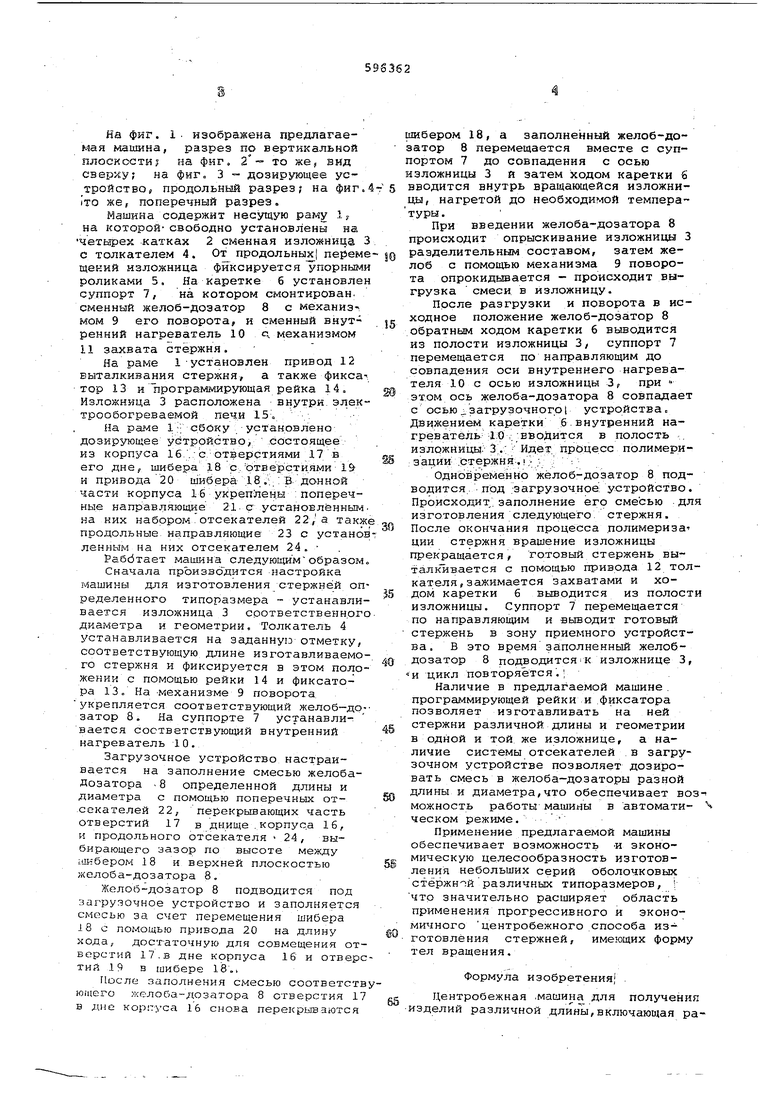
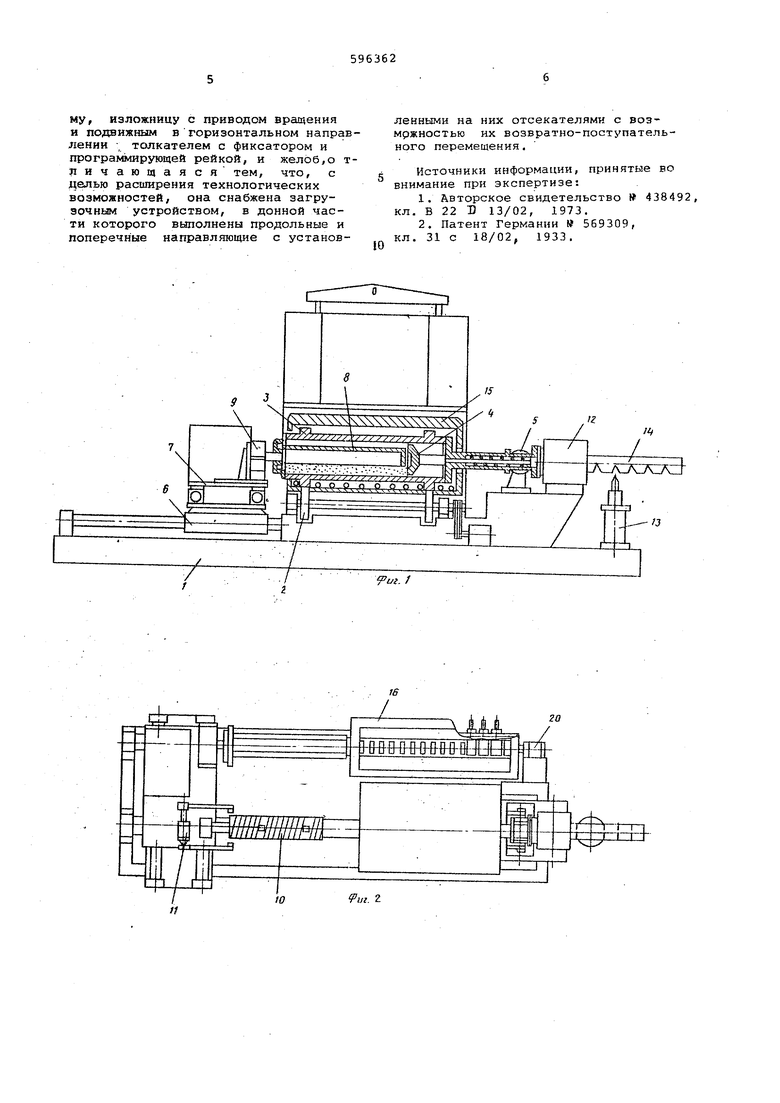
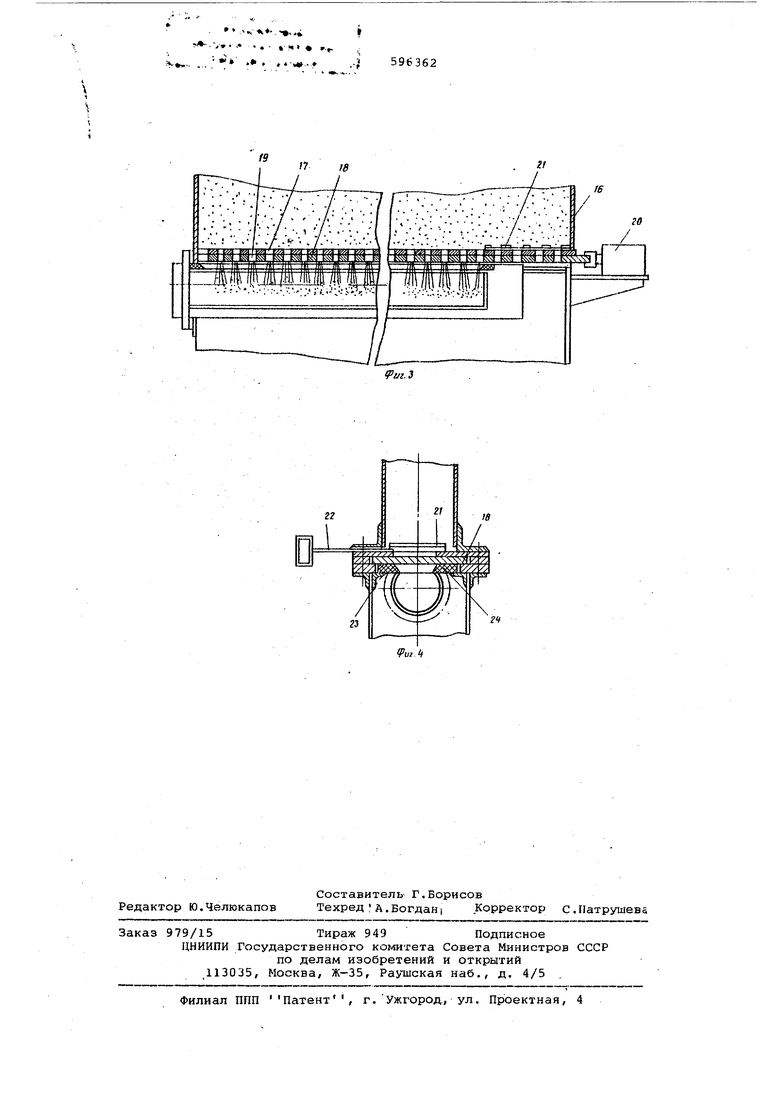
(54) ЦЕНТРОБЕЖНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ- ДЛИНЫ На фиг. 1. изображена предлагаемая машина, разрез по вертикальной плоскости на фиг. 2- то же, вид сверху; на фиг 3 - дозирующее устройство, продольный разрез на фиг 1то же, поперечный разрез. Машина содержит несущую раму 1 ,на которой- свободно установлены на четьфех катках 2 сменная изложница с толкателем 4. От продольны с| перем щений изложница фиксируется упорным роликами 5, На каретке 6 установле суппорт 7, на котором смонтирован, сменный желоб-дозатор 8 с механизл мом 9 его поворота, и сменный внутренний нагреватель 10 А механизмом 11 захвата стержня. На раме 1-установлен привод 12 выталкивания стержня, а также фикса тор 13 и программирующая рейка 14. Изложница 3 расположена внутри.элек трообогреваемой печи 15, На раме IV: сбоку установлено дозирующее устройство, состоящее, из корпуса 16...; с. отверст.иями 17 в его дне, шибера 18 с.отверстиями 1& и привода 20 шибера Л8 .-:В донной части корпуса 16 укреп1 ены : поперечные направляющие 21-С установленным на них набором.отсекателей 22,а такж продольные направляющие 23 с устано ленным на них отсекателем 24.Раббтает машина следующимобразом Сначала производится настройка машины для изготовления стержней оп ределенного типоразмера устанавли вается изложница 3 соответственног диа1метра и геометрии. Толкатель 4 устанавливается на заданную отметку, соответству(ощую длине изготавливаемо го стержня и фиксируется в этом поло жении с помощью рейки 14 и фиксатора 13, На -механизме 9 поворота, укрепляется соответствующий желоб-до затор 8. На суппорте 7 устанавливается соответствующий внутренний нагреватель 10. Загрузочное устройство настраивается на заполнение смесью желобаДозатора .8 определенной длины и диаметра с помощью поперечных отсекателей 22, перекрывающих часть отверстий 17 в дцище .корпуса 16, и продольного отсекателя 24, выбирающего зазор по высоте между шибером 18 и верхней плоскостью желоба-дозатора 8, Желоб-дозатор 8 подводится под загрузочное устройство и заполняется смесью за счет перемещения шибера 18 с помощью привода 20 на длину хода, дост-аточную для совмещения от верстий 17.в дне корпуса 16 и отвер тий 19 в шибере 18., После заполнения смесью соответств ющего желоба-дозатора 8 отверстия 17 в дне кортуса 16 снова перекрываются ибером 18, а заполненный желоб-доатор В перемещается вместе с супортом 7 до совпадения с осью зложницы 3 и затем ходом каретки 6 вводится внутрь вращающейся изложниы, нагретой до необходимой температуры. При введении желоба-дозатора 8 происходит опрыскивание изложницы 3 разде.пительным составом, затем желоб с помощью механизма 9 поворота опрокидывается - происходит выгрузка смеси в изложницу. Прсле разгрузки и поворота в исходное положение желоб-дозатор 8 обратным ходом каретки 6 выводится из полости изложницы 3, суппорт 7 перемещается по направляющим до совпадения оси внутреннего нагревателя 10 с осью изложницы 3, при этом ось желоба-дозатора 8 совпадает с осью загрузочного устройства, движением каретки .6. внутренний нагреватель 1.0 ,.; вводится в полость -.. ИЗЛОЖНИЦЫ- 3.: Идет процесс полимери: зации :отержня-. |, } : Одновременно жёлоб-дозатор 8 подводится- -под .-загрузочное устройство. Происходит,, заполнение его смесью для изготовления следующего- стержня. После окончания процесса .полимериза ции стержня врашение изложницы прекращается, го-товый стержень выталкивается с помощью привода 12 толкателя , зажимается захватами и ходом каретки б выводится из полости изложницы. Суппорт 7 перемещается по направляющим и выводит готовый стержень в зону приемного устройства. В это времязаполненный желобдозатор 8 подводится-к изложнице 3, и цикл повторяется.; Наличие в предлагаемой машине. программирующей рейки и фиксатора позволяет изготавливать на ней стержни различной длины и геометрии в одной и той же изложнице, а наличие системы отсекателей в загрузочном устройстве позволяет дозировать смесь в желоба-дозаторы разной длины и диаметра,что обеспечивает воз можность работы машины в автоматическом режиме. . Применение предлагаемой машины обеспечивает возможность -и экономическую целесообразность изготовления небольших серий оболочковых стёржн й различных типоразмеров, что значительно расширяет область применения прогрессивного и экономичного центробежного способа изготовления стержней, имеющих форму тел вращения. Формула изобретения; . Центробежная .машина для получения изделий различной длины,включающая раму, изложницу с приводом вращения и подвижным в горизонтальном направлении толкателем с фиксатором и программирующей рейкой, и желоб,о тличаюадаяся тем, что, с целью расширения технологических возможностей, она снабжена загрузочным устройством, в донной части которого вьтолнены продольные и поперечные направляющие с установленными на них отсекателями с возмржностью их возвратно-поступательного перемещения,
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство № 438492, кл. В 22 D 13/02, 1973.
2.Патент Германии 569309, кл. 31 с 18/02, 1933.
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная машина | 1973 |
|
SU438492A1 |
| Центробежная машина для изготовления оболочковых стержней из термореактивных смесей | 1976 |
|
SU599918A1 |
| Центробежная машина для изготовления оболочковых стержней | 1958 |
|
SU123674A1 |
| ЦСЕСОЮЗНДЯП;.TFHTr.>&--- •: V-лij:'p."f^«^^.иотзиа МБ,*С. Б. Алесковский, А. Е. Мордкович, Л. И. Жайворонок и Ф. Н. КапустинМ. Кл. В 65Ь 1/08УДК 66.023:621.798:539. .215(088.8) | 1973 |
|
SU361931A1 |
| Устройство для укладки изделий в контейнер | 1983 |
|
SU1125155A1 |
| УСТРОЙСТВО ДЛЯ НАПОЛНЕНИЯ КОВШЕЙ КОНВЕЙЕРА | 1969 |
|
SU255828A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для укладки ампул в кассету | 1982 |
|
SU1070062A2 |
| Устройство для обработки волокнистых отходов натурального шелка | 1989 |
|
SU1815279A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
...i
.V. . - . . - ..ч. ,.f..
.,.,.... ....-,.-i 596362
