Изобретение относится к области литейного производства, в частности к центробежным машинам.
Известны центробежные машины, которые снабжены устройствами для их обслуживания, выполненными в виде площадки, перемещающейся перпендикулярно к направлению продольной ООН машины, при помощи которой различные вспомогательные устройства могут быть введены в форму (изложницу) и выведены обратно. Причем обслуживающие устройства расположены в технологической последовательности.
Однако введение и выведение каждого обслуживающего устройства последовательно занимает значительное время, увеличивая продолжительность цикла и сокращая производительность машины.
С целью повышения производительности и упрощения конструкции внутренний нагреватель предлагаемой машины снабжен съемником готового изделия, который установлен со стороны закрепленного конца внутреннего нагревателя и выполнен в виде кольцевых захватов, связанных подпружиненными рычажными тягами с пневмоприводом.
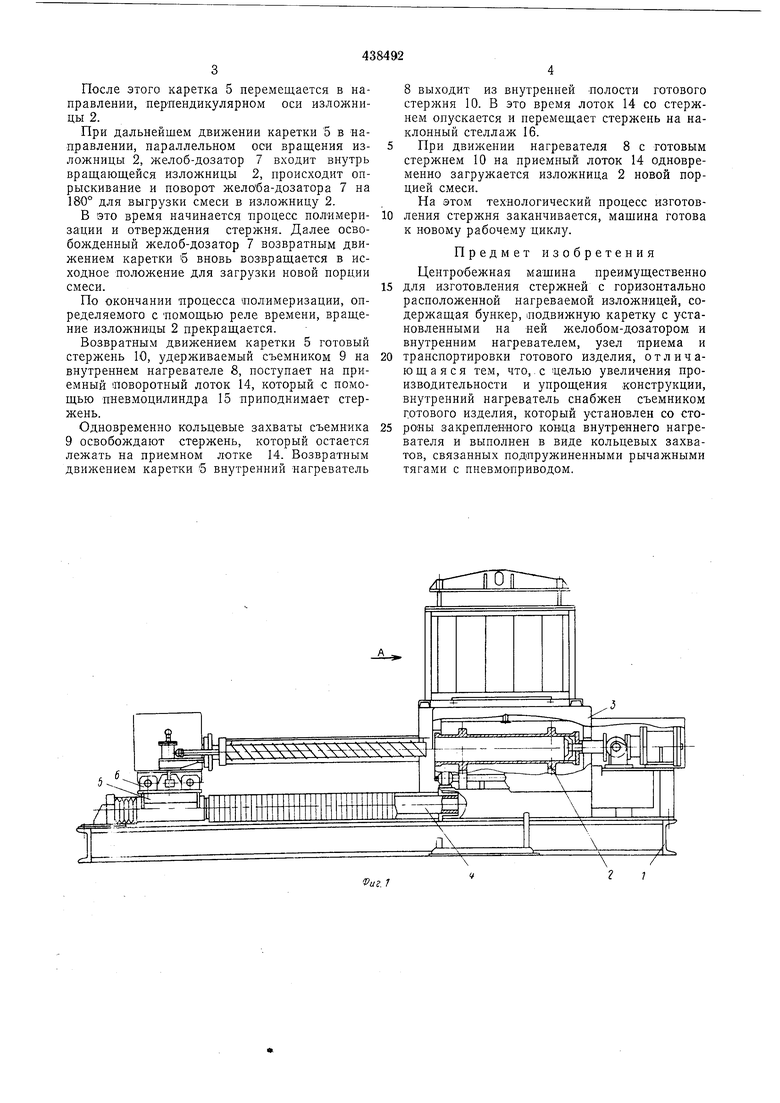
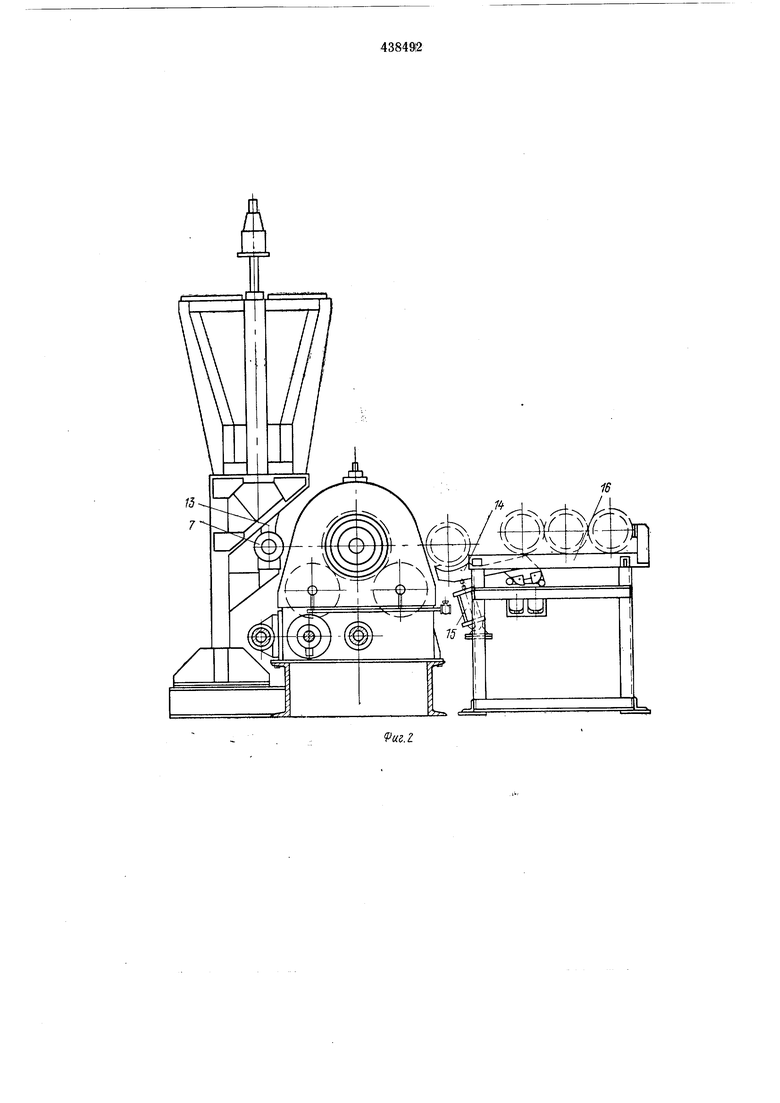
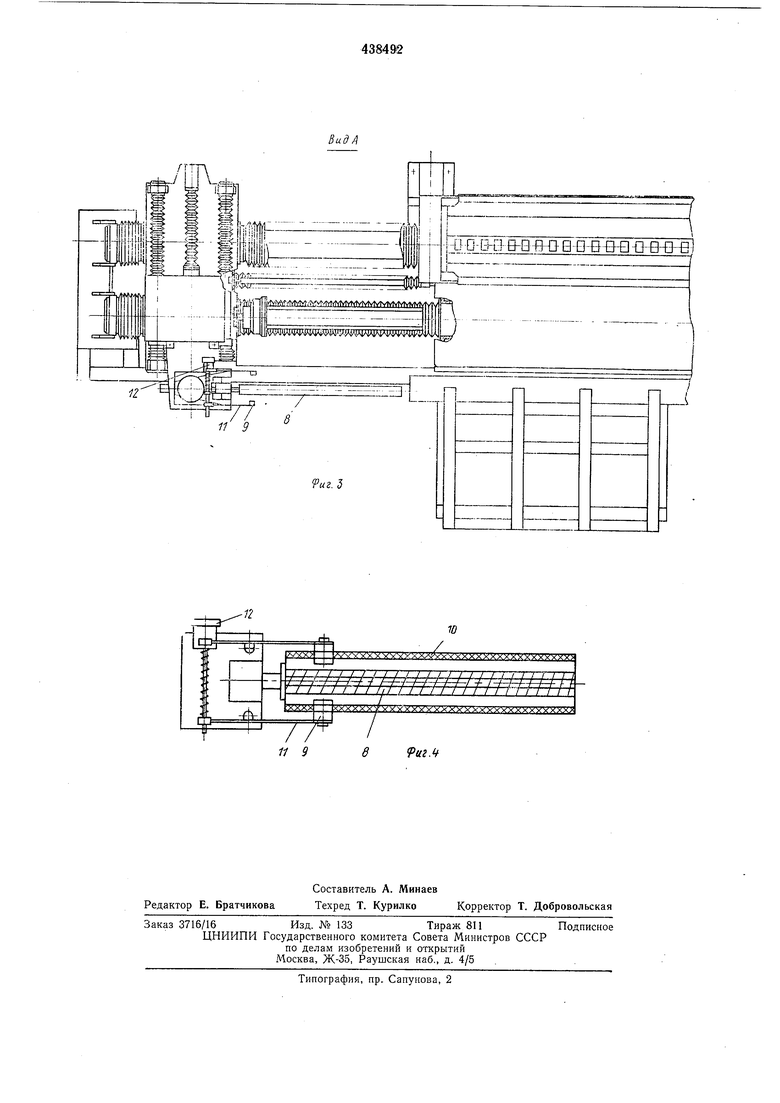
На фиг. 1 изображена описываемая пентробежная машина, вид сверху; на фиг. 2 - то же, вид сбоку; на фиг. 3 - вид по стрелке А на фиг. 1; на фиг. 4 - нагреватель с захватами и готовым стержнем.
Центробежная машина содержит фундаментную раму 1, на которой смонтирована на четырех катках излол ница 2, два катка - приводные, а два цругих--холостые. Изложница 2 расположена внутри электронагреваемого кожуха печи 3.
На фундаментной раме 1 соосно с изложницей 2 расположена подвижная на трубчатых направляющих 4 каретка 5 с закрепленными на ее головке 6 рабочими инструментами: поворотным желобом-дозатором 7 и внутренним нагревателем 8 со съемником 9 готового стержня 10.
Съемник 9 выполнен в виде кольцевых захватов, взаимодействующих через подпружиненные рычажные тяги 11 с пневмоприводом 12.
Смесь загружается в желоб-дозатор 7 из вибробункера 13. Прием готового стержня 10 осуществляет приемный поворотный лоток 15 с номощью пневмоцнлиндра 15 и далее передает его на наклонный стеллаж 16.
Машина работает следующим образом. При заполнении желоба-дозатора 7, например, термореактивной смесью внутренний нагреватель 8 находится во внутренней полости вращающейся и подогреваемой излолшицы 2. При возвратном движении желоба-дозатора 7 со смесью одновременно выходит из изложницы 2 внутренний нагреватель 8 со съемником 9.
После этого каретка 5 перемещается в направлении, перпендикулярном оси изложницы 2.
При дальнейшем движении каретки 5 в направлении, параллельном оси вращения изложницы 2, желоб-дозатор 7 входит внутрь вращающейся изложницы 2, происходит опрыскивание и поворот желоба-дозатора 7 на 180° для выгрузки смеси в изложницу 2.
В это время начинается процесс полимеризации и отверждения стержня. Далее освобожденный желоб-дозатор 7 возвратным движением каретки б вновь возвращается в исходное положение для загрузки новой порции смеси.
По окончании процесса .полимеризации, определяемого с помощью реле времени, вращение изложницы 2 прекращается.
Возвратным движением каретки 5 готовый стержень 10, удерживаемый съемником 9 на внутреннем нагревателе 8, поступает на приемный поворотный лоток 14, который с помощью пневмоцилиндра 15 приподнимает стержень.
Одновременно кольцевые захваты съемкика 9 освобождают стержень, который остается лежать на приемном лотке 14. Возвратным движением каретки б внутренний нагреватель
8 выходит из внутренней полости готового стержня 10. В это время лоток 14 со стержнем опускается и перемещает стержень на наклонный стеллаж 16.
5 При движении нагревателя 8 с готовым стержнем 10 на приемный лоток 14 одновременно загружается изложница 2 новой порцией смеси.
На этом технологический процесс изготов0 ления стержпя заканчивается, мащина готова к новому рабочему циклу.
Предмет изобретения
Центробежная машина преимущественно 5 для изготовления стержней с горизонтально расположенной нагреваемой изложницей, содержащая бункер, (Подвижную каретку с установленными на ней желобом-дозатором и внутренним нагревателем, узел приема и 0 транспортировки готового изделия, отличающаяся тем, что,. с щелью увеличения производительности и упрощения конструкции, внутренний нагреватель снабжен съемником готового изделия, который установлен со сто5 роны закрепленного конца внутреннего нагревателя и выполнен в виде кольцевых захватов, связанных подпружиненными рычажными тягами с пневмоприводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная машина для получения изделий различной длины | 1976 |
|
SU596362A1 |
| Раструбный стержень для изложницы центробежной машины | 1978 |
|
SU719798A1 |
| Центробежная машина для изготовления оболочковых стержней из термореактивных смесей | 1976 |
|
SU599918A1 |
| УСТАНОВКА ДЛЯ ЖАРКИ ПОНЧИКОВ ВО ФРИТЮРЕ | 2004 |
|
RU2264778C1 |
| Многопозиционная центробежная машина для отливки труб | 1981 |
|
SU1013090A1 |
| Центробежная многороторная машина для отливки полых изделий | 1978 |
|
SU749553A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| РАЗЛИВОЧНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 1995 |
|
RU2099161C1 |
| Устройство для центробежной отливки трубных заготовок | 1987 |
|
SU1526898A1 |
1
