Изобретение относится к лите1шому производству и предназначено для изготовления моделей в нроизводстве литья но выплавляемым моделям.
Известна форма для литья под давлением с двухступенчатым выталкивателем, которое достигае1-ся введение м в конструкцию колонки с фигурными прорезями, соединяемой периодически посредством штифта с двумя втулками, которые кренятся в плитах. Aiexaнизм выталкивания характеризуется сложностью даже при изготовлении одной детали в пресс-форме, а в случае изготовления многогнездной пресс-формы потребуегся ввести еще ряда деталей. 1J
Наиболее близким решением является форма с двухступенчатым выталкиванием отливок, включаюш.ая подвижную от привода и ненодвижиую нолуформы и механизм выталкивания, выполненный в виде двух групп толкателей, связанных через нлиты с приводом машины, причем одна из плит тол1сателей связана с приводом носредством штырей, нроходяш,их через плиту цилиндра с зазором, по длине онределяюш,им разницу хода срабатывания толкателей 2. Такая конструкция механизма выталкивання обеспечивает в начальный период перемещение одной группы толкателей, а после выбора зазора - совместную работу обеих групп толкателей.
Однако такая конструкцпя формы не обеспечивает сохранность выплавляемых моделей при их удаленни из пресс-формы.
С целью предотвращения поломок разиовысотных моделей при извлечении из прессqjopMbi одна из плит связана с опорной плптоп через упругие элементы и енабл ена ограничителем хода, а другая - связана с прпводол перемещения.
Создание независимого хода каждой плпты с толкателями обеспечивает обратный известному цикл двухступенчатого выталкивания: в начальный нерпод сппхронно движутся обе группы толка гелей, а затем нродоллхает движение TO.ibKo одна группа.
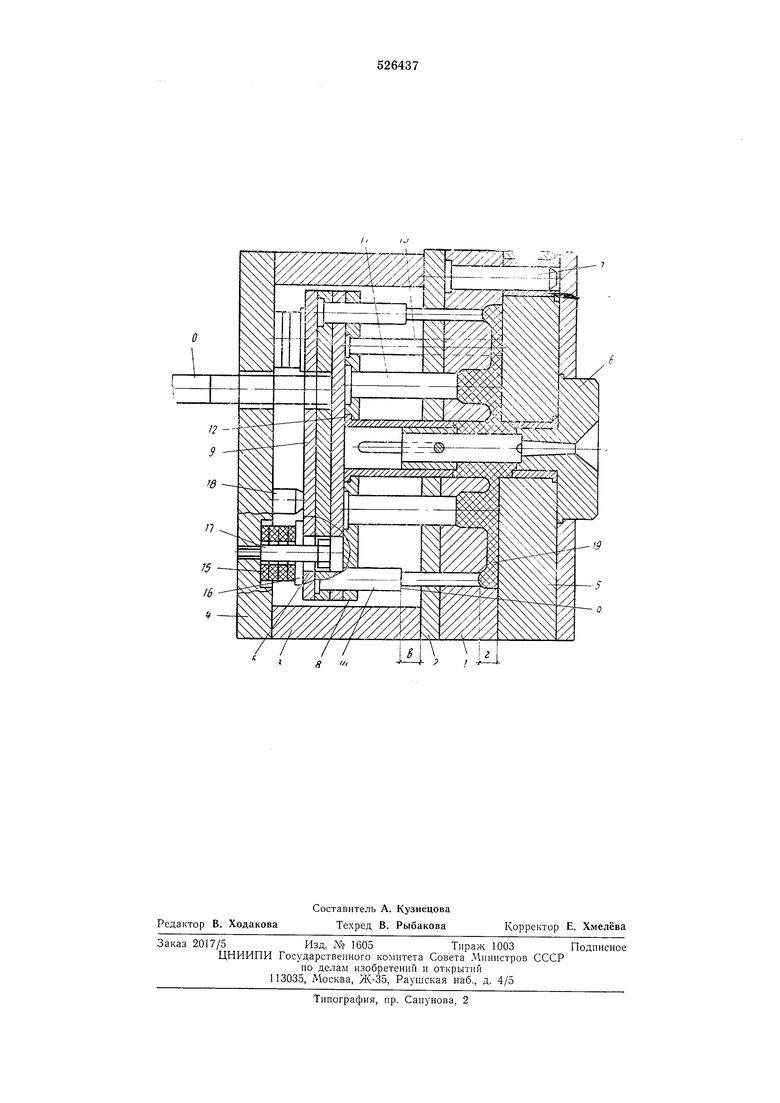
Иа чертеже представлена предлагаемая пресс-форма в разрезе.
iipece-форма состоит из неподвижной и подвижной полуформы. Неподвижная полуформа содержнт неподвижную матрицу 1, прикренленную к подкладной плите 2, и при полющи стоек 3 соединена с опорной плито11 4. Иодвил ная полуформа содерл ит подвилсную матргщу 5 и фланец 6 с отверстием для запрессовки .модельного состава. Ненодвил ная нолуформа содерл пт таклсе направляющие штыри /.
Механпз BbiTaviKHBaHHH моделей выполнен в виде двух плит 8 и 9. Плита 8 евязана с толкателем 10 машины и имеет группу выталкивателей 11 и центральный выталкиватель 12, осуществляющих наибольщий ход. Кроме того, в этой плите прикреплены контртолкатели 13. Плита 9 содержит группу толкателей 14, предназначенных для осуществления наименьшего хода и имеющих заплечики а, являющиеся ограничителями рабочего хода толкателей.
Между плитой 9 и опорной плитой 4 расположены резиновые упругие элементы 15, предварительно сжатые через шайбы 16 винтами 17, а в плитах имеются отверстия б для захода в них выступающей части винтов при перемещении плит до упоров 18, расположенных на опорной плите 4.
Пресс-форма работает следующим образом. чЗакрытие пресс-формы осуществляется перемещепием матрицы 5 под действием привода машипы. При этом через контртолкатели i6 происходит перемещение плиты и, а следовательно, и плиты У, которые сжимают упругие элементы ib на величину в, которая примерно равна высоте модели г. В процессе сжатия упругих элементов головки винтов Г/ входят в отверстия б плит.
ь закрытом состоянии в пресс-форму через отверстие фланца b производится запрессовка модельного состава и после соответствующего цикла, необходимого для затвердевания модели 19, пресс-форма раскрывается. При этом подвижная матрица 5 отходит вправо. Ь случае достаточности усилия сжатых упругих элементов 1о для выталкивания модели 1У плиты 8 и 9 начнут синхронно перемещаться вправо до подхода к плите 8 толкателя 10 машины. И пройдя расстояние, равное величине в, плита 9 с толкателями 14 остановится, а толкатель 10 продолжит перемещение плиты 8 с выталкивателями 11 до полного удаления модели из пресс-формы. Если же усилия сжатых резиновых колец будет не достаточно
для выталкивания модели 19, то плиты 8 и 9 синхронно начнут перемещаться с момента взаимодействия толкателя 10 с плитой 8. Плита 9 будет двигаться под действием упругих свойств сжатых резиновых элементов 15. только толкатели 14 упрутся своими заплечиками а в подкладную плиту 2, они остановятся, а плита 8 с выталкивателями 11 и 12 продолжат движение на величину, необходимую для полного удаления модели 19 из матрицы. Центральным выталкиватель 12 оказывает действие на литниковую втулку моделей при перемещении плиты 8. Обеспечиваемый пресс-формой цикл работы
толкателей исключает иоломку моделей при удалении из пресс-формы.
Формула изобретения
1. Пресс-форма для изготовления выплавляемых моделей, содержащая подвижпую и неподвижную полуформы, опорную плиту и механизм двухступенчатого выталкивания отливок, состоящий из двух групп толкателей смонтированных на плитах, отличающаяся тем, что, с целью предотвращения поломок разновысотпых моделей при извлечении из пресс-формы путем создания независимого
хода каждой группы толкателей, одна из плит
через упругие элементы связана с опорной
плитой и снабжена ограничителем хода, а
другая - связана с приводом перемещения.
2. Пресс-форма по п. 1, отличающаяся
тем, что упругие элементы выполнены в виде резиновых колец.
Источники информации, принятые во внимание при экспертизе:
1. Патент США Л 3572424, кл. 164-344, 1971. 2. Патент Японии № 12124, кл. 11В 01, 1969.
/I /I гS «
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU831284A2 |
| Пресс-форма | 1978 |
|
SU770643A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1281336A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU582048A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1344497A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU601074A1 |
| Литьевая форма с двухступенчатой выталкивающей системой | 1988 |
|
SU1597280A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2110360C1 |