Изобретение относится к нанесению гальванохимических покрытий, а именно к оборудованию для гальванохимической обработки изделий. Известна автоматическая линия дл нанесения гальванохимических покрытий, содержащая ряд ванн, расположенных по ХОДУ технологического про цесса, автооператоры, катодные штан ги, командоаппарат и загруэочно-раз грузочный механизм, расположенный в начале линии fl. Однако данная автоматическая линия не обеспечивает возможность обработки крупногабаритных изделий. Известна автоматическая линия для гальванохимической обработки изделий, содержащая ряд ванн, установленных по ходу технологического процесса, установку для сушки изделий и подвески с захватами С2. Однако данная автоматическая линия не обеспечивает качественной гальванохимической обработки крупно габаритных листовых изделий. Трудно сти возникают при завеске обрабатываемых изделий длиной порядка 5 м на технологическую подвеску или транспортную траверсу. Эти трудност возрастают с увеличением размеров изделия. Панель длиной свыше 20 м практически невозможно завесить на подвеску или траверсу. Кроме того, подвесной автооператор, установ, ленный в данной автоматической ли/ НИИ, не удерживает крупногабаритного листового изделия и для обработки панелей длиной 30-35 м требуется в линии установить параллельно несколько подвесных автооператоров. Увеличение числа автооператоров загромождает линию и усложняет ее эксплуатацию, что нежелательно. Кроме .того, при завеске крупногабаритного изделия на технологическую подвеску или транспортную траверсу возможно резкое соприкосновение изделия с другими поверхностями например с оснасткой автоматической линии. При этом изделие с нарушенны защитным слоем не подлежит дальнейшей обработке без восстановления слоя, что иногда практически бывает невозможным. Недостатком дан-ной автоматическо линии является также то, что в ней затруднен ви зуашьный осмотр поверхности обрабатываемого ,крупногабарит ного изделия в процессе его обработ ки. Цель изобретения - повышение качества обработки крупногабаритных листовых изделий. Поставленная цель достигается те что автоматическая линия для гальва нохимической обработки крупногабаритных листовых изделий, содеря ащая ряд ванн, расположенных по ходу тех нологического процесса, установку для сушки изделий, автооператор и подвески с захватами, снабжена механизмом завешивания изделий, выполнен ным в виде рамы с шарнирно подвешенньами боковыми секциями, с направляющими и каретками с упорами, причем . каретки установлены с возможностью перемещения по направляющим, а рама связана с боковыми секциями при помощи гидроцилиндра. Автооператор выполнен в виде моста, установленного с возможностью перемещения по рельсовым путям вдоль линии. Каретки и их упоры покрыты эластичным материалом, например полиэтиленом. - На фиг. 1 изображена автоматическая линия, общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 приспособление для завешивания изделий, общий вид; на фиг. 4 - разрез на фиг. 3. Автоматическая линия для гальванохимической обработки крупногабаритных листовых изделий содержит ряд ванн 1 с ловителями подвески 2, расположенных по ходу технологического процесса, установку 3 для сушки изде.ЛИЙ, автооператор 4 и подвески 5 с захватами 6. Автоматическая линия также содержит два приспособления 7 .и 8 для завешивания изделий, поставленные соот- , ветственно в начале и конце линий. Каждое приспособление 7 и 8 для завешивания изделий содержит раму 9 С шарнирно подвешенными на нее боковыми секциями 10. Причем на раму 9 с каждой стороны подвешено по две секции 10. Для ее отклонения от вертикали на определенный угол каждая сек дия 10 снабжена гидроцилиндрами 11, установленными в раме 9. На каждой секции 10 через каждые 2-3 м на направляющих 12, проложенных по всей ее высоте, установлены каретки 13. Для фиксации изделия 14 на нижней части каждой каретки 13 закреплен упор 15, снабженный прижимной пластиной 16 и конечным выключателем 17. Каждая каретка 13 для ее перемещения по направляющим 12 вверх или вниз имеет ролики 18 и снабжена тросом 19, перекинутым через блок 20, закрепленный на верхней кромке секции 10 и соединенный с лебедкой, содержащей барабан 21 и привод 22. Приспособления для завески изделий 7 и 8 имеют также ловители подвески 2, установленные на стойках 23. Приспособления 7 и 8 для. завески изделий выполнены из металла, например из стали. При этом каретки 13 и их упоры 15 для предохранения поверхности изделий 14 от задиров обшиты эластичным материалом, например nonnsTHfieHOM.
Автооператор 4 содержит мостовую раму 24, способную перемещаться вдоль всей линии по рельсовым путям 25, проложенным по строительным колоннам 26,, и механизм подъема и опускания 27 кареток 28, установленных, с возможностью вертикального перемещения по направляющим 29, закрепленНВПУ1 на стойках 30 и снабженных захва Тс1ми б для приема подвески 5 с изделием 14 .Автоматическая линия работает в следующей последовательности.
После механической обработки подвесной кран изделие 14 закрепленное на транспортной траверсе, подает на приспособление 7 для завески изделий. Подвесной кран траверсу опу екает на ловители подвесок 2 приспособления 7, при этом его боковые секции 10 находятся в вертикальном, а каретки 13 - в крайне нижнем положении. После фиксации траверсы ловителями подвесок 2 включают привода 22 кареток 13 одной или обеих секций 10 {в зависимости от длины изделия), при этом трос 19, наматываясь на барабан 21, плавно поднимает каретки 13 с упорами 15 по направляющим 12. Когда прижимная пластина 16 коснется нижней кромки изделия 14, оно прижимает ее к упору, тем самым нажимает на конечный выключатель 17. Последний срабатывает и подает команду на включение привода 22, каретка 13 останавливается, при этом изделие 14 опирается на упор 15, затем включает гидроцилиндры 11 одной или обеих секций 10 (в зависимости от длины изделия) и под их действием происхо дит плавное отклонение секций 10. Изделие 14 ложится на каретки 13. По достижению заданного угла отклонения выключают гидроцйлиндры 11.
Рабочий производит визуальный осмотр поверхности изделия 14 и по завершению осмотра кратковременным включением привода 22 кареток 13 добивается провисания связей изделия 14 с траверсой и отцепляет изде лие 14 от траверсы. Кран забивает траверсу и уходит в автооператор 4 подает на приспособление 7 технологическую повеску 5. Автооператор 4 опускает подвеску 5 на ловители подвесок 2, рабочий защепляет изделие 1 на повеску 5 и включает привода 22 и гидроцилиндры 11 для возвращения кареток 13 и секций 10 в исходное положение, при этом изделие 14 зависает на подвеске 5. Автооператор 4 подвеску 5 с изделием 14 подает на тех,лологическую ванну 1i
Изделие 14 из автооператора 4 последовательно проходит гальванохимическую обработку в ваннах 1 и по завершению ее поступает в установку 3 . для сушки изделий. По завершению сушки автооператор 4 технологическую подвеску 5 с изделием 14 подает на приспособление 8 для завески изделий и в той же последовательности, что на приспособлении 7, происходит завеска изделия 14.на транспортную траверсу. Затем кран траверсы с изделием 14 уносит с участка гальванохимической обработки.
Установка в начале и конце линии механизма для завешивания, .выполненного в виде рамы с шарнирно подвешенными секциями, снабженными каретками с упором, обеспечивает завеску на технологическую подвеску или транспортную траверсу крупногабаритных листовых изделий, например панелей длиной до 35 м, при этом без нарушения их защитного слоя, тем самым позволит резко снизить брак, происходящий при завеске обрабатываемых изде
ЛИЙ.
Выполнение автооператора в виде моста позволяет обслуживать автоматическую линию при гальванохимической обработке крупногабаритных изделий, например панелей длиной 30-35 м, одним автооператором, тем самым отказаться от установки в линии параллельно нескольких подвесных автооператоров, загромождающих линию и усложняющих ее эксплуатацию.
Таким образом, использование предложенной автоматической линии обеспечивает гальванохимическую обработку крупногабаритных листовых изделий, например панелей длиной.30-35 м, при этом без нарушения их защитного слоя, что не достигается известными в настоящее время в промышленностиавтоматическими линиями для гальванохимической обработки.
Использование предложенной автоматической линии, благодаря установке в ней механизма для завешивания изделий, обеспечивает также визуальный осмотр на них поверхности обрабатываемого крупногабаритного изйелия.
Кроме того, применение в предложенной линии механизма для завешивания изделий сокращает время, затрачиваемое на завеску обрабатываемого изделия на технологическую подвеску или транспортную траверсу, в 2,0-2,5 раза, тем самым повышает производительность труда при гальванохимической обработке листовых изделий в 1,2-1,3 раза.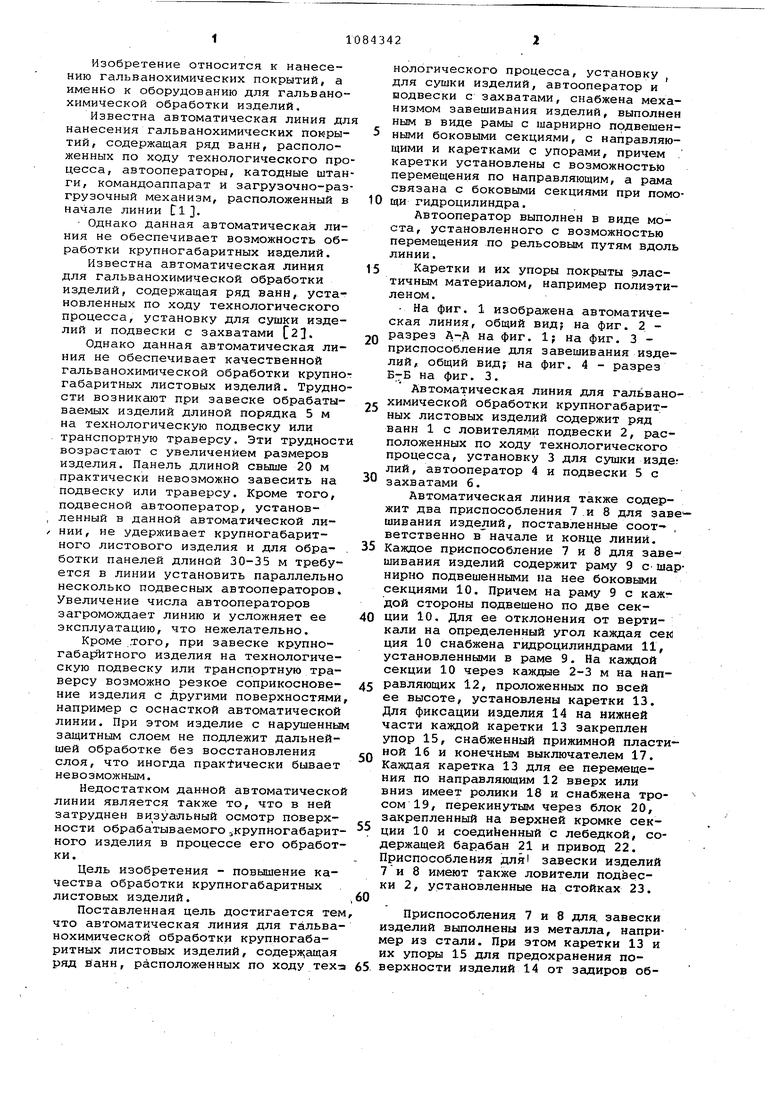

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для химического фрезерования крупногабаритных изделий | 1983 |
|
SU1117341A1 |
| Автоматическая линия для гальванохимической обработки деталей на подвесках | 1974 |
|
SU505756A1 |
| Устройство для перегрузки подвесок с траверс подвесного конвейера | 1981 |
|
SU1004227A1 |
| Автоматическая линия для гальванохимической обработки крупногабаритных изделий | 1977 |
|
SU618461A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1989 |
|
SU1696612A1 |
| Автооператор для гальванических линий | 1981 |
|
SU947232A1 |
| Автооператор для гальванических линий | 1980 |
|
SU901370A1 |
| Автоматическая линия для металлизации плоских деталей | 1987 |
|
SU1507883A1 |
| Автооператор для гальванических линий | 1983 |
|
SU1104081A1 |
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХИЗДЕЛИЙ, содер.жащая ряд ванн, расположенных по ходу технологического процесса, установку для сушки изделий, автооператор и подвески с захватами, о-тличающаяс я тем, что, с целью повышения качества обработки .;«. . fyftM м N1 tOi мt крупногабаритных листовых изделий, она снабжена механизмом завешивания изделий, выполненным в виде рамы с шарнирно подвешенными боковыми сек-; циями с направляющими и каретками с упорами, причем каретки установлены с возможностью перемещения по направляющим, а рама связана с боковыми секциями при помощи гидроцилиндра 2.Авторматическая линия по п.1, о т л и ч а ю щ а я с я- тем, что автооператор выполнен в виде моста, установленного с возможностью перемещения ПО рельсовым путям вдоль линии . 3.Автоматическая линия по п. 1, о тл ич ающа яс я тем, что ка- ретки и их упоры покрыты эластичным (Л материалом, например полиэтиленом. шы Y////////////// /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия для нанесения гальва-НичЕСКиХ пОКРыТий | 1979 |
|
SU836242A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автоматическая линия для гальванохимической обработки деталей на подвесках | 1974 |
|
SU505756A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
