(54) ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ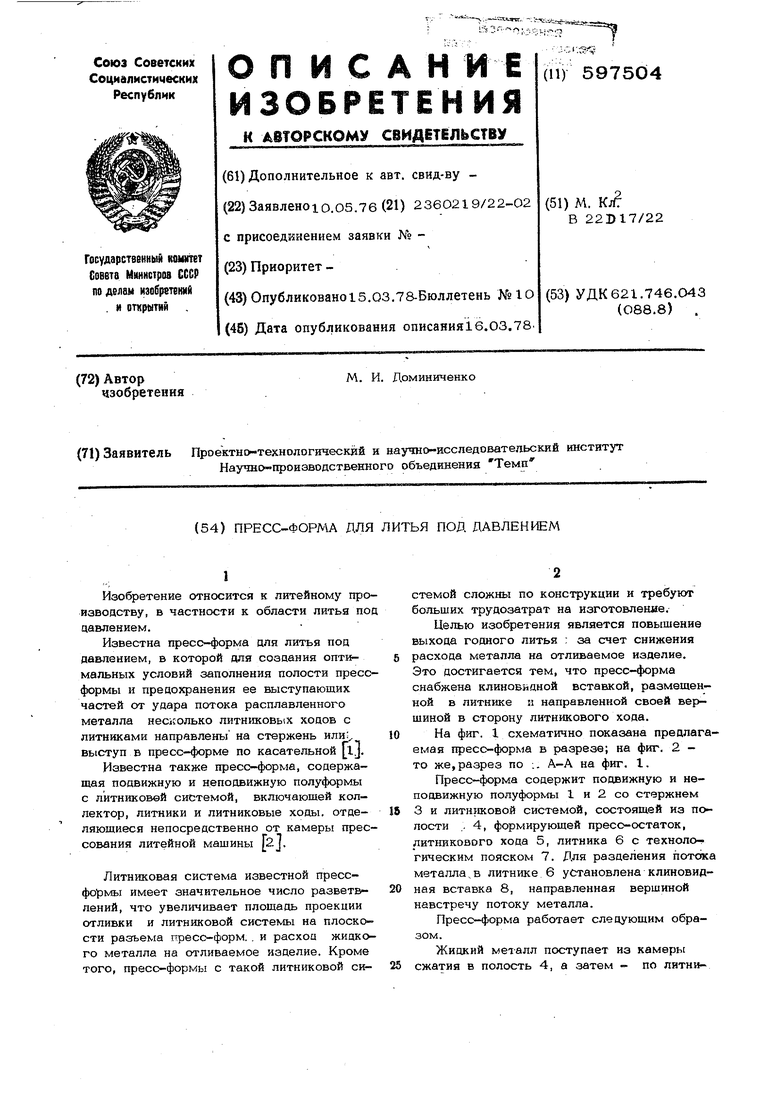
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU925543A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1080923A1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1972 |
|
SU479560A1 |
| Способ литья под давлением отливок с наружной резьбой и пресс-форма для его осуществления | 1990 |
|
SU1743681A1 |
| Способ литья под давлением и пресс-форма для его осуществления | 1984 |
|
SU1201051A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU583870A1 |
| Устройство для отделения пресс-остатка и литникового коллектора от центрального литника на машинах литья под давлением | 1982 |
|
SU1065080A1 |
| Пресс-форма для литья под давлением с прямой литниковой системой | 1984 |
|
SU1296292A1 |
| Пресс-форма для литья под давлением | 1986 |
|
SU1400774A1 |
1
Изобретение относится к литейному производству, в частности к. области литья по давлением.
Известна пресс-форма для литья под давлением, в которой для создания оптимальных условий заполнения полости прессформы и предохранения ее выступающих частей от удара потока расплавленного металла несколько литниковых ходов с литниками направлены на стержень
выступ в пресс-форме по касательной Ij.
Известна также пресс-форма, содержащая подвижную и неподвижную полуформы с литниковей системой, включающей коллектор, литники и литниковые ходы, отделяющиеся непосредственно от камеры прессования литейной машины 2j.
Литниковая система известной прессформы имеет значительное число разветвлений, что увеличивает плошадь проекции отливки и литниковой системы на плоскости разъема пресс-форм. . и расход жидкого металла на отливаемое изделие. Кроме того, пресс-формы с такой литниковой системой сложны по конструкции и требуют больших трудозатрат на изготовление.
Целью изобретения является повышение выхода годного литья : за счет снижения расхода металла на отливаемое изделие. Это достигается тем, что пресс-форма снабжена клиновидной вставкой, размещенной в литнике и направленной своей вершиной в сторону литникового хода.
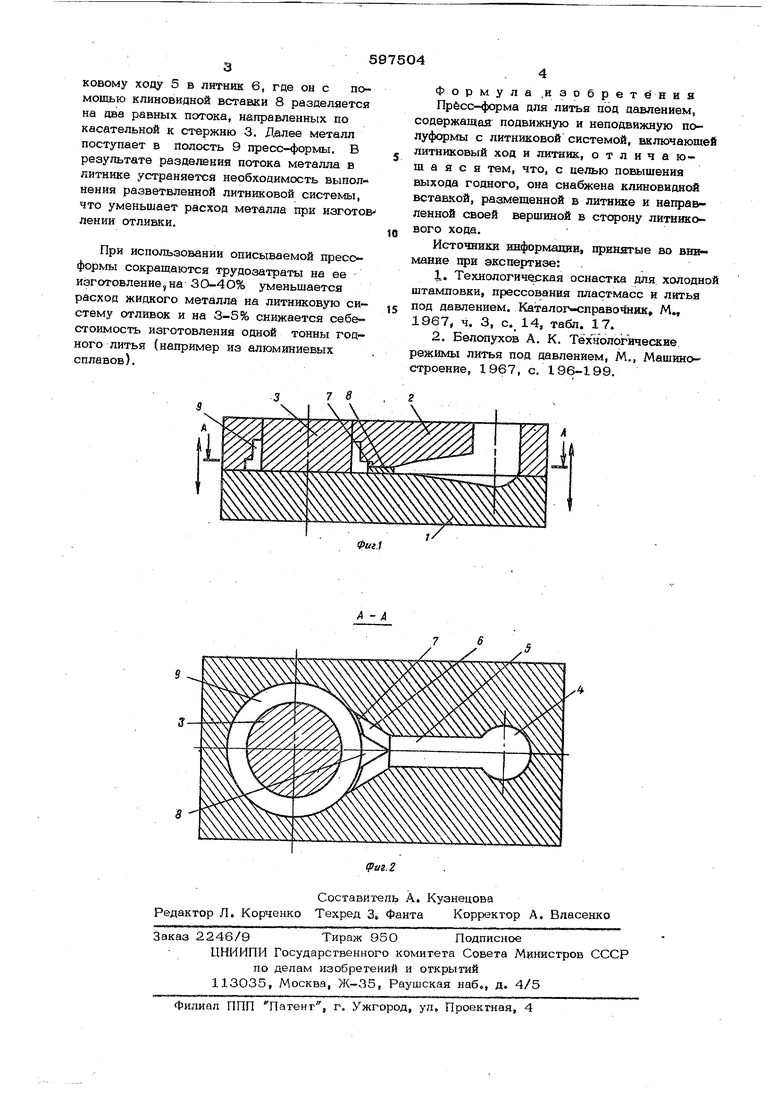
На фиг. 1 схематично показана предлагаемая пресс-форма в разрезе; на фиг. 2 - то же, разрез по :. А-А на фиг. I.
Пресс-форма содержит подвижную и неподвижную полуформы 1 и 2 со стержнем 3 и литнжовой системой, состоящей из полости .. 4, формирующей пресс-остаток, литникового хода 5, литника 6 с технологическим пояском 7. Для разделения потсяс металла,в литнике 6 установлена клиновидная вставка 8, направленная вершиной навстречу потоку металла.
Пресс-форма работает следующим образом.
Жидкий меаалл поступает из камеры сжатия в полость 4, а затем - по лнтниковому ходу 5 в литник 6, где он с помошью клиновидной вставки 8 разделяется на два равных потока, направленных по касательной к стержню 3. Далее металл поступает в йолость 9 пресс-форкшь В результате разделения потока металла в литнике устраняется необхоанмость выполнения разветвленной литниковой системы, что уменьшает расход металла при изготов Ленин отливки.
При использовании описываемой пресс- форьш сокращаются трудозатраты на ее изготовление, на ЗО-4О% уменьшается расход жидкого металла на литниковую систему отливок и на 3-5% снижается себестоимость изготовления одной тонны годного литья (например из алюминиевых сплавов).
формула ,изобретения Пресс-форма для литья под давлением, содержащая подвижную и неподвижную полуформы с литниковой системой, включающе литниковый ход и литник, отличающаяся тем, что, с целью повышения выхода годного, она снабжена клиновидной вставкой, размешенной в литнике и направленной своей вершиной в сторону литникового хода.
Источники Енформадии, 1финятые во вни- мание при экспертизе:
