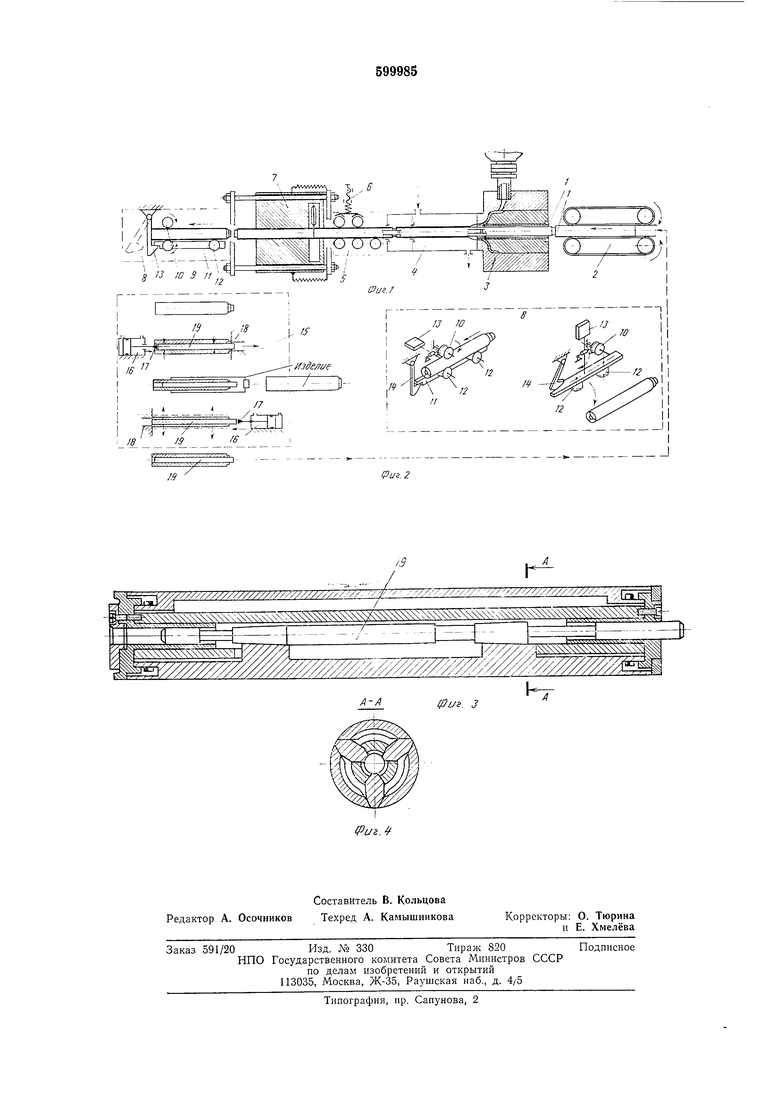
Лотнительными элементами, приемно-подающее устройство 5 с регулируемым фрикционным подтормаживающими ириспособлением 6, механизм 7 разделения изделий на оправках и механизм 8 расстыковки оправок. Последний выполнен в виде установленного на станине 9 приводного фрикционного элемента 10 (например, ролика или гусеницы) и расположенной под ним опрокидывающейся поворотной траверсы 11 с нижними опорными роликами 12. Траверса снабжена противовесом 13. Конец траверсы И взаимодействует с установленной щарнирно на станине 9 поворотной защелкой 14.
За механизмом расстыковки 8 установлен механизм 15 съема изделий и несоосно размещенных силовых цилиндров 16 с толкателями 17, соосно с каждым из которых установлены упоры 18. Оправки имеют центральный стержень 19.
Агрегат работает следующим образом.
С помощью механизма 2 подачи оправки в сомкнутом виде последовательно направляются сквозь дорн экструзиоиной головки 3, образуя при этом в зоне формования единый формующий инструмент. Из экструзионной головки 3 расплав от экструдера выходит в виде трубообразного экструдата (заготовки), охватывающего движущие в том же направлении сомкнутые оправки 1, которые перемещаются со скоростью, соответствующей скорости выхода заготовки. Непрерывно поступая на оправках в формующую камеру, заготовка обжимается вокруг оправок избыточным давлением подаваемого в формующую камеру 4 газа или жидкости, приобретая конфигурацию изделия.
По мере продвижения в камере 4 отформованных изделий вместе с оправками изделия охлаждаются и калибруются за счет сил усадки. При этом изделия объединяются в одну непрерывную заформовку с расположенными на ней с определенным шагом фигурными элементами. Приемно-подающее устройство 5, снабженное регулируемым подтормаживающим приспособлением 6, обеспечивает во взаимодействии с механизмом 2 подачи продвижение оправок в плотно состыкованном друг с другом по торцам состоянии. Далее изделия на оправках поступают в механизм 7 разделения, в котором происходит разрезание пластмассовой заформовки, что приводит к образованию на оправках отдельных изделий. Из механизма для разделения оправки с изделиями одна за другой получают ускоренное
движение вперед благодари более высокой скорости фрикционного элемента 10. При этом каждая оправка одна за другой по мере прохождения элемента 10 выходит из торцевого сцепления со следующей оправкой 1. При дальнейщем перемещении вперед отделенная от других оправка доходит до поворотной защелки 14, уиирается в нее и выводит из зацепления с траверсой И. Освобожденная от защелки 14 траверса И под действием веса оправки опрокидывается и сбрасывает последнюю. Освободившись от веса оправки, под действием противовеса 13 траверса 11 возвращается в исходное положение и вновь фиксируется защелкой 14. Далее оправка с изделием поступает в механизм 15 съема изделий с оправок 1. С помощью силового цилиндра 16 толкатель 17 нажимает на центральный стержень 19 оправки 1, который
входит в отверстие упора 18. Наружный диаметр оправки уменьшается и изделие легко снимается с нее.
Возврат центрального стержня 19 оправки в исходное положение осуществляется с помощью аналогичного цилиндра с толкателем. Затем оправка вновь направляется в механизм подачи и таким образом возвращается в технологический цикл. Предложенный агрегат по своим техникоэкономическим показателям прогрессивнее известного агрегата, имеет большую производительность, позволяет получать изделия лучшего качества за счет формования изделий на состыкованных оправках и практически исключить технологические отходы.
Формула изобретения
Агрегат для изготовления трубообразных
изделий сложной конфигурации из термопластов, содержащий последовательно размещенные на станине механизм подачи оправок, экструзионную головку, формующую камеру со штуцером подачи рабочего агента, механизм разделения изделий на оправках, механизм расстыковки оправок и механизм съема изделий с оправок, отличающийся тем, что, с целью повышения производительности агрегата, механизм расстыковки оправок выполней в виде установленного на станине приводного фрикционного элемента и поворотной траверсы с опорными роликами, соединенной с противовесом и взаимодействующей со смонтированпой на станине поворотной защелкой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для изготовления полых изделий | 1973 |
|
SU564970A1 |
| АГРЕГАТ ДЛЯ НАВИВКИ ПРУЖИН | 1993 |
|
RU2057611C1 |
| Автомат изготовления электрических катушек | 1987 |
|
SU1573478A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Станок для ротационного выдавливания изделий из трубчатых заготовок | 1975 |
|
SU751468A1 |
| Полуавтоматическая линия для производства стеклопластиковых изделий методом намотки | 1975 |
|
SU729075A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1977 |
|
SU660110A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
| Устройство для непрерывного изготовления труб из полимерного материала | 1977 |
|
SU729076A1 |
| Полуавтомат для холодной прокатки заготовок в торец | 1979 |
|
SU884809A1 |