1
Изобретение относится к оборудованию для сварки тонкостенных торцовых соединений, труб и может быть использовано в машиностроении.
Известно устройство для сварки цилиндрических деталей, содержащее свароч ную горелку и механизм настройки горелки на стык, выполненный в виде двух подпружиненных двуплечих рычагов с копирными роликами ITlJ.
Недостаток устройства - недостаточный теплоотвод от изделия, особенно при сварке тонкостенных деталей.
Наиболее близким к изобретению по технической сущности является устройство для сварки торцовых сое;;инений труб, содержащее корпус, на котором шарннрно установлена сварочная горелка, и центрирующую цангу с прорезями 2j.
Недостатки этого устройства - отсутствие точного слежения по стыку и недостаточный теплоотвод от изделия.
С целью обеспечения точного слежения по стыку при сварке тонкостенных труб в предлагаемом устройстве цанга вьшолнена
в виде стакана, внутри цанги закреплена сварочная горелка, причем в дне стакана имеется эксцентричное отверстие, а прорези i расположены на половине периметра ц, .нги.
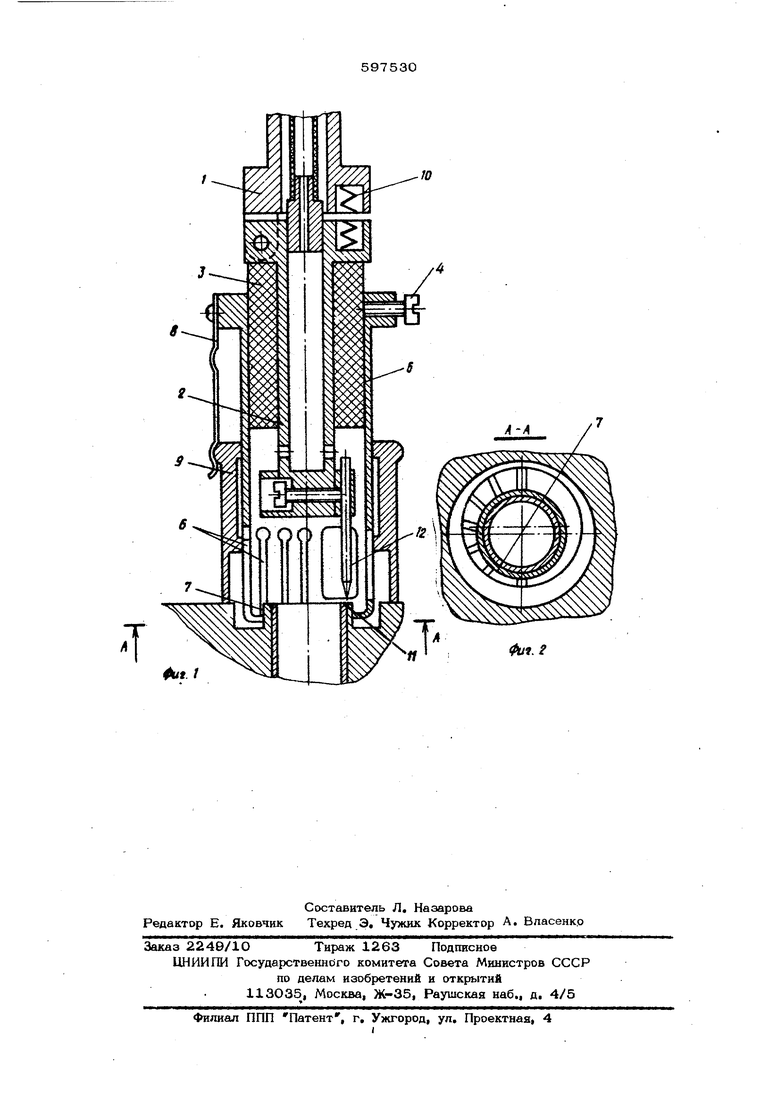
На фиг, 1 представлено предлагаемое устройство, общий вид; на фиг. 2 - разрез фиг. 1.
В корпусе 1 шарнирно установлена сварочная горелка 2, которая через изолятор 3 посредством шята 4 связана с цангой 5, выполненной в виде полого стакана .с прорезями 6. Прорези 6 выполнены на половине периметра ианги, а эксцентричное отверстие 7 в дне стакана смещено в плоскости, перпендикулярной оси стакана, вдоль крайних прорезей 6. На цанге 55 . пружиной 8 зафиксирован защитный стакан 9. Цанга 5 пружиной 1О прижата к изделию 11 в месте расположения электрода 12.
Устройство работает следующим обра зом.
Устройство устанавливают на изделие 11 до упора, обеспечивая необходимый зазор между электродом 12 и изделием 11.
Перед сваркой устанавливают необходимую длину дуги, например по шаблону, и обжимают цангой 5 изделие 11. Вращая цангу 5 относительно изолятора 3, устанаБЛИвают электрод 12 на стык изделия 1 Выполнение в дне стакана цанги 5 эксцентричного отверстия 7 позволяет точно выставить электрод 12 на стык изделия 11
независимо от толщины стенок изделия, диаметра и его элдипсности. Положение электрода 12 относительно стыка фиксируют винтом 4. Затем опускают защитный стакан 9 на изделие 11, и включают механизм вращения корпуса 1. При вращении корпуса вращается изолятор 3, электрод 12 и цанга 5. Из-за того, что пружинг 1О подж{кш зт к изделию 11 цангу 5 к горелку 2 с з лектродом 12, точно установленным по стыку, в процессе сварки обеспечивается точное перемещение электрода 12 по стыку.
Выполнение прорезей 6 на половине периметра цанги обеспечивает плотное обжатие цангой 5 изделия 11 и увеличение теплоот ода в беспрорэзную часть стакана, тем самым позволяя сваривать более тонкие изделия. Плотное обжатие цангой 5 изделия 11 обеспечивает стабильное (без рывков) вращение панги 5 и, следовательно, электрода 12.
Предлагаемое устройство позволяет сваривать тонкостенные изделия с глубо-
КИМ проплавлением, повысить качество и произ водительность процесса за счет снижения брака на 15%, вызванного несплавлекием, непроваром кромок сварного соединения и деформацией свариваемых труб. Кроме того, сварка изделий с глубоким проплавлением улучшает условия работы изделия, например на срез, что повышает срок службы изделия.
Формула изобретения
Устройство для сварки торцовых соединений труб, содержащее корпус, на котором шарнирно ух:тановлена сварочная горелка, и центрирующую цангу с прорезями, отличающеес я тем, что, с целью обеспечения точного слежения по стыку при сварке тонкостенных труб, цанга выполнена в виде стакана, внутри цанги закреплена сварочная горелка, причем в дне стакана имеется эксцентричное отверстие, а прорези расположены на половине периметра цанги.
Исгочяякя информавсии, принятые во вни мание при экспертазе.
1.Авторское свидетельство СССР
№ ЗЗО92Й; кл. В 23 К 37/02, 11.65.70.
2.Авторское свидетельство СССР
Me 218351, кл. В 23 К 3Z/06, О7.12.64.
Т
фut.1
Ю
Фи1.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| СТЫКОВОЕ ЗАМКОВОЕ СОЕДИНЕНИЕ | 1990 |
|
SU1697347A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ сварки кольцевых внутренних швов и устройство для его осуществления | 2015 |
|
RU2641430C2 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений | 2018 |
|
RU2697756C1 |
| Способ аргонодуговой сварки | 1979 |
|
SU841852A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Способ дуговой сварки труб | 1980 |
|
SU903039A1 |
| Устройство для сборки и сварки неповоротных стыков труб | 1986 |
|
SU1453764A1 |