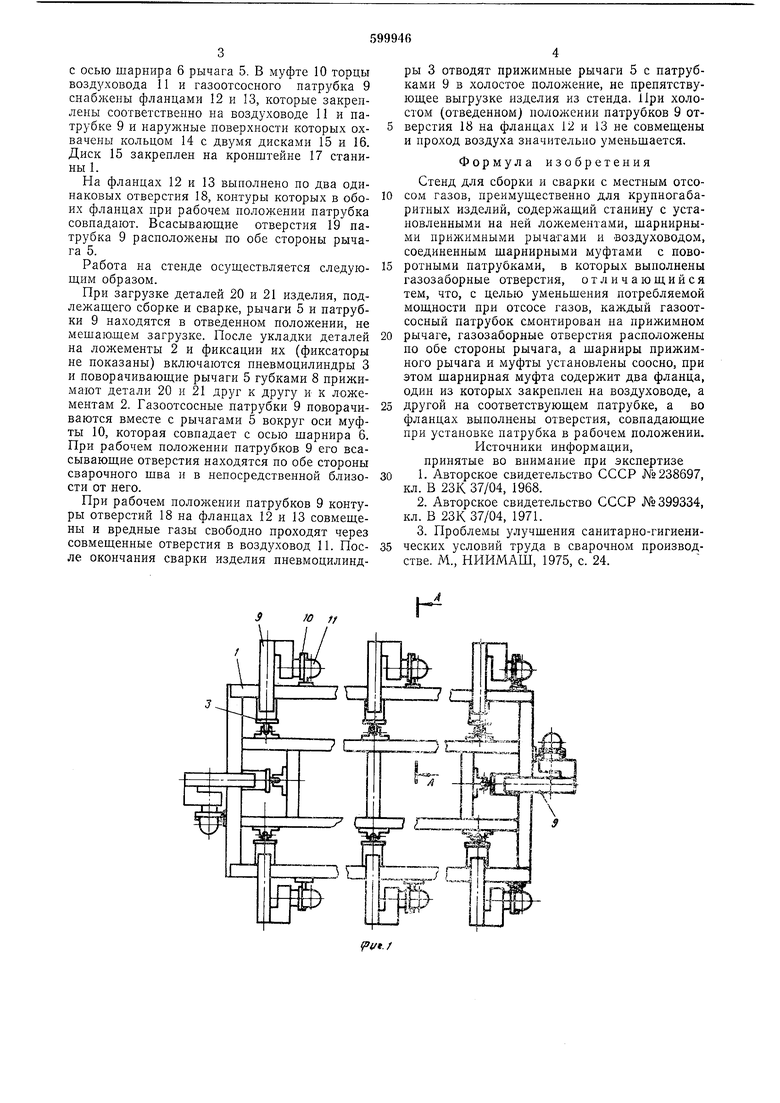
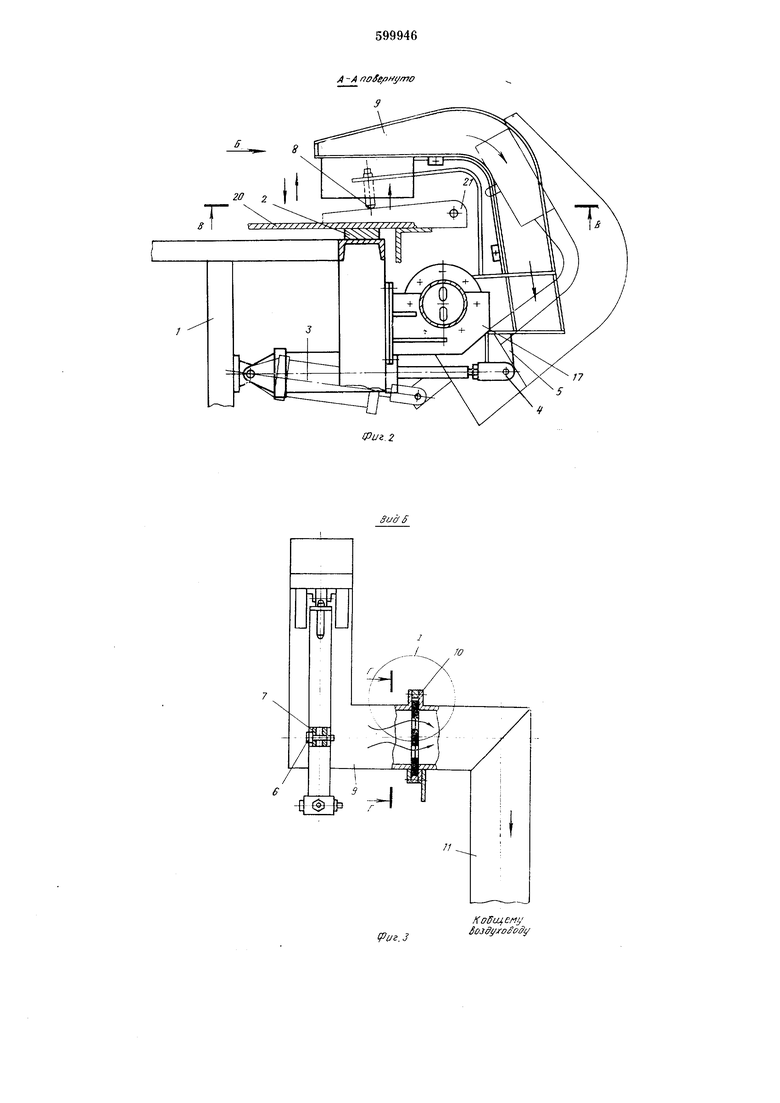
с осью шарнира 6 рычага 5. В муфте 10 торцы воздуховода 11 и газоотсосного патрубка 9 снабжены фланцами 12 и 13, которые закреплены соответственно на воздуховоде 11 и патрубке 9 и наружные поверхности которых охвачены кольцом 14 с двумя дисками 15 и 16. Диск 15 закреплен на кронштейне 17 станины 1.
На фланцах 12 и 13 вынолнено по два одинаковых отверстия 18, контуры которых в обоих фланцах при рабочем положении патрубка совпадают. Всасывающие отверстия 19 патрубка 9 расположены по обе стороны рычага 5.
Работа на стенде осуществляется следующим образом.
При загрузке деталей 20 и 21 изделия, подлежащего сборке и сварке, рычаги 5 и патрубки 9 находятся в отведенном положении, не мешающем загрузке. После укладки деталей на ложементы 2 и фиксации их (фиксаторы не показаны) включаются пневмоцилиндры 3 и поворачивающие рычаги 5 губками 8 прижимают детали 20 и 21 друг к другу и к ложементам 2. Газоотсосные патрубки 9 поворачиваются вместе с рычагами 5 вокруг оси муфты 10, которая совпадает с осью шарнира 6, При рабочем положении патрубков 9 его всасывающие отверстия находятся по обе стороны сварочного шва и в непосредственной близости от него.
При рабочем положении патрубков 9 контуры отверстий 18 на фланцах 12 и 13 совмещены и вредные газы свободно проходят через совмещенные отверстия в воздуховод 11. После окончания сварки изделия пневмоцилиндры 3 отводят прижимные рычаги 5 с патрубками 9 в холостое положение, не препятствующее выгрузке изделия из стенда. При холостом (отведенном) положении патрубков 9 отверстия 18 на фланцах 12 и 13 не совмещены и проход воздуха значительно уменьшается.
Формула изобретения
Стенд для сборки и сварки с местным отсосом газов, преимущественно для крупногабаритных изделий, содержащий станину с установленными на ней ложементами, шарнирными прижимными рычагами и воздуховодом, соединенным шарнирными муфтами с поворотными патрубками, в которых выполнены газозаборные отверстия, отличающийся тем, что, с целью уменьшения потребляемой мощности при отсосе газов, каждый газоотсосный патрубок смонтирован на прижимном
рычаге, газозаборные отверстия расположены по обе стороны рычага, а шарниры прижимного рычага и муфты установлены соосно, при этом шарнирная муфта содержит два фланца, один из которых закреплен на воздуховоде, а
другой на соответствующем патрубке, а во фланцах выполнены отверстия, совпадающие при установке патрубка в рабочем положении.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №238697, кл. В 23К 37/04, 1968.
2.Авторское свидетельство СССР №399334, кл. В 23К 37/04, 1971.
3.Проблемы улучшения санитарно-гигиенических условий труда в сварочном производстве. М., НИИМАШ, 1975, с. 24.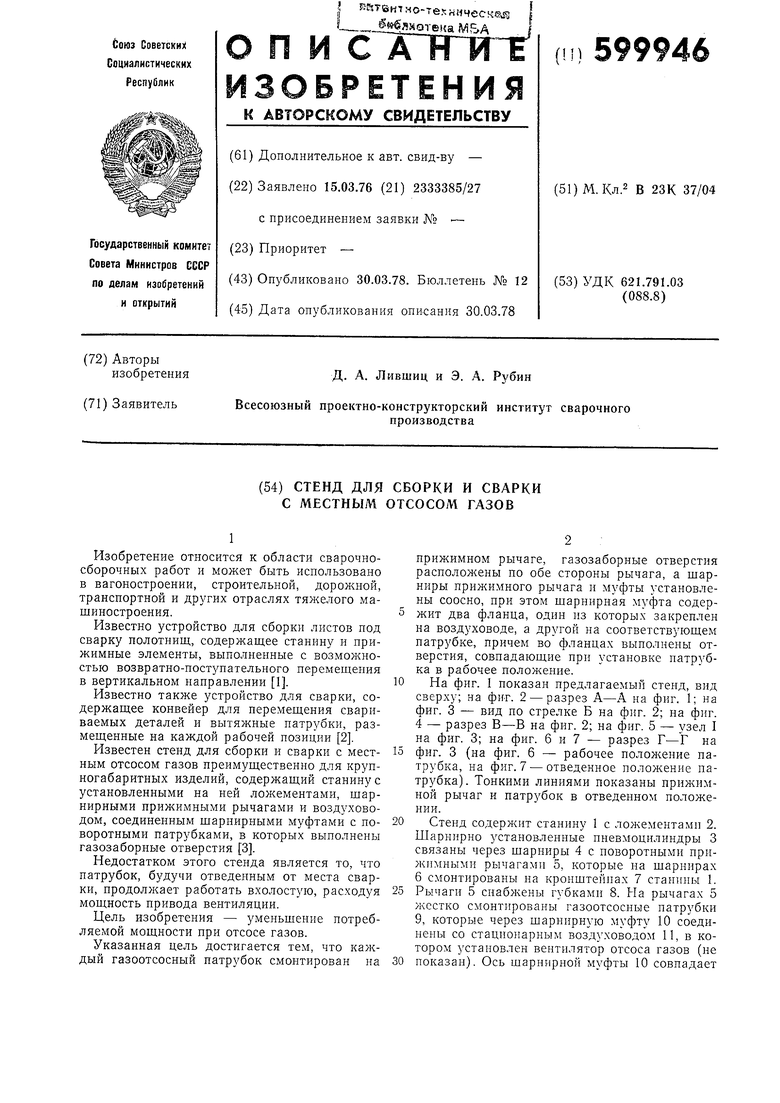
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь для сварки | 1979 |
|
SU789263A1 |
| Устройство для подачи продольных стержней | 1975 |
|
SU553028A1 |
| Кантователь для сварки | 1977 |
|
SU695791A1 |
| Агрегат для сборки и сварки элементовпРОдОльНОгО пРОфиля K пОлОТНищу | 1979 |
|
SU848227A1 |
| Стенд для сборки и сварки крупногабаритных изделий | 1981 |
|
SU1038159A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Устройство для сборки и контактной точечной сварки панелей | 1986 |
|
SU1407725A1 |
| Стенд для сборки продольного стыка обечаек | 1974 |
|
SU588090A1 |
| Установка для сварки цилиндрических изделий | 1984 |
|
SU1479254A1 |
| Кантователь | 1985 |
|
SU1299759A1 |
/(off04 ему SuJdi/JTofeSi/
Pue.J
fS
Pl/z.S
r-r
