем оправка со вкладыщами поворачивается на 180 помощью той же оси 25, и второй вкладыщ обрабатывается совершенно так же, как и первый.
Так получается канавка по паправ.тению окружности вкладыша. Для кслучения канавки, расноложенной перпендикулярно к первой, т. е. по образующей поверхности вк.тадыша, опора 3 оправки 4 поворачивается на 90 и фиксируется в этом новом положении. Затем супорт перемещается к фрезе, которая врезается на нужную глубину. При этом вращают випт 12 при 1 омоп;и рукоятки, надетой па его квад)ат 27, б.тагодаря чему оправка и вкладыши перемещаются в направлении их оси, т. е. перпендику.тярно к осп фрезы.
По окончании образования канавки супорт отводится от фрезы, приспособление поворачивается на 180 , и второй вкладыш обрабатывается совершенно так же как и первый, после чего вкладыши снимаются и заменяются другими.
Предмет и з о б р е т е н и я.
Приспособление для фрезерования в двух взаимно перпендикулярных направлениях, заключающее в себе оправку, имеющую возможность врап;ения около своей оси и поступательного движения вдоль той же оси, о тл и ч а ю щ е е с я тем, что для возможности фрезерования канавки Т-образной формы на токарном станке, и притом дисковой фрезой, опора для оправки снабжена хвостовиком 2, поворотным на 90° в державке 1 для установки оправки в двух положениях, и винтом 12 для осевой подачи оправки.
7 7Т; t-5 ; t t-jfF5 sf5Vi №fc ;5y / У S:fe:- S O 5т/4Ъ
izfe-jv- L ;v ( л
Ы1 ii /