1
Изобретение относится к сварочному оборудованию и предназначено для использования в электродуговой сварке, преимущественно в среде защитных газов.
Известна горелка для плазменно-дуговой резки, содержащая электрод, сопло, радиатор с ребрами и наконечник, выполненный в виде кожуха к радиатору, причем в наконечнике имеются отверстия для подачи воздуха для охлаждения радиатора 1.
Известна также горелка для электродуговой сварки, содержащая корпус с радиатором, соплом для подачи защитного газа и наконечником для подачи охлаждающего воздуха 2.
Известное устройство не обеспечивает достаточно эффективного охлаждения при работе на больщих сварочных токах.
Целью изобретения является улучшение условий эксплуатации за счет повышения эффективности охлаждения.
Указанная цель достигается тем, что наконечник выполнен в виде заглушенной с одного из торцов трубки, ось которой параллельна оси радиатора и сопла, а вдоль образуюш,ей трубки, обращенной к радиатору и соплу, выполнены отверстия, причем расстояние от накомечпика до оси радиатора составляет от 0,8 до 1,2 диаметра последнего, а расстояния между отверстиями уменьшаются по направлению и заглушенному концу трубки.
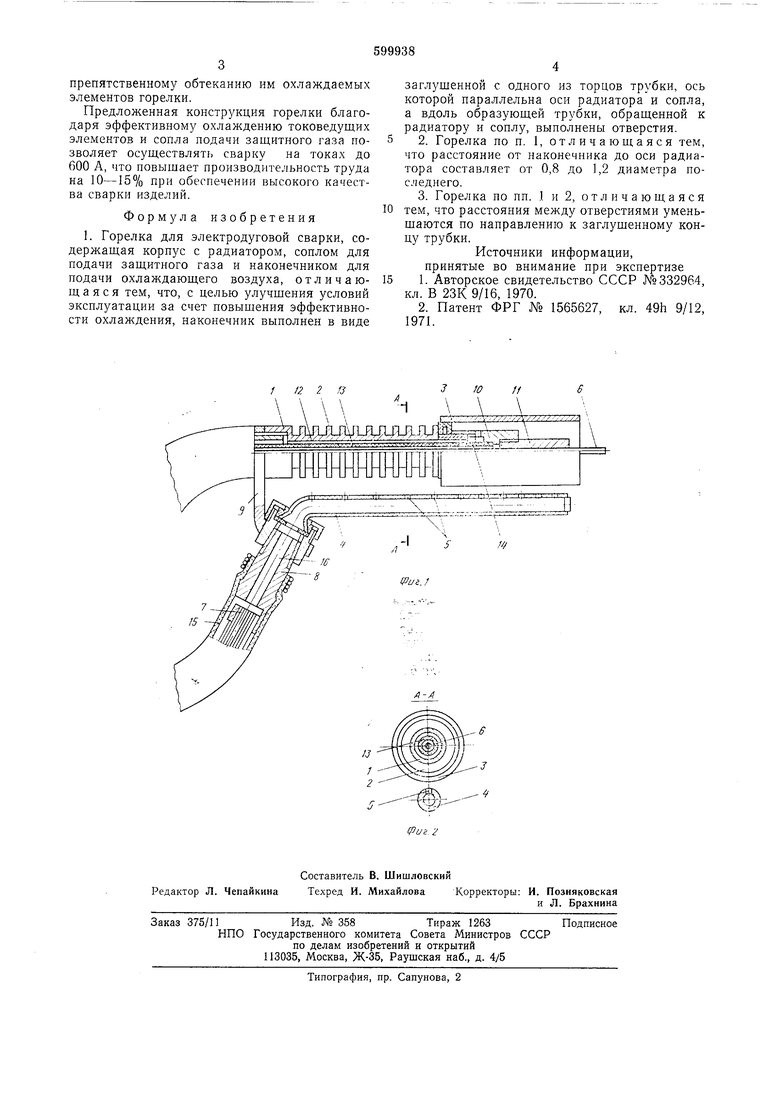
На фиг. 1 показана горелка, продольный разрез; на фиг. 2 - разрез по А-А на фиг. 1. Горелка содержит корпус 1 с радиатором 2, сопло 3 подачи защитного газа и систему подачи охлаждающего воздуха через трубку 4 с отверстиями 5, установленную вдоль радиатора 2 и сопла 3 параллельно пх продольной оси.
Отверстия 5 в трубке 4 выполнены на образующей, обращенной к радиатору и соплу, причем расстояние между отверстиями линейно уменьшается по направлению к заглушенному концу трубки.
Токоподвод к сварочной проволоке 6 осуществляется по кабелю 7, штуцеру 8, кронштейну 9, корпусу 1, держателю 10 и токосъемнику 11.
Защитный газ подается но каналу 12, расположенному между фторопластовой трубкой 13 и корпусом 1 и через отверстия 14 держателя 10 в сопло 3.
Для подачи охлаждающего воздуха под давлением 2-4 атм в трубку 4 служат рукав 15 и осевое отверстие 16 в штуцере 8. Равномерность подачи воздуха по всей длине радиатора 2 и сопла 3 обусловлена переменным шагом отверстий по длине трубки 4. Эффективность охлаждения радиатора 2 и сопла 3 обеспечивается неограниченными возможностями подачи воздуха благодаря бес
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Горелка для электродуговой сварки в защитных газах | 1988 |
|
SU1698000A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1031672A1 |
| Устройство для электродуговой обработки | 1978 |
|
SU772764A1 |
| ГАЗОВОЕ СОПЛО ДЛЯ ВЫПУСКАНИЯ ПОТОКА ЗАЩИТНОГО ГАЗА И ГОРЕЛКА С ГАЗОВЫМ СОПЛОМ | 2019 |
|
RU2802612C2 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU1058732A1 |
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1991 |
|
RU2023555C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ АВТОМАТИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2009 |
|
RU2387523C1 |
