Изобретение относится к оборудов нию для сварки, обеспечивающему кан тование изделий и отсос сварочных газов при сварке, и может быть использовано в автоматизированных линиях сборки и сварки крупногабаритных изделий в вагоностроении, строительном, дорожном, транспортном и других отраслях тяжелого машиноетро ния. Известен кантователь для сварки, содержащий смонтированную на двух стойках поворотную полую раму с рас положенными симметрично относительно ее продольной оси зажимами для изделия и газоотводными патрубками, при этом в каждом газоотводном патрубке смонтированы поворотная заслонка с противовесом и подпружинен ный фиксатор противовеса, причем це тры тяжести противовесов патрубков, установленных по разные стороны про дольной оси рамы, расположены по разные стороны поперечной оси этой рамы l. Недостаток такого технического решения заключается в том, что в каждом газоотсосном патрубке смонтированы поворотная заслонка с противовесом и подпружиненный фикса- . тор противовеса, т.е. сколько патрубков, столько механизмов. Это усложняет конструкцию кантователя, в результате резко падает надежность его работы. Кроме того, противовесы, при каждом повороте ударяя по пустотелой раме, создают шум. К тому же, при положении рамы при сварке, когда нижние газоотводные патрубки находятся не в строго вертикальном положении, поворотные заслонки под действием противовесов поворачиваются и уменьшают часть живого сечения отверстий газоотводных патрубков, что ухудшает газоотсос с мест сварки. Наиболее близким по технической сущности и достигаемому результату является кантователь для сварки, содержащий две портальные стойки с подъемно-поворотными шпинделями, один из которых выполнен полым и оснащен закрепленной на ней муфтой с флЪнцем, поворотную полую раму с зажимами для изделия и газоотсосными кронштейнами, закрепленную на шпинделях стоек, и смонтированный на одной из стоек подг.емный газоотсосный патрубок с фланцем,, соединенный с фланцем муфты, при этом
в полостях рамы и шпинделя установлена диафрагма, разделяющая последние на симметричные полости, при этом кантователь снабжен заслонкой, установленной соосно с осью муфть} и перекрывающей часть полости полого шпинделя f2.
Недостатком этого технического решения является то, что заслонка выполнена в виде сектора и постоянно перекрывает части сеченКя полого шпинделя, расположенные под зоной сварки (рабочие в данные момент Тем самым ухудшаются технические возможности вентиляционной системы кантователя в целом, что требует для эффективного отсоса газов дополнительного потребления мощности.
Цель изобретения - снижение потребляемой мощности при отсосе газо при тех же сечениях полого шпинделя и газоотводных патрубков путем обеспечения отсоса по всему сечению газоотводной полости, расположенной в зоне сварки.
Цель достигается тем, что на торце разделительной диафрагмы со стороны расположения полого шпинделя параллельно ее плоскости закреплена ось, а заслонка выполнена в виде пластины с противовесом, установленной с возможностью поворота на указанной оси, при этом противовес пластины расположен снаружи полой рамы.
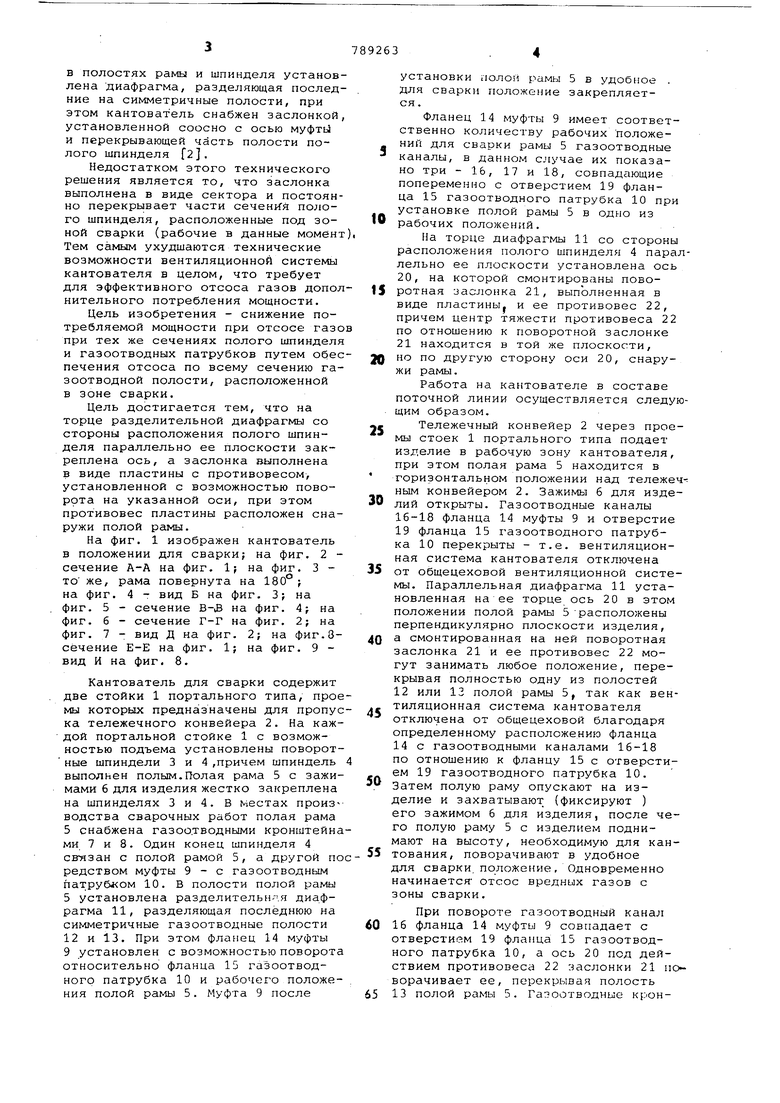
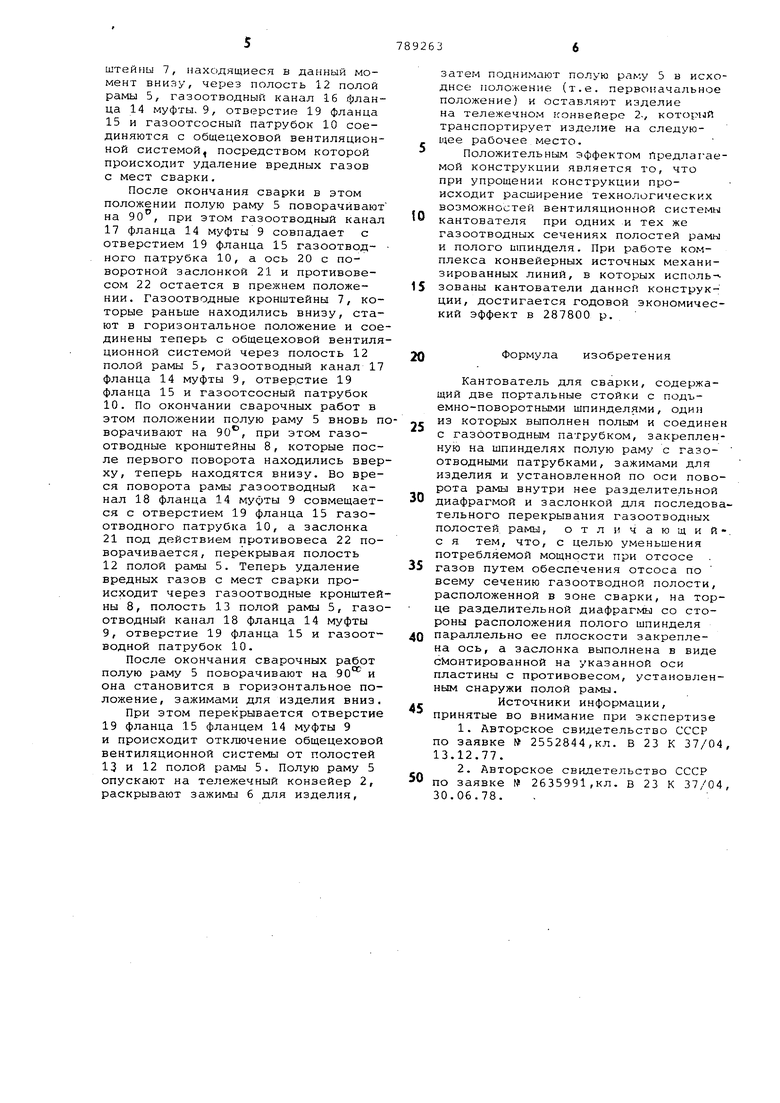
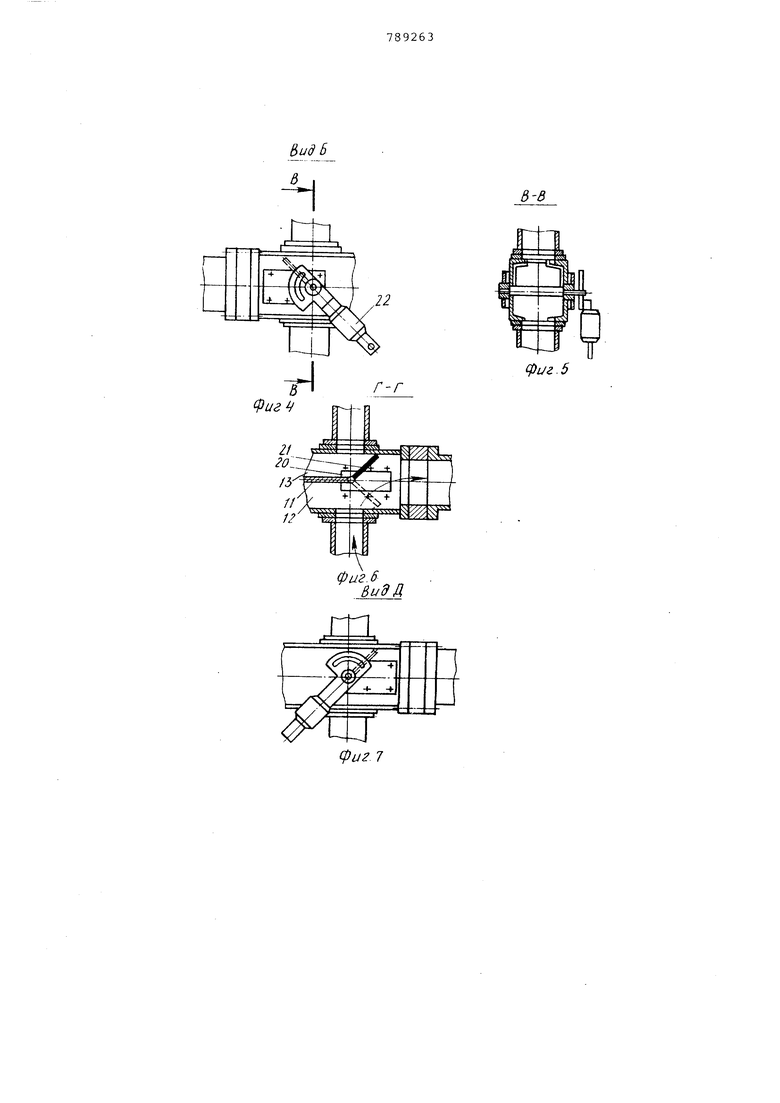
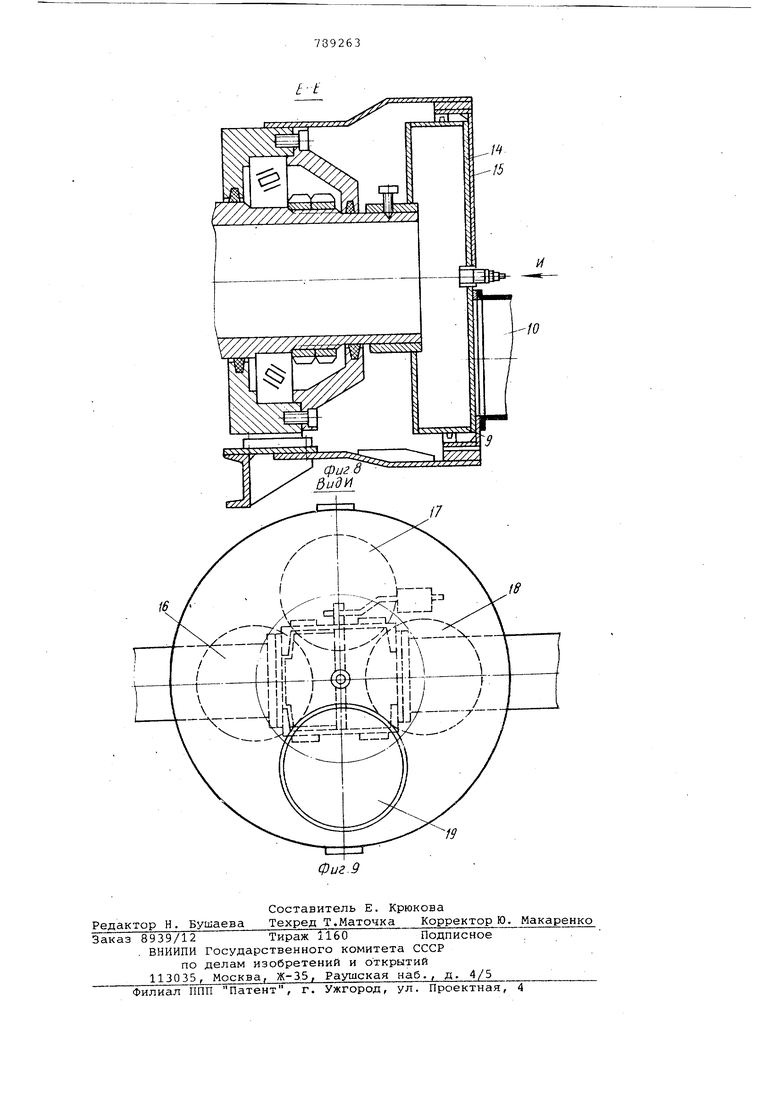
На фиг. 1 изображен кантователь в положении для сварки; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 то же, рама повернута на 180 ; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - сечение В-В на фиг. 4; на фиг. 6 - сечение Г-Г на фиг. 2; на фиг. 7 - вид Д на фиг. 2; на фиг.8сёчение Е-Е на фиг. 1; на фиг. 9 вид И на фиг, 8.
Кантователь для сварки содержит две стойки 1 портального типа, проемы которых предназначены для пропуска тележечного конвейера 2. На каждой портальной стойке 1 с возможностью подъема установлены поворотные шпиндели 3 и 4 ,причем шпиндель выполнен полым.Полая рама 5 с зажимами 6 для изделия жестко закреплена на шпинделях 3 и 4. В местах производства сварочных работ полая рама 5 снабжена газоотводными кронштейнами 7 и 8. Один конец шпинделя 4 свтчзан с полой рамой 5, а другой поредством муфты 9 - с газоотводным пат;руб«ом 10. В полости полой рамы 5 установлена разделительн-.я диафрагма 11, разделяющая последнюю на симметричные газоотводные полости 12 и 13. При этом фланец 14 муфты 9 установлен с возможностью поворота относительно фланца 15 газоотводного патрубка 10 и рабочего положения полой рамы 5. Муфта 9 после
установки полон рамы 5 в удобное . для сварки положение закрепляется.
Фланец 14 муфты 9 имеет соответственно количеству рабочих положений для сварки рамы 5 газоотводные каналы, в данном случае их показано три - 16, 17 и 18, совпадающие попеременно с отверстием 19 фланца 15 газоотводного патрубка 10 при установке полой рамы 5 в одно из рабочих положений.
На торце диафрагмы 11 со стороны расположения полого 01пинделя 4 паралельно ее плоскости установлена ось 20, на которой смонтированы поворотная заслонка 21, выполненная в виде пластины и ее противовес 22, причем центр тяжести противовеса 22 по отношению к поворотной заслонке 21 находится в той же плоскости, но по другую сторону оси 20, снаружи рамы.
Работа на кантователе в составе поточной линии осуществляется следущим образом.
Тележечный конвейер 2 через проемы стоек 1 портального типа подает изделие в рабочую зону кантователя, при этом полая рама 5 находится в горизонтальном положении над тележе ным конвейером 2. Зажимы 6 для изделий открыты. Газоотводные каналы 16-18 фланца 14 муфты 9 и отверстие 19 фланца 15 газоотводного патрубка 10 перекрыты - т.е. вентиляционная система кантователя отключена от общецеховой вентиляционной системы. Параллельная диафрагма 11 установленная на ее торце ось 20 в этом положении полой рамы 5 расположень перпендикулярно плоскости изделия, а смонтированная на ней поворотная заслонка 21 и ее противовес 22 могут занимать любое положение, перекрывая полностью одну из полостей
12или 13 полой рамы 5, так как вентиляционная система кантователя отключена от общецеховой благодаря определенному расположению фланца
14 с газоотводными каналами 16-18 по отношению к фланцу 15 с отверстием 19 газоотводного патрубка 10. Затем полую раму опускают на изделие и захватывают (фиксируют ) его зажимом 6 для изделия, после чего полую раму 5 с изделием поднимают на высоту, необходимую для кантования, поворачивают в удобное для сварки, положение. Одновременно начинается отсос вредных газов с зоны сварки.
При повороте газоотводный канал 16 фланца 14 муфты 9 совпадает с отверстием 19 фланца 15 газоотводного патрубка 10, а ось 20 под действием противовеса 22 заслонки 21 пворачивает ее, перекрывая полость
13полой рамы 5. Газоотводные кронштейны 7, находящиеся в данный момент внизу, через полость 12 полой рамы 5, газоотводный канал 16 фланца 14 муфты, 9, отверстие 19 фланца 15 и газоотсосный патрубок 10 соединяются с общецеховой вентиляционной системой, посредством которой происходит удаление вредных газов с мест сварки.
После окончания сварки в этом положении полую раму 5 поворачивают на 90 , при этом газоотводный канал 17 фланца 14 муфты 9 совпадает с отверстием 19 фланца 15 газоотводного патрубка 10, а ось 20 с поворотной заслонкой 21 и противовесом 22 остается в прежнем положении. Газоотводные кронштейны 7, которые раньше находились внизу, стают в горизонтальное положение и соединены теперь с общецеховой вентиляционной системой через полость 12 полой рамы 5, газоотводный канал 17 фланца 14 муфты 9, отверстие 19 фланца 15 и газоотсосный патрубок 10. По окончании сварочных работ в этом положении полую раму 5 вновь пворачивают на 90, при этом газоотводные кронштейны 8, которые после первого поворота находились вверху, теперь находятся внизу. Во вреся поворота рамы /-азоотводный канал 18 фланца 14 муфты 9 совмещается с отверстием 19 фланца 15 газоотводного патрубка 10, а заслонка 21 под действием противовеса 22 поворачивается, перекрывая полость
12полой рамы 5. Теперь удаление вредных газов с мест сварки происходит через газоотводные кронштейны 8, полость 13 полой рамы 5, газоотводный канал 18 фланца 14 муфты
9, отверстие 19 фланца 15 и газоотводной патрубок 10.
После окончания сварочных работ полую раму 5 поворачивают на 90° и она становится в горизонтальное положение, зажимами для изделия вниз.
При этом перекрывается отверстие 19 фланца 15 фланцем 14 муфты 9 и происходит отключение общецеховой вентиляционной системы от полостей
13и 12 полой рамы 5. Полую раму 5 опускают на тележечный конвейер 2, раскрывают зажимы б для изделия.
затем поднимают полую раму 5 в исходное положение (т.е. первоначальное положение) и оставляют изделие на тележечном конвейере 2-, которий транспортирует изделие на следующее рабочее место.
Положительным эффектом Предлагаемой конструкции является то, что при упрощении конструкции происходит расширение технологических возможностей вентиляционной системьт
кантователя при одних и тех же газоотводных сечениях полостей рамы и полого шпинделя. При работе комплекса конвейерных неточных механизированных линий, в которых исполь-5 зованы кантователи данной конструкции, достигается годовой экономический эффект в 287800 р.
Формула изобретения
20
Кантователь для сварки, содержащий две портальные стойки с подъемно-поворотными шпинделями, один
- из которых выполнен полым и соединен с газоотводным патрубком, закрепленную на шпинделях полую раму с газоотводными патрубками, зажимами для изделия и установленной по оси поворота рамы внутри нее разделительной
0 диафрагмой и заслонкой для последовательного перекрывания газоотводных полостей рамы, отличающий-. с я тем, что, с целью уменьшения потребляемо} мощности при отсосе
5 газов путем обеспечения отсоса по всему сечению газоотводной полости, расположенной в зоне сварки, на торце разделительной диафрагмы со стороны расположения полого шпинделя
0 параллельно ее плоскости закреплена ось, а заслонка выполнена в виде смонтированной на указанной оси пластины с противовесом, установленным снаружи полой рамы.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР по заявке № 2552844,кл. В 23 К 37/04, 13.12.77.
2.Авторское свидетельство СССР
по заявке № 2635991,кл. В 23 К 37/04, 30.06.78.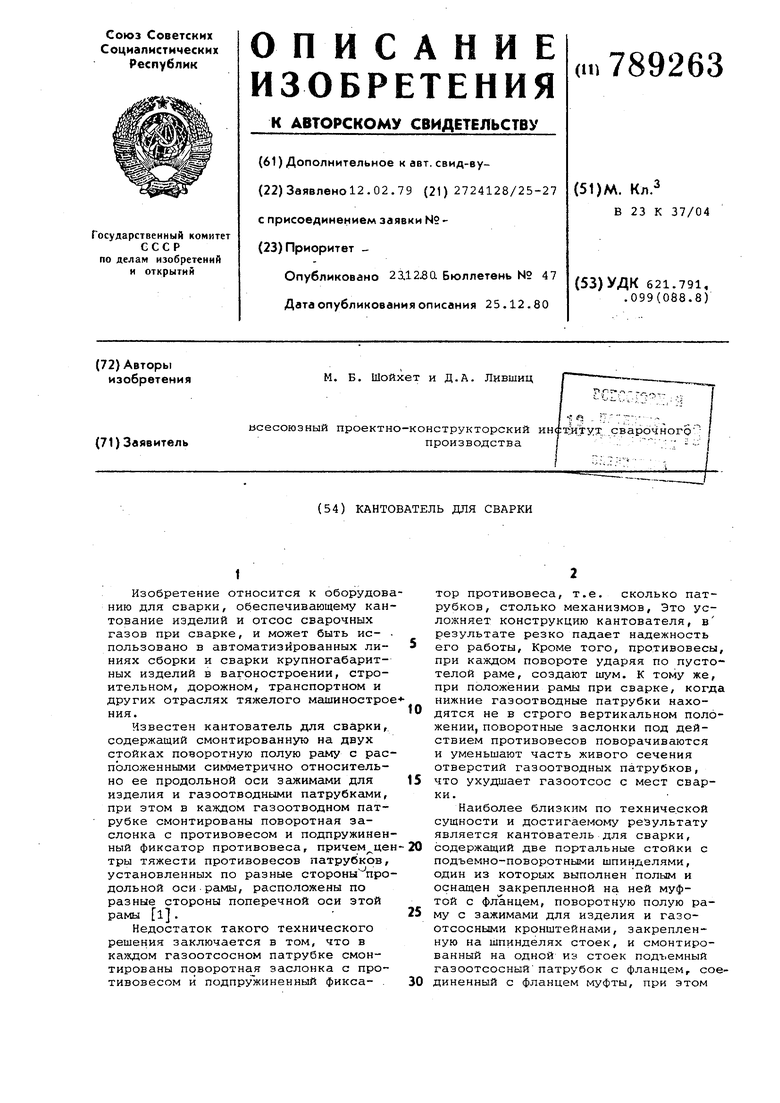
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь для сварки | 1977 |
|
SU695791A1 |
| Кантователь для сварки | 1980 |
|
SU927468A1 |
| Кантователь для сварки | 1977 |
|
SU733943A1 |
| Кантователь для сварки | 1984 |
|
SU1268354A1 |
| Агрегат для сборки и сварки элементовпРОдОльНОгО пРОфиля K пОлОТНищу | 1979 |
|
SU848227A1 |
| Кантователь | 1985 |
|
SU1299759A1 |
| Кантователь для сварки | 1980 |
|
SU946868A1 |
| Кантователь | 1983 |
|
SU1154068A1 |
| Кантователь изделий под сварку | 1983 |
|
SU1148747A1 |
| Стенд для сборки и сварки с местным отсосом газов | 1976 |
|
SU599946A1 |
А -А
А-А
9 иг 2
7
б
9иг.5
&-В
фиг. 5
фиг.6Вид Л
