,леи и создания в зоне сварки неооходимои среды.
Поставленная цель достигается тем, что устройство снабл ено промежуточной разъемной камерой, состоящей из двух частей, и рессиваром. Од-на часть промежуточной камеры установлена на корпусе враш;ателя соосно с ним и связана через клапан с рессивером, а другая часть камеры установлена на протпвоположном торце камеры с возможностью перемещения вдоль оси шпипдел:я и соосно с первой.
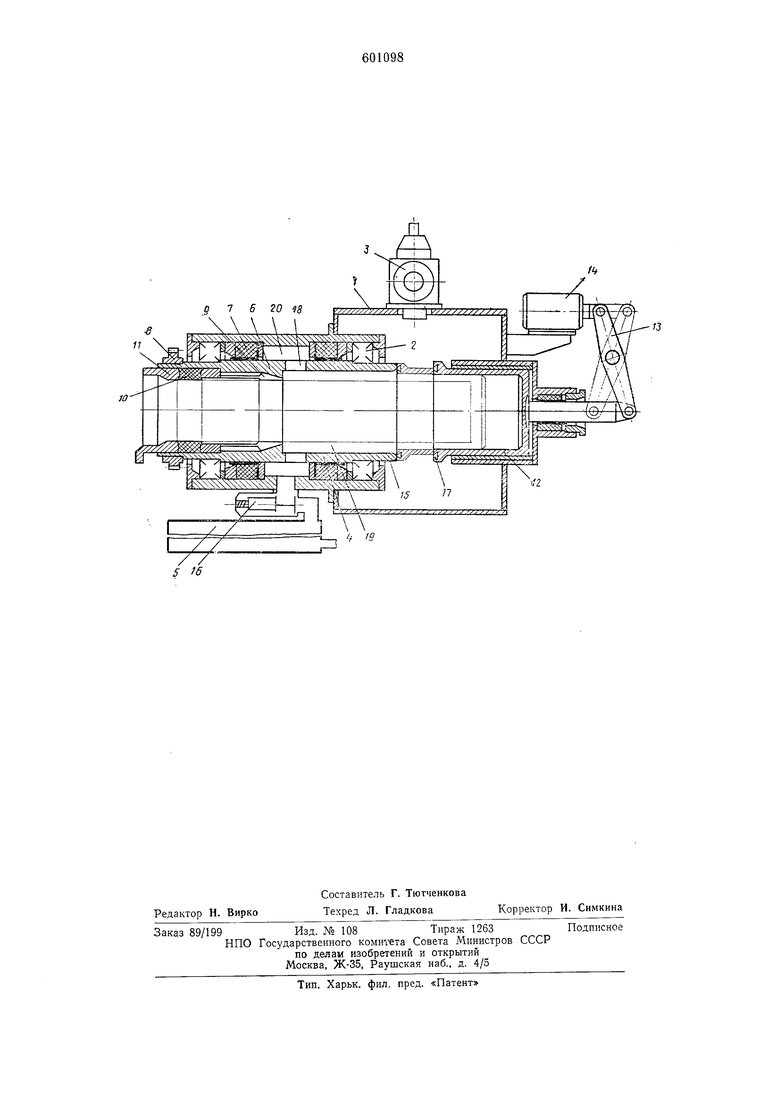
Па чертеже изображено устройство в разрезе. Оно состОИт из сварочной камеры / с вращателем 2, электроннолучевой пушки 3, промежуточной камеры 4 и рессивера 5. Вращатель содержит щппндель 6, установленный на подшипниках качения, вакуумяое уплотнение 7, приводную шестерню 8, цангу 9 и уплотнение 10 с нрижимом //. Промежуточная камера выполнена «з двух частей, одна ча.сть 12 которой установлена с возможностью осевого перемещения внутри сварочной камеры вдоль оси Щ|пинделя и связана посредством рычага 13 с электромагнитом 14. Другая часть 15 промежуточной камеры выполнена в корпусе вращателя и связана через клапан 16 с рессивером. Уплотнение /7 между частями 12 и 15 герметизирует камеру 4. В корпусе шпинделя выполнены отверстия 18 для сообщения полостей 19 и 20 промежуточной камеры. Рессивер и сварочлая камера / соедн1;ены с вакуумирующей системой (па чертеже Tie показана).
Устройство работает следующим образом. Перед установкой изделия цанга 9 и уплотнение 10 разжаты. Часть 12 промежуточной камеры устаноБлела в крайнем левом положении, при котором уплотнение /7 герметизирует полость 19 относительно полости сварочной камеры 1. Клапан 16 перекрывает полость рессивера от полости 20. В сварочной камере и рессивере подготавливают требуемую контролируемую атмосферу. Изделие устанавливают в щпиндель вращателя и герметизируют по наружной пО|Верхности уплотиепием 10 при помощи прижима // (привод арижима 11 на чертеже не показан). Прижим 11, перемещаясь вправо, сжимает уплотиецие 10 и зажимает цаигу 9. Включают клапан 16, который раскрывает вакуумпровад между ресоивером 5 и промежуточной
камерой 4. В полостях рессивера и промежуточной камеры атмосферы выравниваются (их состав соответствует рабочему). ВключаЕот электромагнит 14, который при помощи
рычага 13 перемещает часть 12 камеры 4 в крайнее правое положение, раскрывая таким образом стык изделия. Включают привод шестерни 8 (на чертеже не показан) и производят сварку изделия. После сварки часть
12 камеры возвращают в крайнее левое положение путем отключения электромагнита, перекрывают клапаном 16 вакуумпровод между рессивером 5 и камерой 4, разжимают цаигу 9 и уплотпение 10 и извлекают сзаренное изделие. При этом в камере / и рессивере контролируемая атмосфера не нарущается, поэтому можно сразу же загружать следующее изделие.
Ф о р м л а изобретения
Устройство для сварки длинномерных изделий в контролируемой атмосфере, содержащее камеру, ввод для сварки длинномерных изделий, смонтированный на одном из торцов Камеры, состоящий из корпуса, вращателя со шпинделем и системы уплотнения, отличающееся тем, что, с целью повыщения производительности устройства за
счет быстрой загруз ки и выгрузки свариваемых деталей и создания в зоне сварки необходимой среды, оно снабжено промежуточной разъемной камерой, состоящей из двух частей, и рессивером, причем одна часть промежуточной камеры установлена на корпусе вращателя сооспо с ним и связана через клапан с рессивером, а другая часть камеры установлена на противоположном торце камеры с возможностью перемещения вдоль
оси шпинделя и соооно с первой.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР До 284221, кл. В 23 К 9/16, 1968.
2.Н. А. Ольшанский и Ф. В. Шубин. Оборудование для электроннолучевой сварки, N., 1967, с. 84-87.
3.Авторское свидетельство СССР № 327981, кл. В 23 К 15/00, 1968.
4.Авторское свидетельство СССР ЛГо 288954, кл. В 23 К 9/16, 1969.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электронно-лучевой сварки | 1985 |
|
SU1327385A1 |
| Устройство для сварки | 1986 |
|
SU1398260A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ | 1972 |
|
SU327981A1 |
| Способ сварки длинномерных трубчатых изделий в контролируемой атмосфере и устройство для его осуществления | 1986 |
|
SU1380092A1 |
| УСТРОЙСТВО для СВАРКИ ПОВОРОТНЫХ стыков | 1970 |
|
SU284221A1 |
| Устройство для электроконтактной наплавки изделий в контролируемой атмосфере | 1986 |
|
SU1712101A1 |
| Устройство для сварки кольцевых швов цилиндрических изделий | 1981 |
|
SU996149A1 |
| Автомат для контактной стыковой сварки трубчатой оболочки твэлов с заглушкой | 1987 |
|
SU1490829A1 |
| Устройство для сварки трением | 1981 |
|
SU1016119A1 |
| УСТРОЙСТВО для ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ КОЛЫ1,ЕВ^;1Х ШВОВ ТРУБ | 1965 |
|
SU174743A1 |