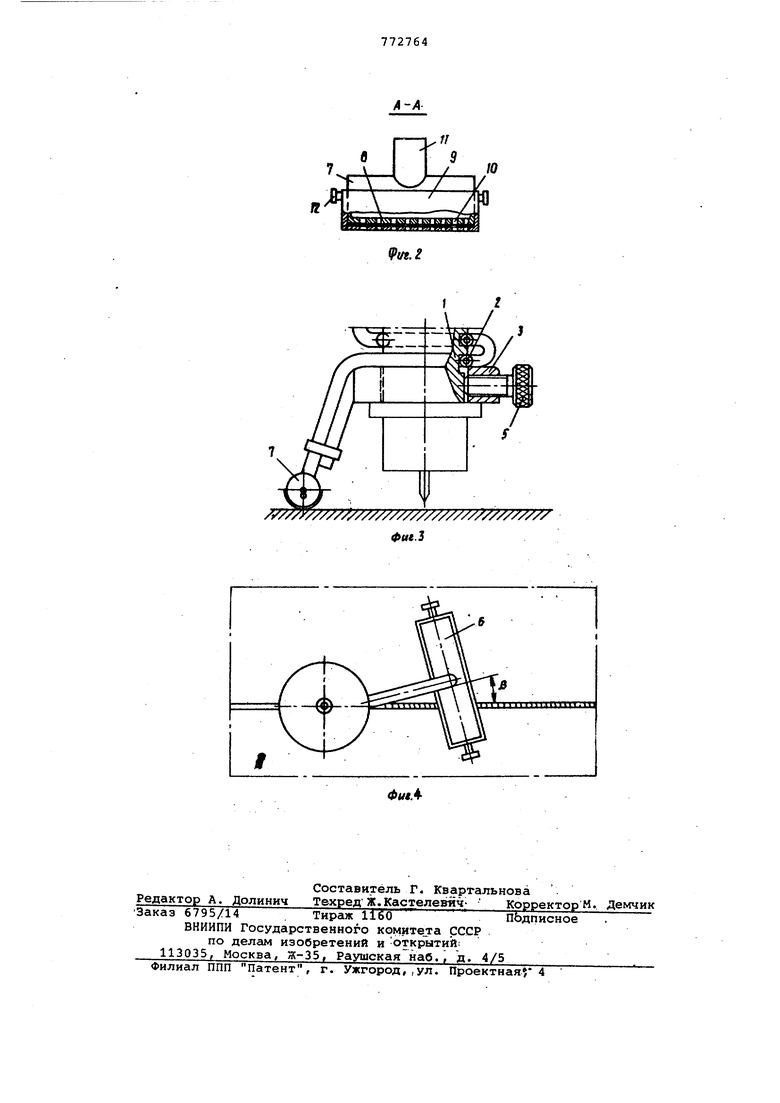
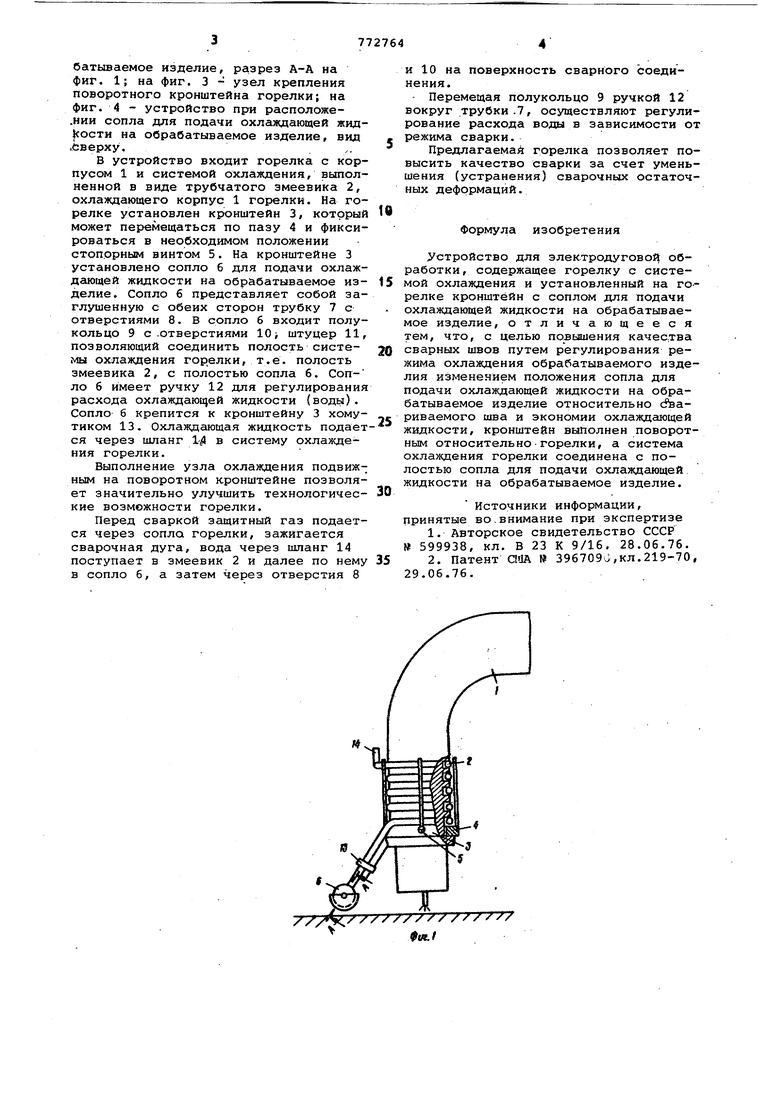
батьшаемое изделие, разрез А-А на фиг. 1; на фиг. 3 - узел крепления поворотного кронштейна горелки; на фиг. 4 - устройство при расположе.нии сопла для подачи охлаждающей жид)ости на обрабатываемое изделие, вид Лверху.,. В устройство входит горелка с корпусом 1 и системой охлаждения, выполненной в виде трубчатого змеевика 2, охлаждающего корпус 1 горелки. На горелке установлен кронштейн 3, который может перемещаться по пазу 4 и фиксироваться в необходимом положении стопорным винтом 5. На кронштейне 3 установлено сопло 6 для подачи охлаждающей жидкости на обрабатываемое изделие. Сопло б представляет собой заглушенную с обеих сторон трубку 7 с отверстиями 8. В сопло б входит полукольцо 9 с .отверстиями 10; штуцер 11, позволяющий соединить полость системы охлаждения горелки, т.е. полость змеевика 2, с полостью сопла 6. Сопло б имеет ручку 12 для регулирования расхода охлаждающей жидкости (воды). Сопло б крепится к кронштейну 3 хомутиком 13. Охлаждающая жидкость подает ся через шланг 1- в систему охлаждения горелки. Выполнение узла охлаждения подвижным на поворотном кронштейне позволяет значительно улучшить технологические возможности горелки. Перед сваркой защитный газ подается через сопла горелки, зажигается сварочная дуга, вода через шланг 14 поступает в змеевик 2 и далее по нему в сопло б, а затем через отверстия 8
77/Г и 10 на поверхность сварного соединения. Перемещая полукольцо 9 ручкой 12 вокруг трубки .7, осуществляют регулирование расхода воды в зависимости от режима сварки. Предлагаемая горелка позволяет повысить качество сварки за счет уменьшения (устранения) сварочных остаточных деформаций. Формула изобретения устройство для электродуговой обработки, содержащее горелку с системой охлаждения и установленный на го-релке кронштейн с соплом для подачи охлаждающей жидкости на обрабатываемое изделие, отличающееся тем, что, с целью повышения качества сварных швов путем регулирования режима охлаждения обрабатываемого изделия изменением положения сопла для подачи охлаждающей жидкости на обрабатываемое изделие относительно dfeaриваемого шва и экономии охлаждающей жидкости, кронштейн выполнен поворотным относительногорелки, а система охлаждения горелки соединена с полостью сопла для подачи охлаждающей жидкости на обрабатываемое изделие. Источники информации, принятые во.внимание при экспертизе 1.Авторское свидетельство СССР 599938, кл. В 23 К 9/16, 28.06.76. 2.Патент оал 39б709а,кл.219-70, 29.06.76.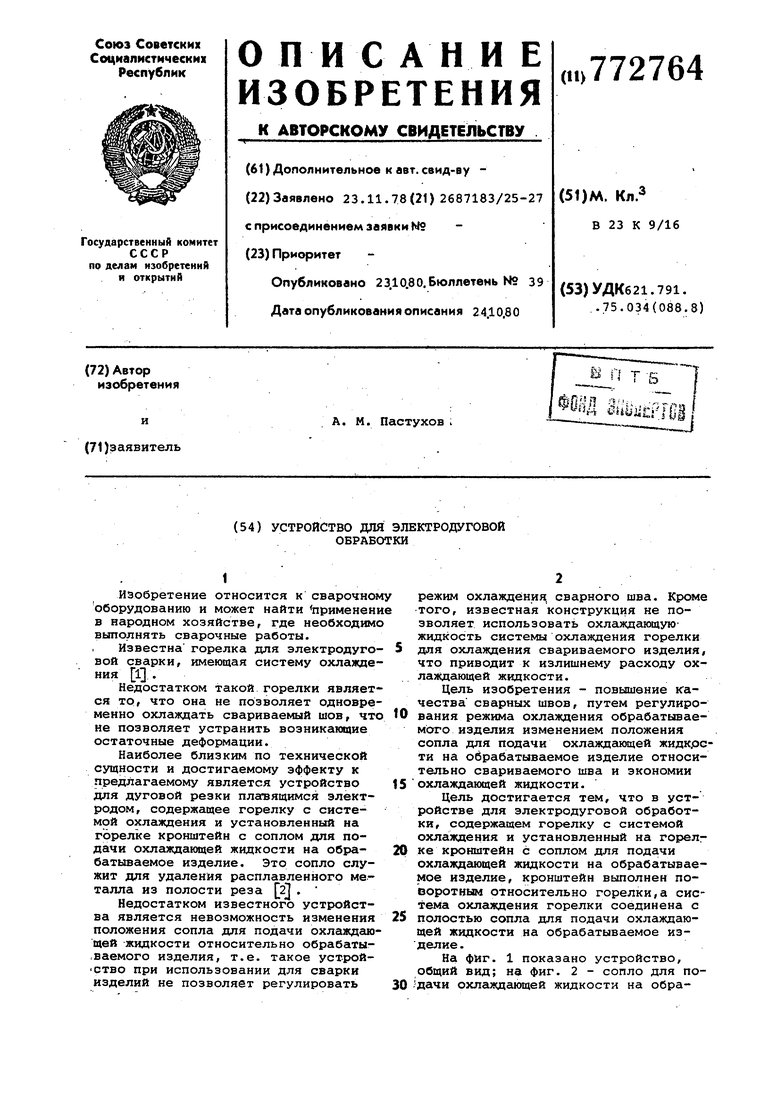
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Способ дуговой сварки с принудительным охлаждением и устройство для его осуществления | 1989 |
|
SU1742002A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Горелка для дуговой сварки в защитных газах | 1981 |
|
SU1007874A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| Горелка для сварки неплавящимся электродом в защитных газах | 1986 |
|
SU1412901A1 |
| Горелка для дуговой сварки в среде защитных газов | 1975 |
|
SU698242A1 |
| Щелевое сопло к горелкам для дуговой сварки неплавящимся электродом в защитных газах | 1974 |
|
SU582928A1 |