Изобретение относится к электромашиностроению и может быть использовано при изготовлении электрических катушек.
Цель изобретения - расширение технологических возможностей путем намотки катушек на разъемный каркас и снижение стоимости изготовления катушек.
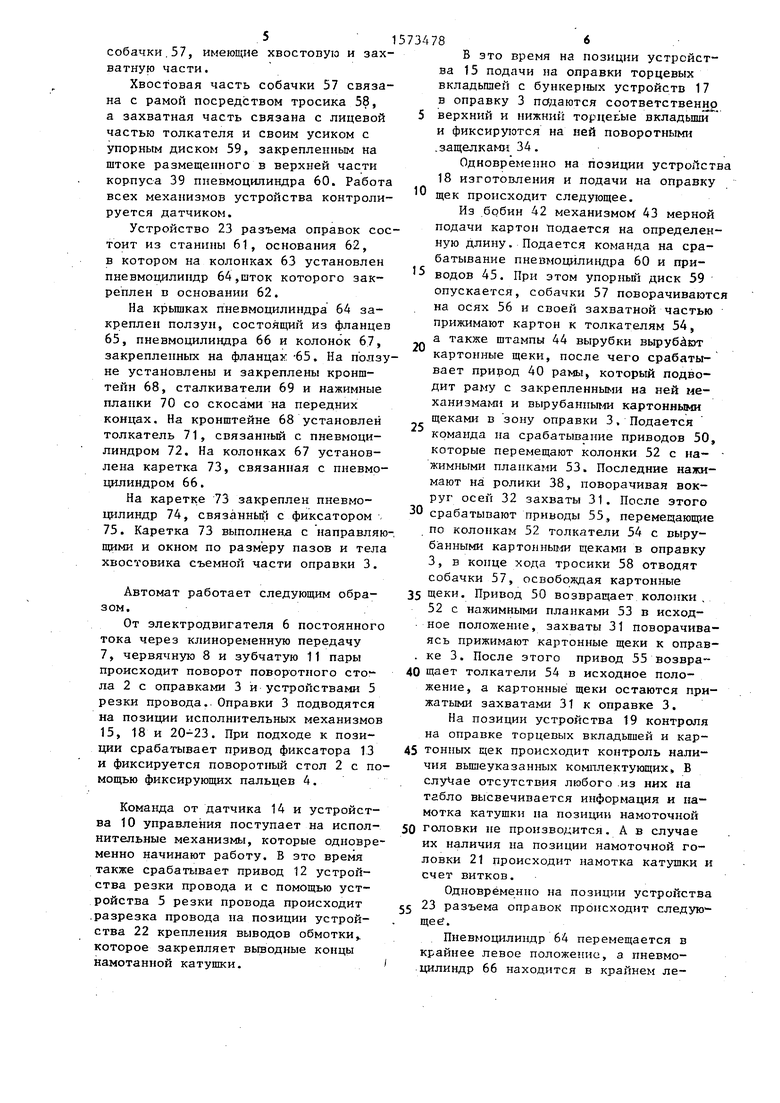
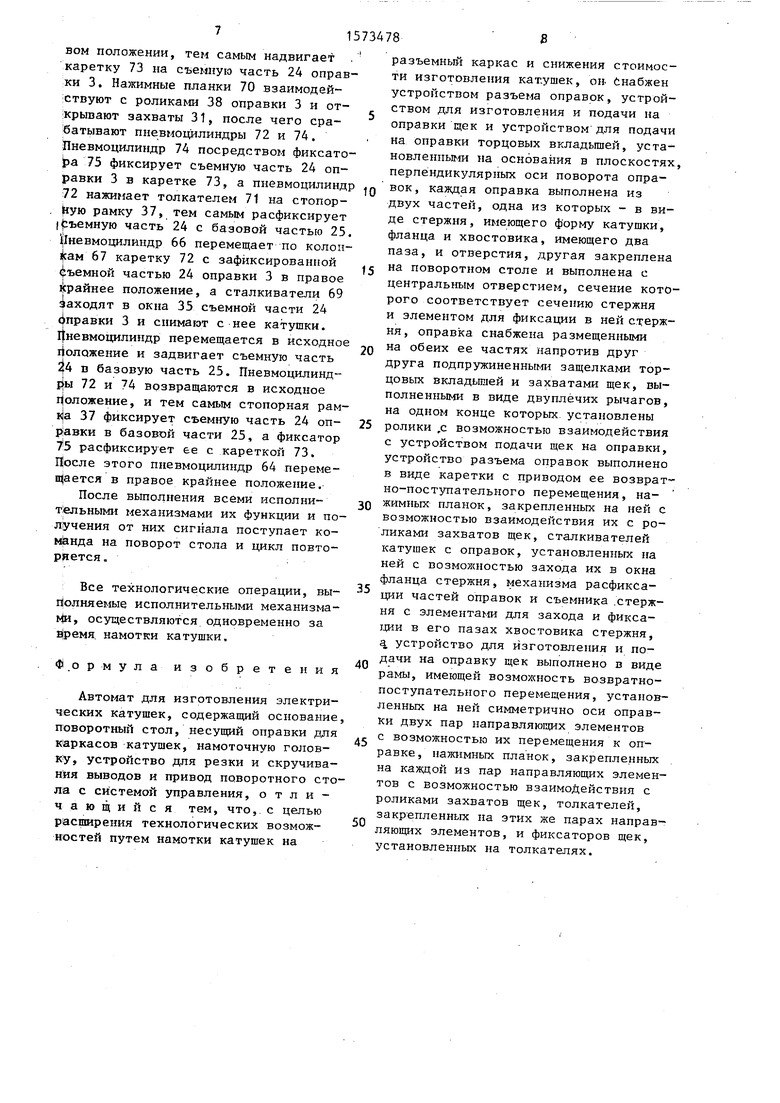
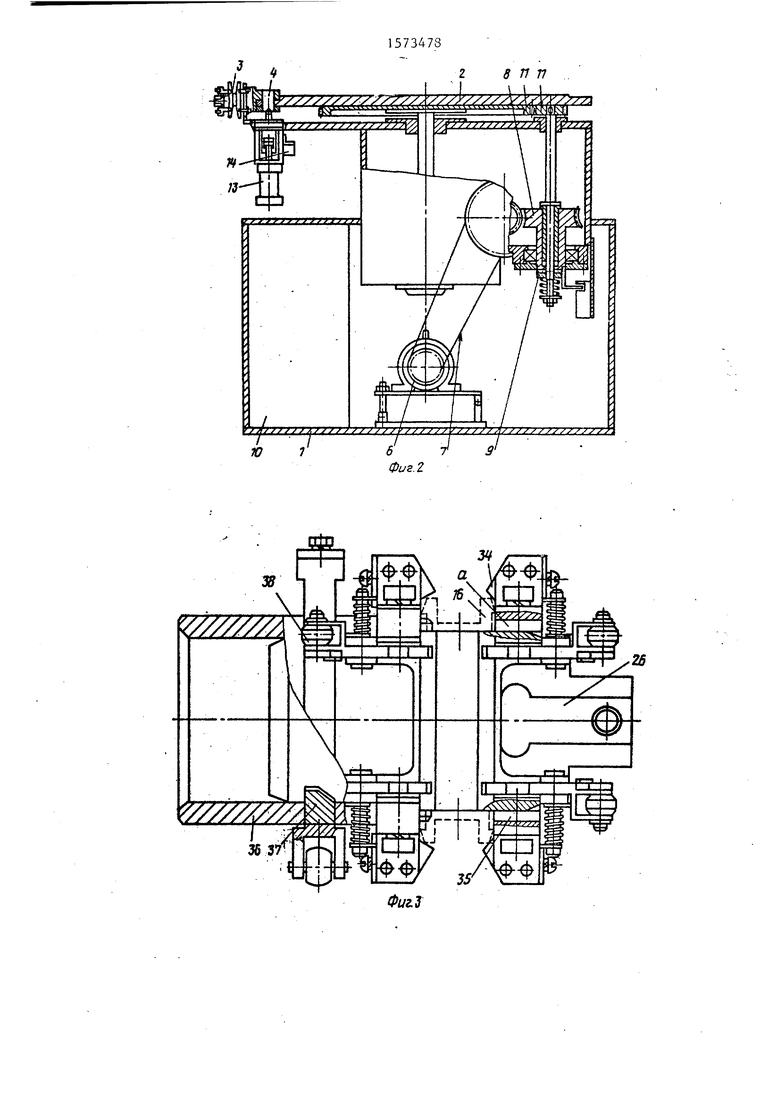
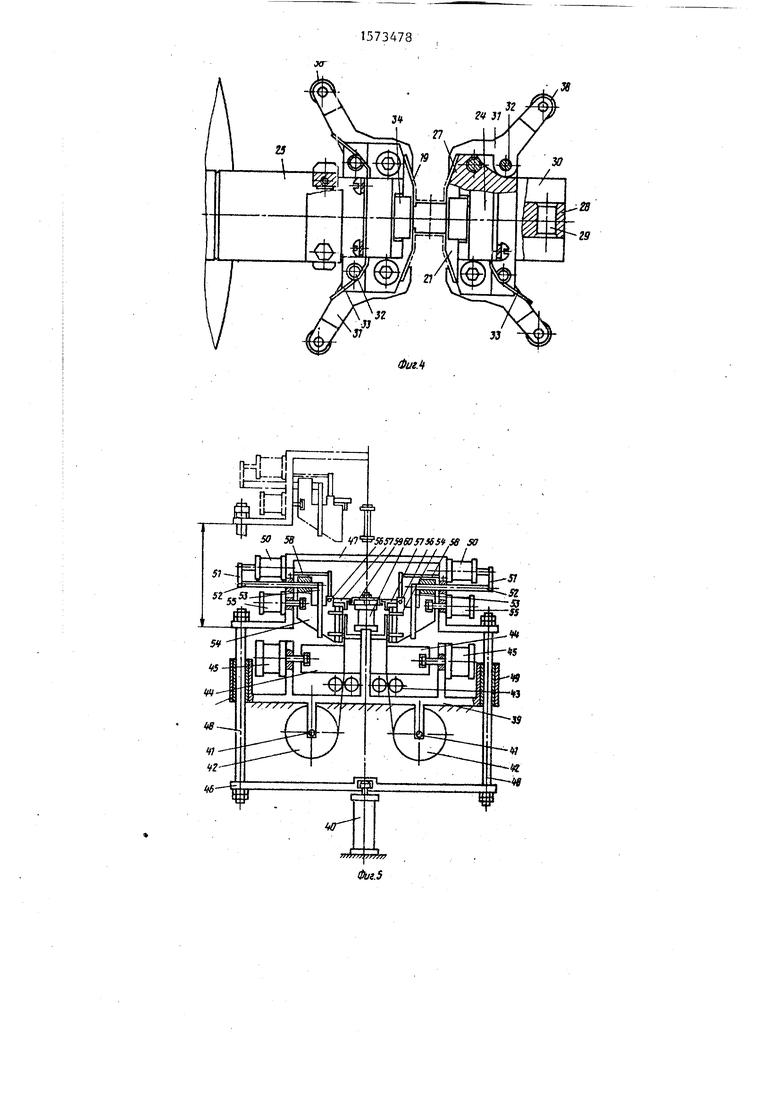
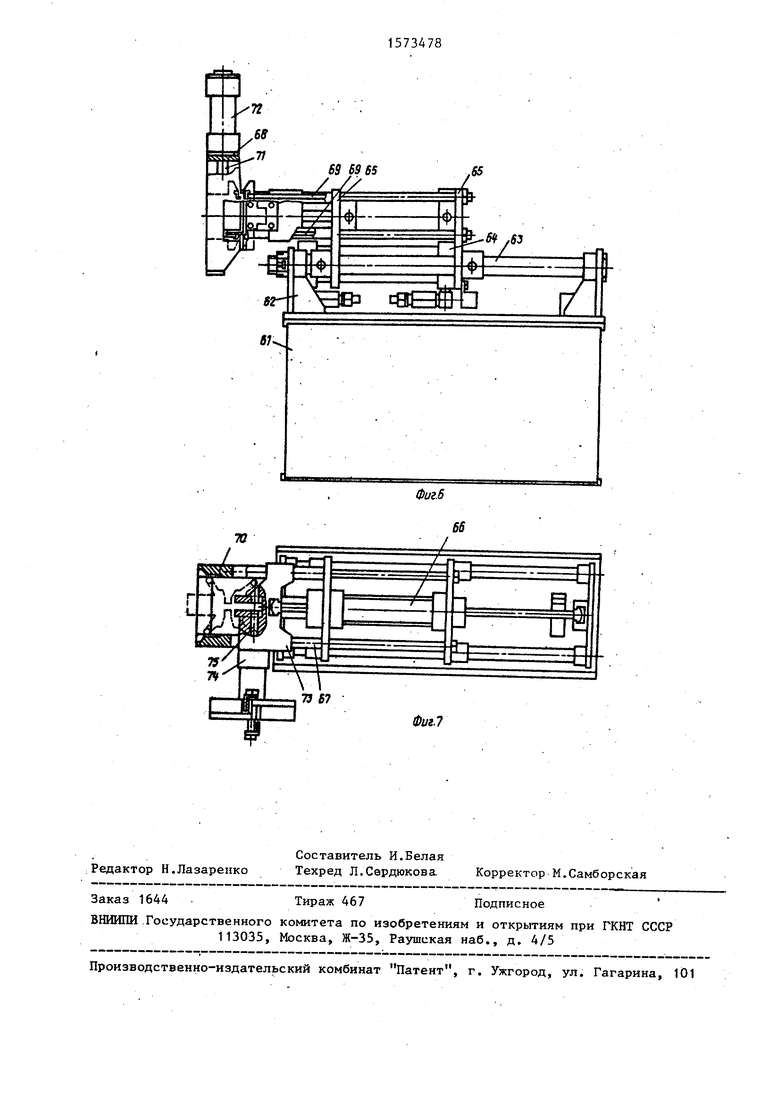
На фиг. 1 изображен автомат, общий вид; на фиг. 2 - поворотный стол с приводом и оправками для каркасов катушки; на фиг. 3 - разъемная оправка, общий вид; на фиг. 4 - то же, вид в плане; на фиг. 5 - устройство для изготовления и подачи щек; на фиг. 6 - устройство разъема оправок, общий вид; на фиг. 7 - то же, вид в плане.
Автомат для изготовления электрических катушек содержит основание 1, поворотный стол 2 с установленными на нем оправками 3, фиксирующими пальцами 4 и устройствами 5 резки провода, привод поворотного стола, {Состоящий из электродвигателя б постоянного тока, клиноременной передачи 7, червячной пары 8, муфты 9, устройства 10 управления, зубчатой пары 11; привод 12 устройства резки провода 5, привод 13 фиксатора, контролируемый датчиком 14, и исполнительные механизмы: устройство 15 подачи на оправку торцевых вкладышей 16 с бункерными устройствами 17, устройство 18 для изготовления и подачи на оправки картонных щек 19, устройство 20 контроля наличия на оправке торцевых вкладышей и щек, намоточную головку 21 с механизмом натяжения, устройство 22 крепления выводов обмотки, устройство 23 разъема оправок.
Стол 2 имеет восемь позиций, на которых стационарно установлены указанные устройства.
Оправка 3 выполнена разъемной и состоит (фиг. 3 и 4) из съемной части 24 и части 25, закрепленной на
поворотном столе Съемная часть состоит из стержня 26, изготовленного по форме внутреннего окна каркаса катушки, с пазом для фиксации, флан5 цем 27 и хвостовиком 28 прямоугольной формы с отверстием 29 и направляющими пазами 30, захватов 31, установленных на осях 32 и подпружиненных пружинами 33, подпружиненных поворотных заще0 лок 34 в виде прямоугольных окон 35 для прохода сталкивателей устройства 23 разъема оправок.(
Часть 25 оправки состоит из корпу- са 36 с фланцем, имеющим отверстие
5 по форме стержня съемной части, таких же, что и в съемной части захватов 31, установленных на осях 32 и подпружиненных пружинами 33, подпружиненных поворотных защелок 34.
0 В пазе корпуса 36 подвижно установлена стопорная рамка 37, которая своим выступом фиксирует съемную часть оправки в закрепленной. На концах захватов 31 установлены ролики 38.
5 Устройство для изготовления и подачи щек состоит из основания, на котором закреплен корпус 39 и привод 40 рамы. На основании закреплены втулки 41, на которых установлены
0 бобины 42 с картоном, а на корпусе 39 - механизмы 43 мерной подачи картона, выполненные в виде роликов, штампы 44 вырубки картонных щек с приводами 45. Привод рамы связан с 5 рамой, состоящей из нижней 46 и верхней 47 траверс, соединенных колонками 48, движущихся в направляющих втулках 49 корпуса 39. На верхней траверсе закреплены приводы 50, жестко связан- 50 ные посредством кронштейнов 51 с двумя парами колонок 52, на конце которых закреплены нажимные планки 53, по которым перемещаются трапецеидальные в поперечном сечении толка- re тели 54, связанные с приводом 55, последние закреплены на верхней траверсе 47.
В верхней части толкателей 54 закреплены на осях 56 подпружиненные
51
собачки 57, имеющие хвостовую и захватную части.
Хвостовая часть собачки 57 связана с рамой посредством тросика 58, а захватная часть связана с лицевой частью толкателя и своим усиком с упорным диском 59, закрепленным на штоке размещенного в верхней части корпуса 39 пиевмоцилиндра 60. Работа всех механизмов устройства контролируется датчиком.
Устройство 23 разъема оправок состоит из станины 61, основания 62, в котором на колонках 63 установлен пневмоцилиидр 64,шток которого закреплен в основании 62.
На крышках пневмоцилиндра 64 закреплен ползун, состоящий из фланцев 65, пневмоцилиндра 66 и колонок 67, закрепленных на фланцах -65. На ползуне установлены и закреплены кронштейн 68, сталкиватели 69 и нажимные планки 70 со скосами на передних концах. На кронштейне 68 установлен толкатель 71, связанный с пневмоци- линдром 72. На колонках 67 установлена каретка 73, связанная с пневмо- цилиндром 66.
На каретке 73 закреплен пневмо- цилиндр 74, связанный с фиксатором 75. Каретка 73 выполнена с направляющими и окном по размеру пазов и тела хвостовика съемной части оправки 3.
Автомат работает следующим обра- зон.
От электродвигателя 6 постоянного тока через клиноременную передачу 7, червячную 8 и зубчатую 11 пары происходит поворот поворотного сто- па 2 с оправками 3 и устройствами 5 резки провода. Оправки 3 подводятся на позиции исполнительных механизмов 15, 18 и 20-23. При подходе к позиции срабатывает привод фиксатора 13 и фиксируется поворотный стол 2 с помощью фиксирующих пальцев 4.
Команда от датчика 14 и устройства 10 управления поступает на испол- нительные механизмы, которые одновременно начинают работу. В это время также срабатывает привод 12 устройства резки провода и с помощью устройства 5 резки провода происходит разрезка провода на позиции устройства 22 крепления выводов обмотки,. которое закрепляет выводные концы намотанной катушки.
5
4
0 5
5
0 5
0
0
78«
Б это время на позиции устройства 15 подачи на оправки торцевых вкладышей с бункерных устройств 17 в оправку 3 подаются соответственно верхний и нижний торцевые вкладыши и фиксируются на ней поворотными защелками 34.
Одновременно на позиции устройства 18 изготовления и подачи на оправку щек происходит следующее.
Из бобин 42 механизмом 43 мерной подачи картон подается на определенную длину. Подается команда на срабатывание пневмоцилиндра 60 и приводов 45. При этом упорный диск 59 опускается, собачки 57 поворачиваются на осях 56 и своей захватной частью прижимают картон к толкателям 54, а также штампы 44 вырубки вырубают картонные щеки, после чего срабатывает привод 40 рамы, который подводит раму с закрепленными на ней механизмами и вырубанными картонными щеками в зону оправки 3. Подается команда на срабатывание приводов 50, которые перемещают колонки 52 с нажимными планками 53. Последние нажимают на ролики 38, поворачивая вокруг осей 32 захваты 31. После этого срабатывают приводы 55, перемещающие по колонкам 52 толкатели 54 с вырубанными картонными щеками в оправку 3, в конце хода тросики 58 отводят собачки 57, освобождая картонные щеки. Привод 50 возвращает колонки 52 с нажимными планками 53 в исходное положение, захваты 31 поворачиваясь прижимают картонные щеки к оправке 3. После этого привод 55 возвращает толкатели 54 в исходное положение, а картонные щеки остаются прижатыми захватами 31 к оправке 3.
На позиции устройства 19 контроля на оправке торцевых вкладышей и картонных щек происходит контроль наличия вышеуказанных комплектующих, В случае отсутствия любого из них на табло высвечивается информация и намотка катушки на позиции намоточной головки не производится. А в случае их наличия на позиции намоточной головки 21 происходит намотка катушки и счет витков.
Одновременно на позиции устройства 23 разъема оправок происходит следую - щееЧ
Пневмоцилиндр 64 перемещается в крайнее левое положение, а нневмо- цилиндр 66 находится в крайнем левом положении, тем самым надвигает . каретку 73 на съемную часть 24 оправки 3. Нажимные планки 70 взаимодействуют с роликами 38 оправки 3 и открывают захваты 31, после чего срабатывают пневмоцилиндры 72 и 74. Пневмоцилиндр 74 посредством фиксатора 75 фиксирует съемную часть 24 оправки 3 в каретке 73, а Пневмоцилиндр 72 нажимает толкателем 71 на стопор- hyro рамку 37, тем самым расфиксирует (Съемную часть 24 с базовой частью 25. lineвмоцилиндр 66 перемещает по колон- &ам 67 каретку 72 с зафиксированной Съемной частью 24 оправки 3 в правое крайнее положение, а сталкиватели 69 заходят в окна 35 съемной части 24 оправки 3 и снимают с нее катушки. ГЫевмоцилиндр перемещается в исходное Положение и задвигает съемную часть Й4 в базовую часть 25. Пневмоцилиндры 72 и 74 возвращаются в исходное Положение, и тем самым стопорная рамка 37 фиксирует съемную часть 24 оправки в базовой части 25, а фиксатор 75 расфиксирует ее с кареткой 73. После этого Пневмоцилиндр 64 перемещается в правое крайнее положение. После выполнения всеми исполнительными механизмами их функции и получения от них сигнала поступает команда на поворот стола и цикл повторяется.
Все технологические операции, выполняемые исполнительными механизмами, осуществляются одновременно за время намотки катушки.
Формула изобретения
Автомат для изготовления электрических катушек, содержащий основание поворотный стол, несущий оправки для каркасов катушек, намоточную головку, устройство для резки и скручивания выводов и привод поворотного стола с системой управления, отличающийся тем, что, с целью расширения технологических возможностей путем намотки катушек на
5
0
5
0
5
0
5
0
разъемный каркас и снижения стоимости изготовления катушек, он снабжен устройством разъема оправок, устройством для изготовления и подачи на оправки щек и устройством для подачи на оправки торцовых вкладышей, установленными на основания в плоскостях, перпендикулярных оси поворота оправок, каждая оправка выполнена из двух частей, одна из которых - в виде стержня, имеющего форму катушки, фланца и хвостовика, имеющего два паза, и отверстия, другая закреплена на поворотном столе и выполнена с центральным отверстием, сечение которого соответствует сечению стержня и элементом для фиксации в ней стержня, оправка снабжена размещенными на обеих ее частях напротив друг друга подпружиненными защелками торцовых вкладышей и захватами щек, выполненными в виде двуплечих рычагов, на одном конце которых установлены ролики „с возможностью взаимодействия с устройством подачи щек на оправки, устройство разъема оправок выполнено в виде каретки с приводом ее возвратно-поступательного перемещения, нажимных планок, закрепленных на ней с возможностью взаимодействия их с роликами захватов щек, сталкивателей катушек с оправок, установленных на ней с возможностью захода их в окна фланца стержня, механизма расфикса- ции частей оправок и съемника стержня с элементами для захода и фиксации в его пазах хвостовика стержня, а устройство для изготовления и подачи на оправку щек выполнено в виде рамы, имеющей возможность возвратно- поступательного перемещения, установленных на ней симметрично оси оправки двух пар направляющих элементов с возможностью их перемещения к оправке, нажимных планок, закрепленных на каждой из пар направляющих элементов с возможностью взаимодействия с роликами захватов щек, толкателей, закрепленных на этих же парах направляющих элементов, и фиксаторов щек, установленных на толкателях.
У///////Л
к
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления электрических катушек | 1978 |
|
SU792321A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Автомат для изготовления электрических катушек | 1980 |
|
SU892491A1 |
| Автомат для изготовления электрических катушек | 1978 |
|
SU792322A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |
| Агрегатный станок для изготовления стеклопластиковых труб | 1979 |
|
SU921870A1 |
| Полуавтоматическое устройство для сборки подвижной системы громкоговорителей | 1970 |
|
SU376036A1 |
| Станок для изготовления электрических катушек | 1978 |
|
SU744749A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU1065973A1 |
| Устройство для изготовления гиперболоидных контактных узлов Карташева В.В. | 1987 |
|
SU1554058A1 |
Изобретение относится к электромашиностроению и может быть использовано при изготовлении электрических катушек. Целью изобретения является расширение технологических возможностей путем намотки катушек на разъемный каркас и снижение стоимости изготовления катушек. Для этого автомат снабжен устройством 23 разъема оправок, устройством 18 для изготовления и подачи на оправки шек, устройством 15 для подачи на оправки торцовых вкладышей с бункерами 17 и устройством 20 контроля наличия на оправке торцовых вкладышей и шек. Каждая оправка выполнена из двух частей: съемной и закрепленной на поворотном столе. Устройство 23 осуществляет расфиксацию частей оправок и сталкивание готовой катушки с оправки. 7 ил.
U U 8
gmZSl
13 9
со r- ±
ГО
С; $«W 1$
8; $
5 Si
70
65
Фиг.
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для изготовления электрических катушек | 1973 |
|
SU474859A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
