(54) УСТРОЙСТВО К ЗУБООБРАБАТЫВАЮЩЕМУ CTAHKJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для закругления торцев зубьев зубчатых колес | 1991 |
|
SU1794602A1 |
| Полуавтоматический фрезерный станок для обработки фасок зубьев на торцевых кромках винтовых шестерен распределительных валиков | 1950 |
|
SU93892A1 |
| Станок-полуавтомат четырехстороннего закругления ребер деревянных корпусов | 1984 |
|
SU1255434A1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| Устройство для закругления торцов зубьев цилиндрических зубчатых колес | 1981 |
|
SU971597A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Приспособление к зубообрабатывающему станку | 1974 |
|
SU515603A1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |
| Устройство для утонения края стельки | 1954 |
|
SU100280A1 |
| Станок для нарезания зубчатых колес | 1987 |
|
SU1563871A1 |
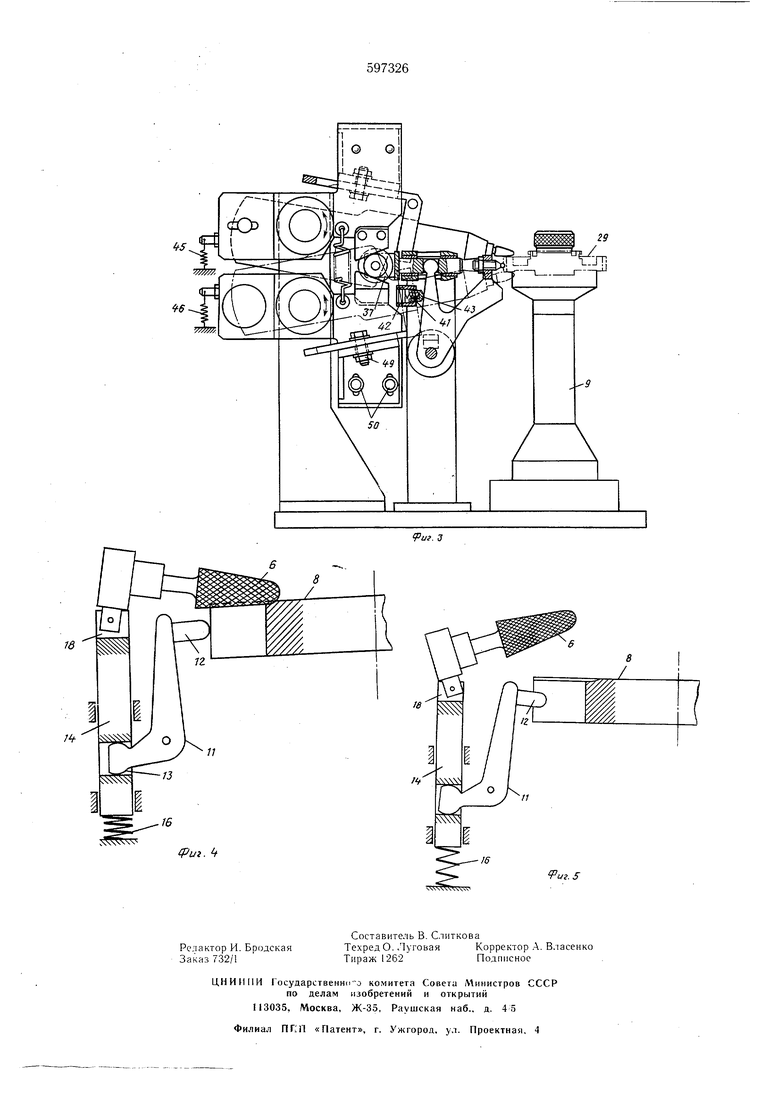
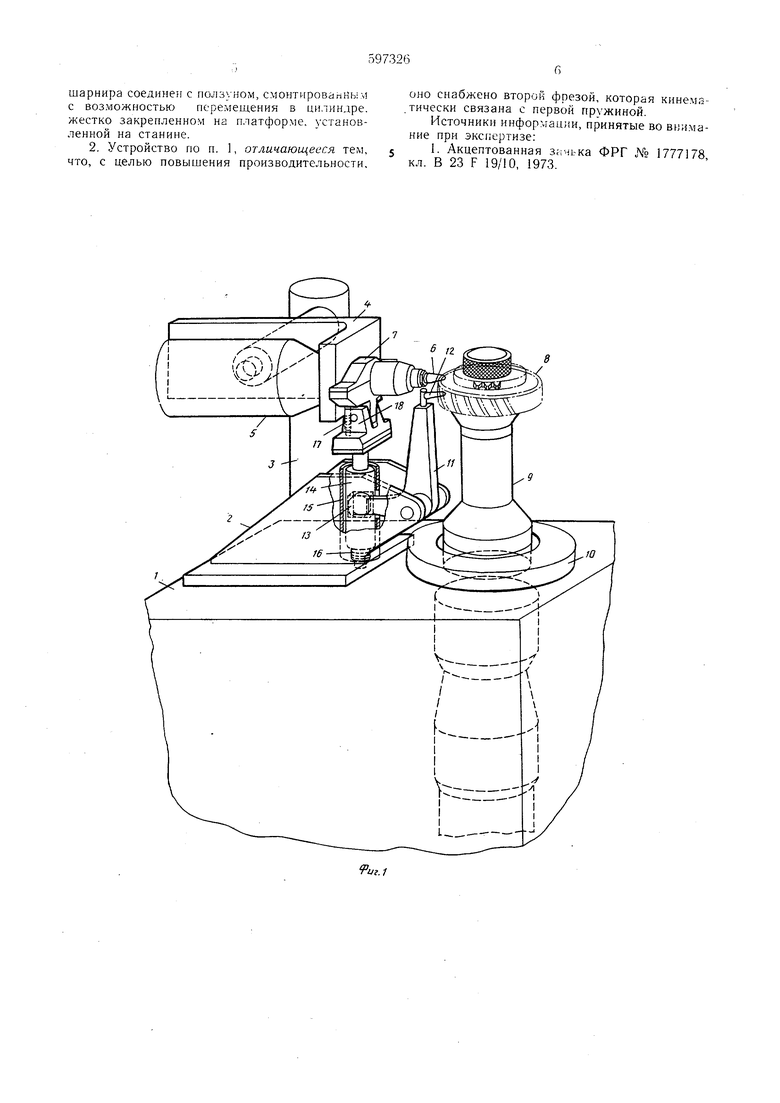
Изобретение относится к металлообработке. Известны устройства к зубообрабатывающим станкам для снятия заусенцев и образования фасок на зубчатых колесах фрезой, перемещающейся по периферии зуба посредством механизма синхронизации 1. С целью повышения точности получаемых колес в предлагаемом устройстве механизм синхронизации выполнен в виде двуплечего рычага, на одном конце которого расположен щуп, а другой - посредством полушарового шарпира соединен с ползуном, смонтированным с возможностью перемещения в цилиндре, жестко закрепленном на платформе, установленной на станине. С целью увеличения производительности устройство снабжено второй фрезой, кинематически связанной с первой пружиной. На фиг. 1 изображен общий вид описываемого устройства, работающего одной фрезой, т. е. удаляющего заусенцы с одной стороны; на фиг. 2 - общий вид устройства, работающего двумя фрезами, т. е. удаляющего заусенцы с двух сторон; на фиг. 3 - система приводов для регулировки положения фрезерных головок; на фиг. 4 - положение фрезерных головок в момент образования фаски; на фиг. 5 - крайнее положение (Ьрезы «осле выхода .из впадины зуба. На станине { неподвижно закреплена платфор.ма 2 с инструментальной колонной 3. На последней установлен угольник 4, несущий фрезерную головку 5 с фрезой б.закрепленной на ней посредством хомута 7. Обрабатываемая деталь 8 закре 7лена ьа оправке 9, помещенной на столе iO, установлепном на станине. Заусенцы снимаются фрезой 6, перемещение которой относительно каждого зуба осуществляется с участием механизма еинхронизацип. Он выполнен в виде двуплечего рычага П, па одном конце которого располол е 12, находящийся в контакте с периферией зубьев детали 8, а другой - посредством полушарового шарнира 13 соединен с ползуном 14, смонтированным в цилиндре 15, жестко закрепленном на платформе 2 и имеющем боковой вырез для перемещения рычага. Винтовая контрпружина 16, установленная между базой ползуна 14 и базой цилиндра 15, позволяет обеспечить постоянный контакт щупа с деталью, подлежащей обработке. Винтовая пружина 17, закрепленная с одной стороны на хомуте 7 и с другой стороны на обой.ме 18
аммортизирует скачки фрезерной головки, вызываемые ее собственной инерцией.
Положение щупа 12 на вершине зуба детали 8 вызывает установление на низкое рабочее положение фрезы, в то время как спуск щупа 12 во впадину зубьев - поднятие фрезы б в положение, освобожденное от стороны детали 8. Щуп относительно фрезы должен быть смещен в вертикальной плоскости на нечетное число полушагов обрабатываемой детали.
Можно производить обработку фасок на двух сторонах щестерни.
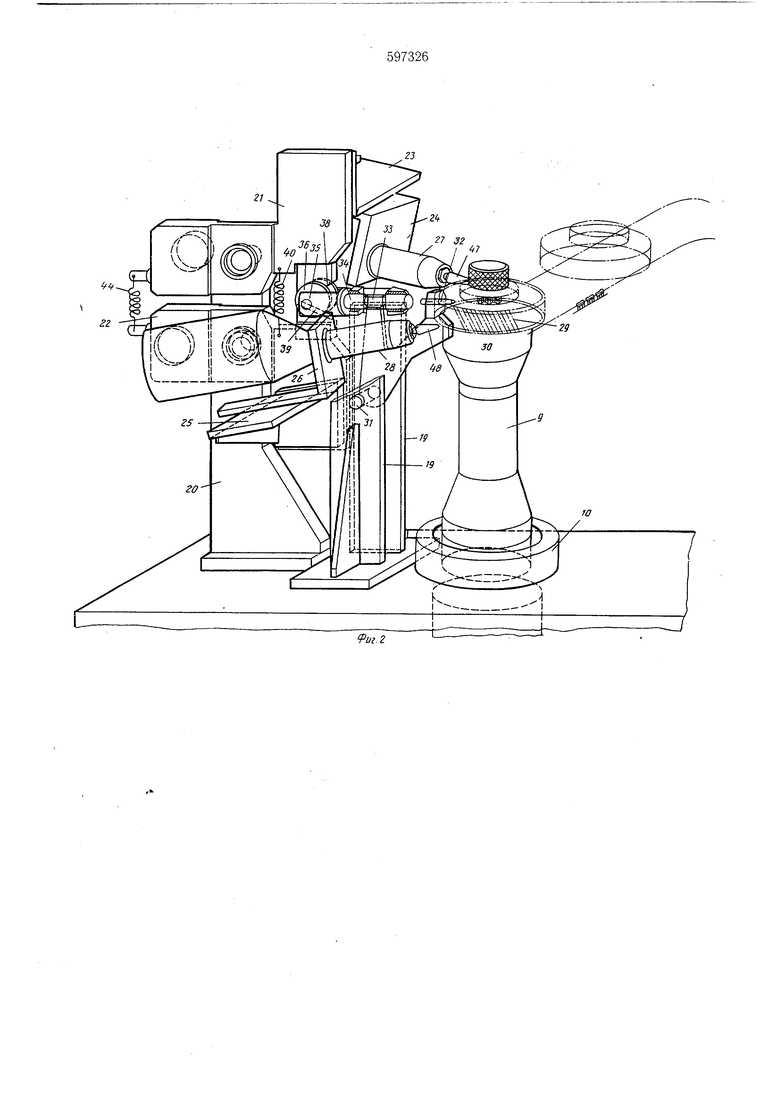
Для этого устройство снабжают второй фрезерной головкой. Такой конструктивный вариант представлен на фиг. 2. На станине закреплены две платформы 19 и две инструментальные стойки 20. На них шарнирно закреплены пластины 21, 22 и поддерживающие пары угольников 23, 24 и 25, 26. Угольники 24, 26 несут фрезерные головки 27 и 28. Головка 27, занимающая верхнее положение, предназначена для удаления заусенцев верхней стороны щестерни 29, а головка 28, занимающая нижнее положение, служит для удаления заусенцев нижней стороны этой шестерни. Таким образом, пары угольников предназначены для регулировки положения и ориентации фрезерных головок в зависимости от места удаления заусенцев.
Шарнирный двуплечий рычаг 30 поворачивается вокруг оси 31 в стойке 20. Рычаг имеет два плеча с внутренним углом гораздо более закрытым, чем при обработке одним инструментом. Конец одного плеча снабжен щупом 32. Последний имеет на своем конце, противоположном тому, который находится в контакте с обрабатываемой деталью, часть с нарезкой для закрепления завинчиванием с целью точной регулировки положения указанного щупа.
Конец второго плеча посредством полущарового шарнира 33 соединен с ползуном 34, жестко скрепленным с обоймой 35 поддержки желобчатого ролика 36. Ползун 34 смонтирован в направляющем цилиндре 37, жестко прикрепленном к платформе 19 и имеющем боковую выемку, позволяющую регулировку щупа. При перемещении ползуна 34 в его направляющем цилиндре 37 желобчатый ролик 36 одновременно взаимодействует с двумя наклонными плоскостями планок 38 и 39, жестко связанными соответственно с пластинками 21 и 22. Эти наклонные плоскости сходятся в точке и образуют открытый угол напротив ролика.
Винтовая пружина 40, сильно натянутая.
прикрепленная своими концами к каждой пластинке 21 и 22, постоянно приводит наклонные плоскости планок 38 и 39 в контакт с роликом 36. Параллельно винтовая пружина 41, помещенная в коробке 42, жестко прикрепленной к платформе 19, воздействует посредством упора 43 на рычаг 30 для обеспечения постоянного контакта щупа с обрабатываемой деталью. Кроме того, третья винтовая пружина 44 соединяет концы пластинок 21 и 22, которые противоположны наклонным плоскостям планок 38, 39-, таким образом, чтобы уравновесить инерционные массы головок. Винтовая пружина 44 может быть заменена двумя пружинами 45 и 46 (фиг. 3), каждая соответственно закрепленная одним из своих концов к пластинкам 21 и 22 и другим концом к инструментальной стойке 20.
Положение щупа 32 позволяет через посредство указанных средств передачи движения поворачивать пластинки 21 и 22 вокруг осей, определяя таким образом соответственные положения фрез 47 и 48 фрезерных головок 27 и 28 по отношению к сторонам обрабатываемой детали 29.
При варианте с двумя головками положению при отстранении фрез 47 и 48 соответствует положение при отстранении щупа 32, в то время как в предыдущем варианте с одной фрезерной головкой положению при отстранении фрезы соответствует положение выдвинутого щупа.
В случае обработки прямозубых шестерен оси фрез 47 и 48 должны быть смещены в вертикальной плоскости с одной и с другой стороны оси шупа 32 по меньщей мере на один шаг зубьев обрабатываемой детали.
Регулировка фрезерных головок производится следующим образом.
В зависимости от диаметра и угла винтового зубонарезания обрабатываемой детали следует соответственно разместить угольники 24, 26 по отношению к угольникам 23, 25. Это расположение реализуется при помощи совокупности винта и гайки 49, служащих для прикрепления каждого угольника 24, 26 на каждом угольнике 23, 25.
В зависимости от толщины шестерни и желаемой глубины скащивания краев вертикальная установка головок 27 и 28 соответственно получается регулировкой положения угольников 23, 25 по отношению к пластинкам 21 и 22. Эта установка реализуется также при помощи совокупности винта и гайки 50, служащих для закрепления каждого угольника на каждой пластинке 21 и 22 в прорезях, сделанных на угольниках 23, 25.
Точная регулировка положения щупа 32 позволяет действовать на форму скошенного края.
В случае шестерни с косыми зубьями направление вращения фрез зависит от ориентации угла винтового зубонарезания указанной шестерни таким образом, чтобы срез металла происходил поднимаясь на острый угол сторон зубьев.
Формула изобретения
шарнира соединен с ползуном, смонтированным с возможностью перемещения в цилиндре, жестко закрепленном на платформе, установленной на станине.
оно снабжено второй фрезой, которая кинематически связана с первой пружиной.
Источники информации, принятые во внимание при экспертизе:
