Регулирование температуры нагрева изложннцы нроизводитея с номощью термопары 14 е потенцнометром 15, имеющим стандартное выходное устройство н взаимодействующим е исполнительными механизмами е пневмоцилиндрами Ifj, приводящими в движение шиберы 17, которые перекрывают отверстия в стенках печи.
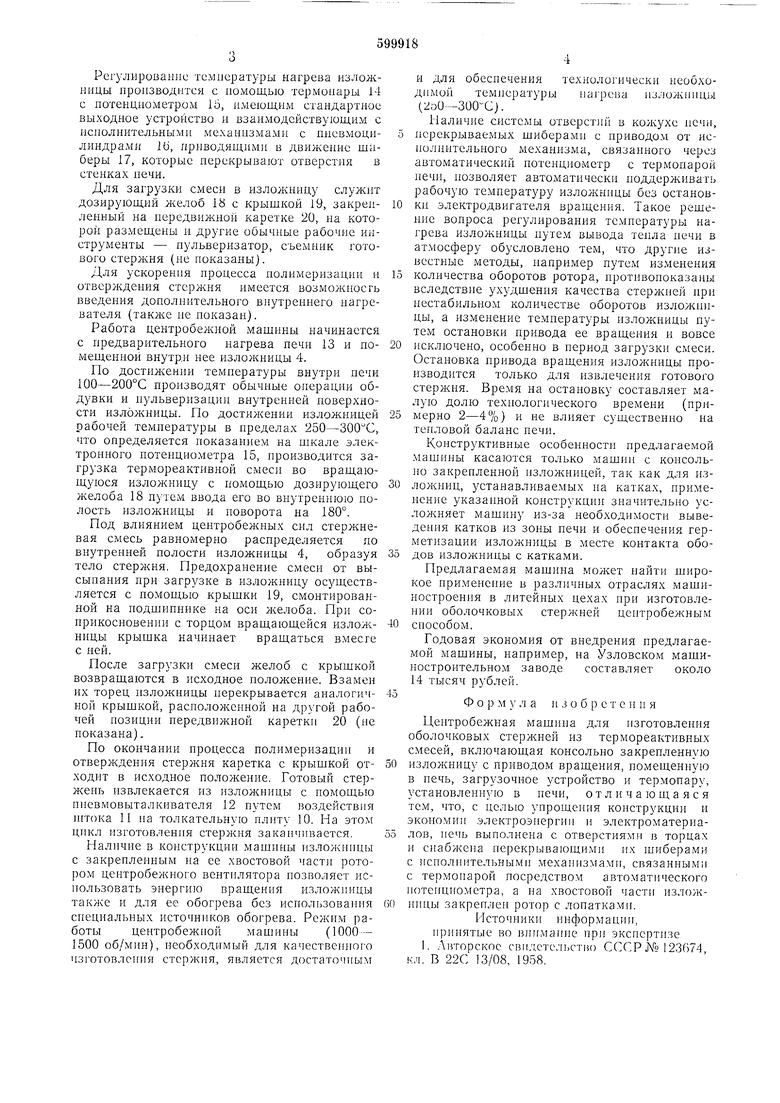
Для загрузки смеси в изложницу служит дозирующий желоб 18 с крыщкой 19, закрепленный на передвижной каретке 20, на которой размещены н другие обычиые рабочие икетрументы - пульверизатор, съемник готового стержня (не иоказаны).
Для ускорения процесса полимеризации и отверждения стержня имеется возможноегь введения дополнительного внутреннего нагревателя (также не показан).
Работа центробежной мащины начинается с предварительного нагрева печи 13 и помещенной внутри нее изложницы 4.
По достижении температуры внутри печи 100-200°С пропзводят обычные операции обдувки и нульверизации внутренней поверхности изложницы. По достижении изложницей рабочей температуры в пределах 250-ЗОО С, что определяется показанием на гпкале электронного потенцпо.метра 15, производится загрузка термореактивной смеси во вращающуюся изложницу с помощью дозирующего желоба 18 путем ввода его во внутреннюю полость изложницы и поворота на 180°.
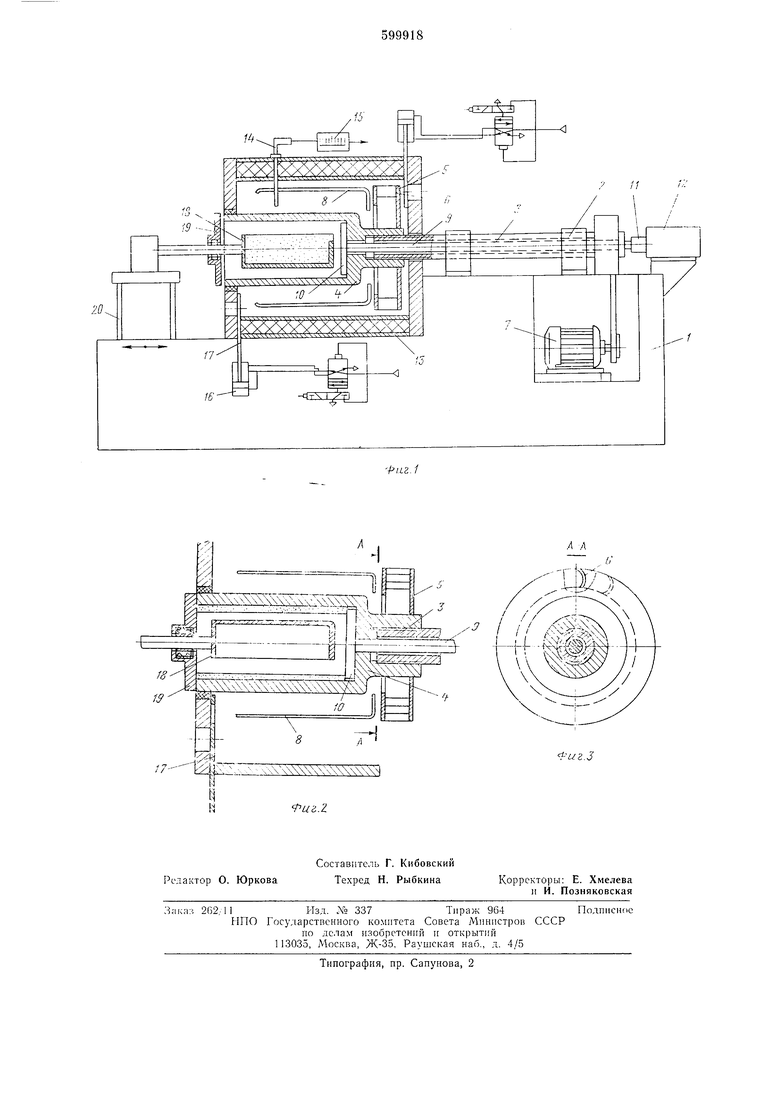
Под влиянием центробежных сил стержневая смесь равномерно распределяется яо внутренней полости изложницы 4, образуя тело стержня. Предохранение смеси от высыпапия при загрузке в изложницу осуществляется с номощью крыщки 19, смонтированной на нодшиинике на оси желоба. При соприкосновении с торцом вращающейся излол ницы крыщка начинает вращаться вмесге с ней.
После загрузки смеси желоб с крыщкой возвращаются в исходное положение. Взамен их торец изложницы перекрывается аналогичной крыщкой, расиоложеиной на другой рабочей позиции передвижной каретки 20 (не показана).
По окончании нроцееса полимеризации и отверждения стержня каретка с крыщкой отходит в исходное положение. Готовый стержень извлекается из изложиицы с иомощью пиевмовыталкивателя 12 путем воздействия игрока 11 на толкательную плиту 10. Па этом цикл изготовления стержня заканчивается.
Паличпе в конструкции мащипы изложиицы с закрепленным иа ее хвостовой части ротором центробежного вентилятора иозволяет использовать энергию вращения изложиицы также и для ее обогрева без использования снециальны.х источников обогрева. Режим работы центробежной мапшпы (1000 - 1500 об/мин), необходимый для качествеююго изготовления стержня, является достаточным
и для обеспечения технологически необходимой темиературы иагрева изложиицы (2оО--300 С).
Наличие системы отверстий в кожухе иечи, перекрываемых шиберами с приводом от исиолнительного механизма, связанного через автоматический потенциометр с термопарой иечи, позволяет автоматически иоуадерживать рабочую температуру изложницы без остановки электродвигателя вращения. Такое рещение вопроса регулирования темиературы нагрева изложницы иуте.м вывода теила печи в атмосферу обусловлено тем, что другие известные методы, например путем изменения
количества оборотов ротора, противопоказаны вследствие ухудшения качества стержней ири нестабильном количестве оборотов изложиицы, а изменение температуры пзложницы путем остановки привода ее вращения и вовсе
иеключено, особенно в период загрузки смеси. Остановка привода вращения изложницы производится только для извлечения готового стержня. Время на остановку составляет малую долю технологического времени (иримерно 2-4%) и не влияет существенно на тепловой баланс иечи.
Конструктивные особенности предлагаемой .машииы касаются только машии с коисольио закреиленпой изложницей, так как для изложниц, устанавливаемых иа катках, ирименение указанной конструкции значительно усложняет мащину из-за необходимости выведеиия катков из зоны печи и обеспечения герметизации изложницы в месте контакта ободов изложиицы с катками.
Предлагаемая машина мол-сет пайти широкое иримеиеиие в различных отраелях машиностроения в литейных цехах при изготовлении оболочковых стержией цеитробежным
сиособом.
Годовая экономия от внедрения предлагае.мой мащины, например, на Узловском маши}юстроительиом заводе составляет около 14 тысяч рублей.
Форм у л а и 3 о б ) с т е и и я
Цептробежная машипа для изготовления оболочковых стержней из термореактивных смесей, включающая консольно закрепленную изложницу с приводо.м вращения, помещенную в печь, загрузочное устройство и термопару, установлеииую в иечи, отличающаяся тем, что, с целью упрощеипя конетрукции н экономии электроэнергии и электроматериалов, иечь выиолнеиа с отверстиями в торцах и сиабл еиа иерекрывающи.ми их щиберами с исиолиительными механизмам, связаниыми с термоиарой посредством автоматического иотегщиометра, а иа хвостовой части изложиицы закрегглеп ротор с лопатками. Источники информации, иринятые во ви1гмаиие при эксиертпзе 1. Авторское свидетельство СССР jYo 123674, кл. В 22С 13/08, 1958.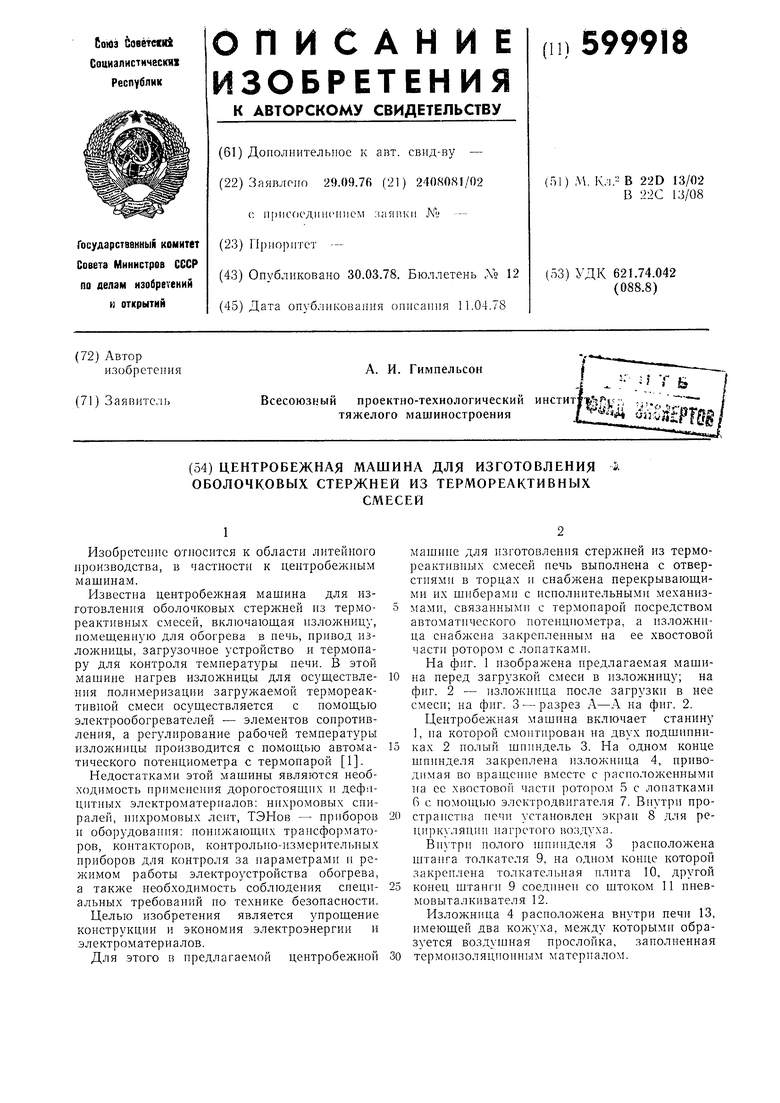
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная машина | 1973 |
|
SU438492A1 |
| Центробежная машина для получения изделий различной длины | 1976 |
|
SU596362A1 |
| Центробежная машина для изготовления оболочковых стержней | 1958 |
|
SU123674A1 |
| Способ управления центробежной машиной для отливки труб и устройство для его осуществления | 1976 |
|
SU578156A1 |
| Способ изготовления оболочковых стержней цилиндрической формы из термореактивных смесей | 1957 |
|
SU115324A1 |
| ПРИБОР ДЛЯ ИЗГОТОВЛЕНИЯ опытных ОБРАЗЦОВ (СТЕРЖНЕЙ) ВО ВРАЩАЮЩИХСЯ НАГРЕВАЕМЫХ ЯЩИКАХ | 1971 |
|
SU296021A1 |
| Вакуумируемая машина для центробежного литья | 1981 |
|
SU975194A1 |
| Центробежная многопозиционная машина для отливки труб | 1957 |
|
SU125348A1 |
| Центробежная многопозиционная ма-шиНА для ОТлиВКи ТРуб | 1979 |
|
SU850288A1 |
| Центробежная машина | 1975 |
|
SU550230A1 |
. . ., . K.,,.-v7r. . - .i.-, I .. . iИ I / / -K-rf V
иг.З
