(54) ПРОКАТНАЯ КЛЕТЬ
вмые кольцевым ицдуктором 12 заготовки
13и эталонная шестерня. Стрелками показаны вращения валков и подачи загото вок.
Рабо1а клети осуществляется следующим обраоом.
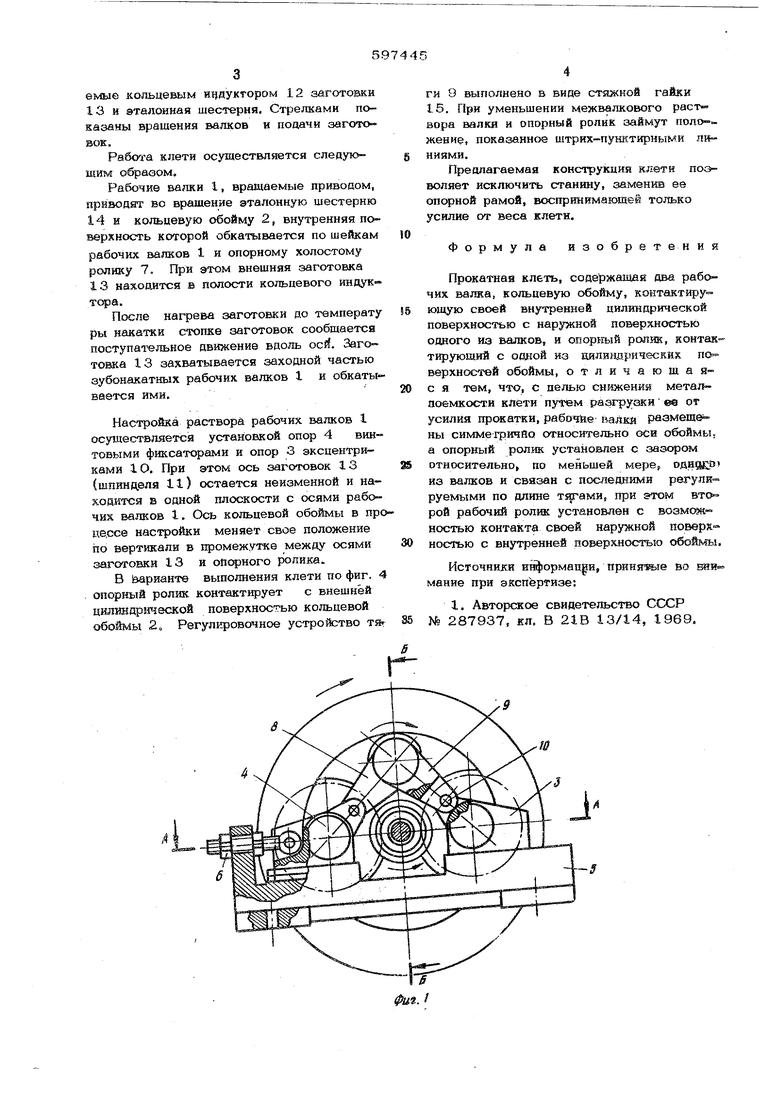
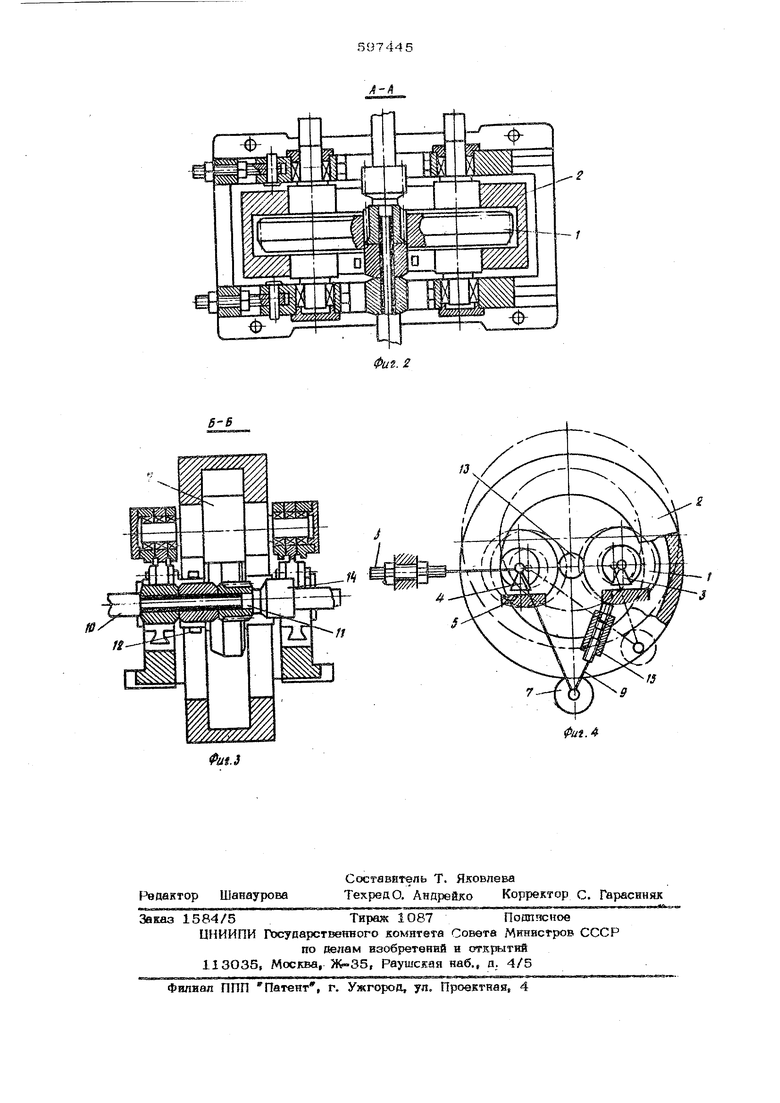
Рабочие валки I, вращаемые приводом, приводят во врашение эталонную шестерню
14и кольцевую обойму 2, внутренняя поверхность которой обкатывается по шейкам рабочих валков I и опорному холостому ролику 7. При этх)М внешняя заготовка 13 находится в полости кольцевого индуктора.
После нагрева заготовки до температу ры накатки стопке заготовок сообщается поступа1 льное движение вдоль оси. Заго товка 13 захватывается заходной частью зубонакатных рабочих валков 1 и обкатывается ими.
Настройка раствора рабочих валков 1 осунгествляется установкой опор 4 винтовыми фиксаторами и опор 3 эксцентриками 10. При этом ось заготовок 13 (шпинцеля 11) остается неизменной и находится в одной плоскости с осями рабО чих валков 1. Ось кольцевой обоймы в проие.ссе настройки меняет свое положение по вертикали в промежупсе между осями заготовки 13 и опорного ролика..
В варианте выполнения клети по фиг. 4 . опорный ролик контактирует с внешней цилиндрической поверхностью кольцевой обоймы 2„ Регулировочное устройство тя
4
ги 9 выполнено в виде стяжной гайки 15. При уменьшении межвалкового раствора валки и опорный ролик займут аол1 жение, показанное штрих-пунктирными линиями.
Предлагаемая конструкция клети пооволяет исключить станину, заменив ее опорной рамой, воспринимающей только усилие от веса клети.
0
Формула
зобретений
Прокатная клеть, содержавши два рабочих валка, кольцевую обойму, контактиру юшую своей внутренней цилиндрической поверхностью с наружной поверхностью одного шз валков, и опорный ролик, контактируюший с одной из гщливдрическйх поверхностей обоймы, отличающаяс я тем, что, с целью снижения металпоемкостн клети путем разгрузки ее от усилия прокатки, рабочее валка размеше ны симметрично относительно оси обоймы, а опорный ролик установлен с зазором относительно, по меньшей мере, однгщ из валков и связан с последними регулкруемыми по длине , при этом вто рой рабочий ролик установлен с возмшсностью контакта своей наружной поверхностью с внутренней поверхностью обоймы.
Источники Hi opMangH, npHHHi ie во БЙЙ« мание при экспертизе:
I. Авторское свидетельство СССР № 287937, кл. В 21В 13/14, 1969,
S
s
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть роликового стана | 1978 |
|
SU759153A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Формовочный стан трубоэлектросварочного агрегата | 1987 |
|
SU1417951A1 |
| Автомат для поперечной прокатки | 1988 |
|
SU1588472A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2133665C1 |
| Прокатный стан | 1984 |
|
SU1174106A1 |
| РАБОЧАЯ КЛЕТЬ ДВУХНИТОЧНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2094140C1 |
| Клеть планетарного стана поперечно-винтовой прокатки | 1990 |
|
SU1814935A1 |
| Устройство для поперечной резки цилиндрических заготовок | 1990 |
|
SU1712165A1 |
////ш ///.
