«
19
17
| го
ел
Изобретение относится к общему машиностроению, а именно к устройствам для сборки и контактной точечной сварки крупногабаритных панелей в мелкосерийном производстве, со стационарным сварочным обо- 1|)удованием.
j Цель изобретения - расширение техно- огических возможностей устройства путем (|беспечения возможности сварки панелей с изгибом в одной плоскости.
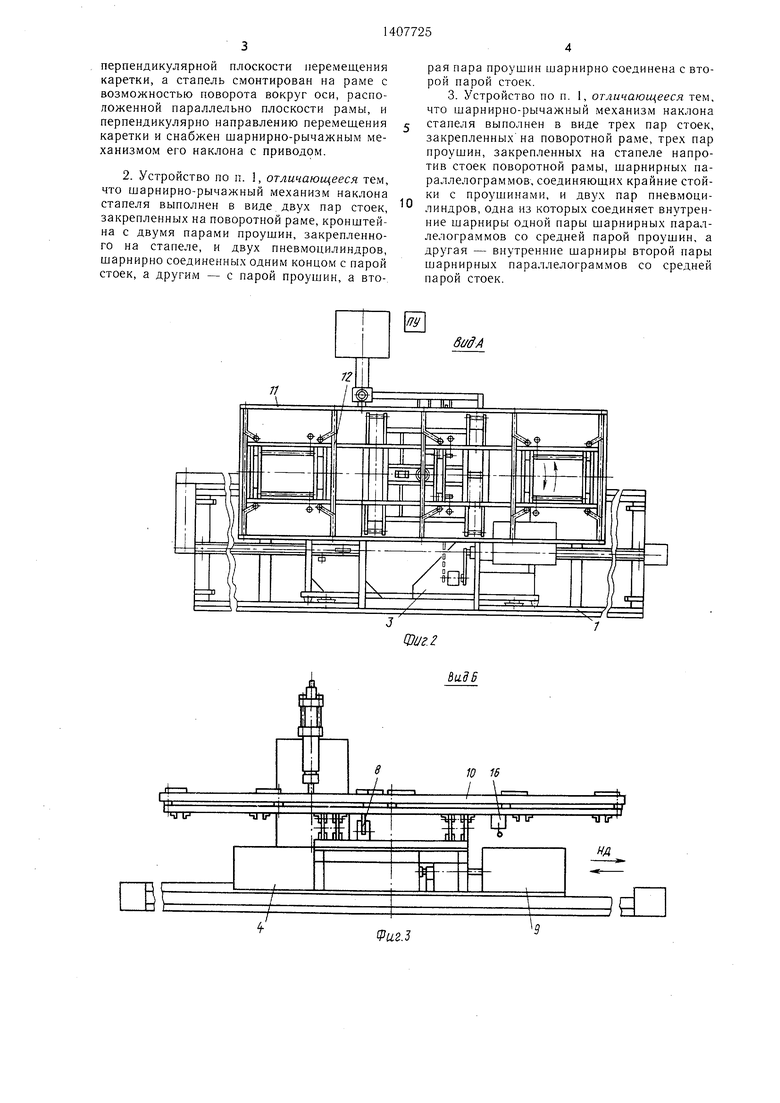
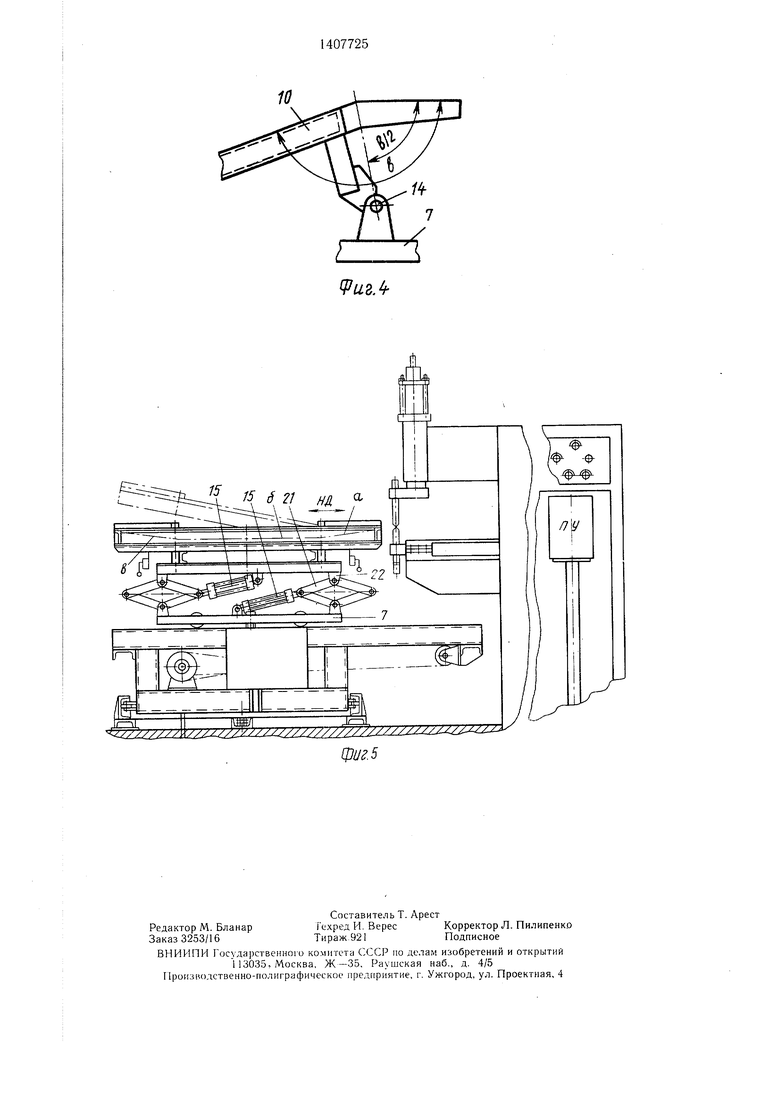
На фиг. 1 изображено устройство для сборки и сварки, общий вид; на фиг. 2 - J ид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; а фиг. 4 - схема расположения оси накло- ь:а стапеля; на фиг. 5 - манипулятор для сборки и сварки панелей с двумя изломами, вариант.
Устройство состоит из основания 1 с про- .ольными направляющими 2, на которых установлена самоходная тележка 3 с приво- дом 4. На тележке 3 закреплены направляющие 5, на которые установлена карет- ка 6 с возможностью перемещения по ним в направлении, перпендикулярном движению тележки 3.
На каретке 6 смонтирована поворотная рама 7 с упором 8 для ее фиксации в рабочем положении. Каретка 6 соединена с приводом 9 шаговой подачи. На поворотной раме 7 закреплен стапель 10 с продольными 11 и поперечными 12 копирующими ложементами. Последние выполнены с про- .лольным изломом (фиг. 1). На стапеле 10 закреплены прижимы 13. Стапель 10 соединен с ра.мой 7 при помощи шарниров 14 и механизма наклона стапеля вокруг оси, выполненного в виде пневмоцилиндров 15 с кранами 16 управления. Пульт 17 управления предназначен для обеспечения синхронной работы привода 9 шаговой подачи каретки 6 и сварочной машины 18.
Кроме того, обозначены стойка 19, крон- П1тейн 20 с проушинами, шарнирно-рычаж- ные параллелограммы 21, проушины 22. Ось наклона стапеля 10, выполненная в в|иде шарнира 14, лежит на биссектрисе уг- л|а, образованного двумя поверхностями из- /|ома ложемента, (фиг. 4). : Работа устройства описана на примере сборки и контактной точечной сварки пане- л|ей из продольных и поперечных элементов. Г|анель имеет один излом в поперечном сечении. Сварочные швы проходят перпенди- к /лярно линии излома.
На соответствующие ложементы 11 и 12 стапеля 10 укладывают продольные и попе- р|ечные элементы свариваемой панели, фикси- р|уют их взаимное расположение и прижи- Мают к ложементам 11 и 12 прижимами 13. Эате.м включают привод 4 самоходной тележ- к|и 3 и привод 9 шаговой подачи каретки 6 и| подводят панель под электроды сварочной 1у|ашины 18 для образования первого шва. Совместной работой привода 9 шаговой по- л|ачи каретки 6 и сварочной машины 18 про
5
5
0
0
0 .
0 5
0
5
варивают первый шов до линии излома на поперечных элементах панели.
Для получения следующего щва стапель 10 перемещают при помощи самоходной тележки 3 и проваривают его от излома до конца панели. Аналогичным образом проваривают все остальные швы панели от одного ее края до излома.
Затем раму 7 со стапелем 10 поворачивают на 180°, включением пневмоцилиндров 15 приводят в горизонтальное положение наклонную часть стапеля 10 с панелью и проваривают ее так же, как и первую часть панели от края до линии излома.
Для сварки панелей, имеющих два симметричных излома, копирующие ложементы 12 имеют второй симметричный излом. Кроме того, стенд имеет шарнирно-рычажные параллелограммы 21, каждый из которых шарнирно соединен с поворотной рамой 7, стапелем 10 и пневмоцилиндрамк 15.
Свободными концами одна пара пневмоцилиндров соединена с рамой 7, а другая - со стапелем 10.
При сварке панелей с двумя изломами стенд работает следуюшим образом.
Сначала проваривают швы на участке а панели. Для этого с помощью пневмоцилиндров и щарнирно-рычажных параллелограммов приподнимают противоположную сторону стапеля 10 с панелью так, что провариваемый участок а зани.мает горизонтальное положение относительно электродов. В таком положении проваривают все швы одной стороны изделия.
Затем опускают ранее поднятую сторону стапеля так, что участок б панели занимает горизонтальное положение. На участке б проваривают все швы до оси симметрии панели. Далее поворачивают стапель 10 с панелью на 180° с помощью поворотной рамы 7 и проваривают участки в и б до оси симметрии описанным способом.
Использование изобретения позволяет сваривать панели с ломаной поверхностью, которые широко распространены в авто- судо-, машиностроении.
Формула изобретения
1. Устройство для сборки и контактной точечной сварки панелей, содержащее неподвижно установленную сварочную машину п манипулятор, состояший из установленной на направляющих самоходной тележки, карет- кн, смонтированной на тележке с возможностью перемещения в направлении, перпендикулярном направлению перемещения тележки, и шарнирно связанного с кареткой приспособления, включаюш.его стапель для фиксации на нем изделия, отличающееся тем, что, с целью расширения технологических возможностей, манипулятор снабжен поворотной рамой, установленной на каретке с возможностью поворота вокруг оси.
перпендикулярной плоскости перемещения каретки, а стапель смонтирован на раме с возможностью поворота вокруг оси, расположенной параллельно плоскости рамы, и перпендикулярно направлению перемещения каретки и снабжен щарнирно-рычажным механизмом его наклона с приводом.
2. Устройство по п. 1, отличающееся тем, что щарнирно-рычажный механизм наклона стапеля выполнен в виде двух пар стоек, закрепленных на поворотной раме, кронщтей- на с двумя парами проушин, закрепленного на стапеле, и двух пневмоцилиндров, щарнирно соединенных одним концом с парой стоек, а другим - с парой проущин, а вто-.
рая пара проушин шарнирно соединена с второй парой стоек.
3. Устройство по п. 1, отличающееся тем, что шарнирно-рычажный механизм наклона стапеля выполнен в виде трех пар стоек, закрепленных на поворотной раме, трех пар проущин, закрепленных на стапеле напротив стоек поворотной рамы, щарнирных параллелограммов, соединяющих крайние стойки с проущинами, и двух пар пневмоцилиндров, одна из которых соединяет внутренние шарниры одной пары щарнирных параллелограммов со средней парой проушин, а другая - внутренние щарниры второй пары шарнирных параллелограммов со средней парой стоек.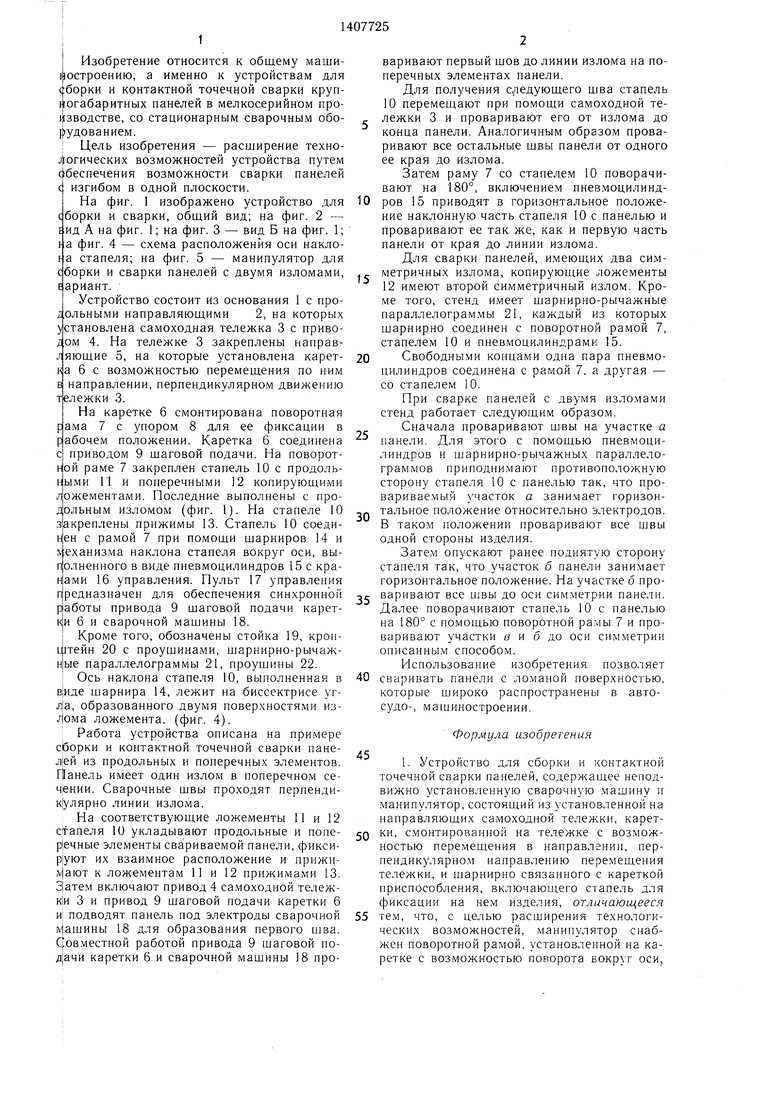
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки продольных швов панелей | 1987 |
|
SU1407736A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| Машина для контактной сварки по контуру | 1978 |
|
SU747650A1 |
| Машина для точечной контактной сварки | 1972 |
|
SU442903A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Устройство для сборки и контактной точечной сварки кузовов легковых автомобилей | 1987 |
|
SU1433723A1 |
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| Машина для контактной сварки панелей | 1981 |
|
SU1009674A1 |
| Стенд для сборки и сварки металлоконструкций | 1988 |
|
SU1608030A1 |
Изобретение относится к сварочному оборудованию и может быть использовано для сварки крупногабаритных панелей, имеющих изломы поверхностей, с помощью стационарных сварочных машин. Цель - рас- щирение технологических возможностей путем обеспечения возможности сварки панелей, имеющих изгиб в одной плоскости. Устройство содержит самоходную тележку 3, на которой установлена каретка 6 с приводом щаговой подачи. На каретке 6 размещена поворотная рама 7 со стапелем 10 для панелей и щарнирно-рычажным механизмом наклона стапеля 10. ПoCv eдний м. б. выполнен в виде двух или трех пар стоек, кронштейна с двумя или тремя парами проушин и двух пневмоцилиндров или двух пар пневмоцилиндров и шарнирных параллелограммов. Самоходная тележка 3 и каретка 6 перемещаются во взаимно перпендикулярных направлениях, обеспечивая условия д,1я контактной точечной сварки. Поворотная рама 7 и механизм наклона стапеля 10 позволяют подавать панели под сварку со всех сторон, обеспечивая поочередно горизонта,1ьное расположение провариваемых участков панелей с изломами поверхности. 2 з. п. ф-лы, 5 ил. S (Л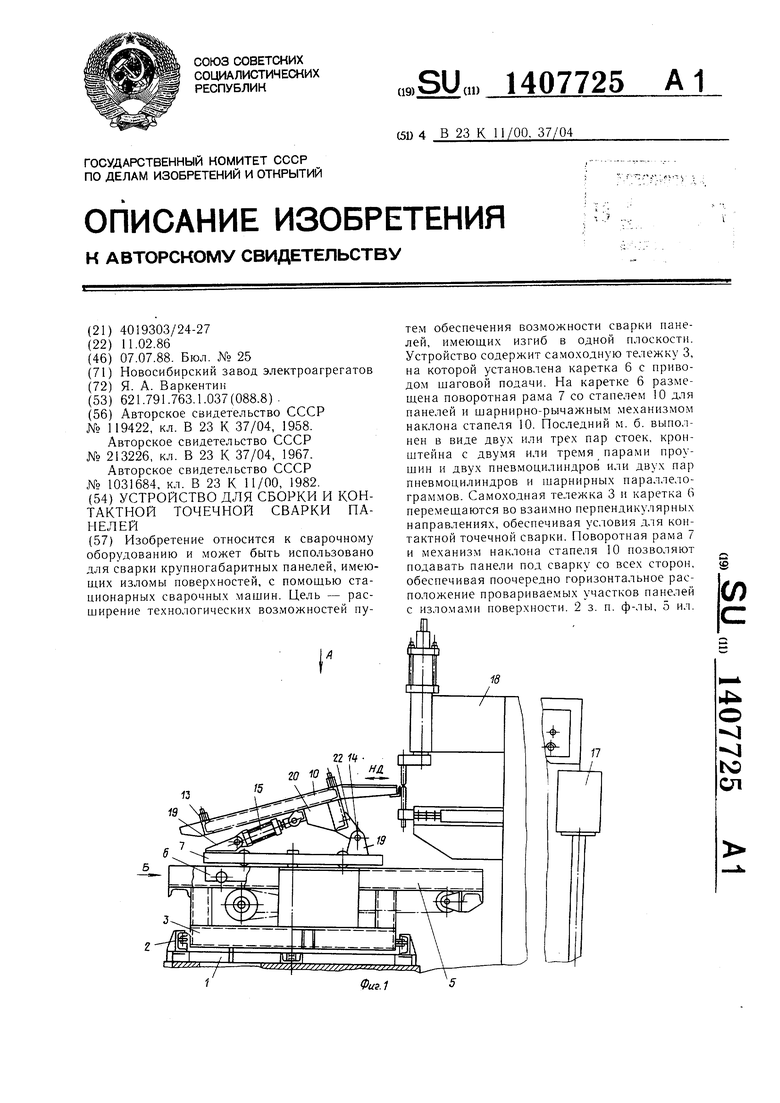
ВадВ
Уиг.З
игЛ
| Зажимное поворотное приспособление для крепления трубной заготовки двойника | 1958 |
|
SU119422A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ЛИСТОВЫХ ИЗДЕЛИЙ | 0 |
|
SU213226A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка для контактной точечной сварки | 1982 |
|
SU1031684A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
