- 1::
Изобретение относится к устройствам для сварки в вакууме или контролируемой атмосфере, в частности может быть использовано при электроннолучевой сварке поворотных стыков цилийдрических изделий в вакууме.
Известно устройство для сварки кольцевых швов цилиндрических изделий, которое содержит вакуумйую камеру, сварочную установку, сменный мйогопозицйонйый вращатель для закрепления и вращения .Сва- риваемых изделий, выполненный в виде многощпиндельнрго барабана, щпиндели которого снабжены зубчатыми колесами, находящимися в зацеплейиу с центральным зубчатым колесом, осу1Дествляющим вра щение шпинделей при заторможенйоы барабане и поворачивающем барабан при освобождении стопора 1.
Недостатком известного устройства является сложность конструкции и.элементов управления стопором, используемым для смены позиции изде.лйя и вращения изделий в процессе сварки при одностороннем направлении вра.щения в наличии электромагнитных устройств, рычажных систем,, дополнительных вакуумплотных вводов и других механизмов.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для сварки кольцевых щвов цилиндрических изделий, содержащее смонтированн-ые в вакуумной камере сварочный инструмент и многопозиционный манипулятор, выполненный в виде поворотного барабана со шпинделем на-каждой позиции, опррного диска, взаимодействующего
10 с ним упора для фиксации барабана на каждой позиции и реверсивного привода для вращения шпинделей и смены позиций барабана 2.
Однако для затормаживания барабана 15 применен тормоз со схемой его управления, требующей дополнительного вакуумного ввода, что усложняет конструкцию.
Целью изобретения является упрощение конструкции.
Цель достигается тем, что -в устройстве
20 для сварки кольцевых щвов цилиндрическил изделий, содержащем смонтированные в вакуумной камере сварочный инструмент и многопозиционный манипулятор, выполненный в виде поворотного барабана со
шпинделями на каждой позиции, опорного диска, взаимодействующего с ним упора для фиксации барабана на каждой позиции и реверсивного привода для вращения щпинделей и смены позиций барабана, на каждом щпинделе смонтирован фрт1кциойный элемент, опорный диск выполнен в виде храпового колеса, закрепленного на барабане, упор выполнен в виде собачки, смонтированной в корпусе вакуумной камеры.
Барабан оснащен регулируемыми призматическими ложементами, установленными на каждой его позиции.
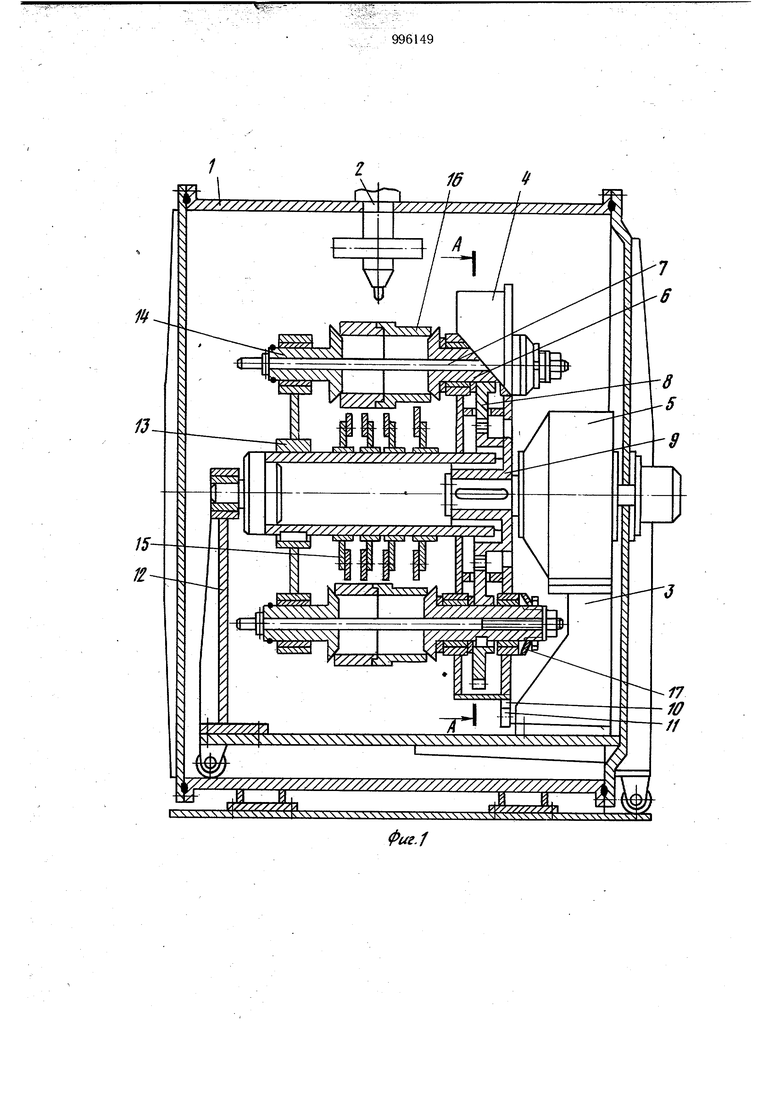
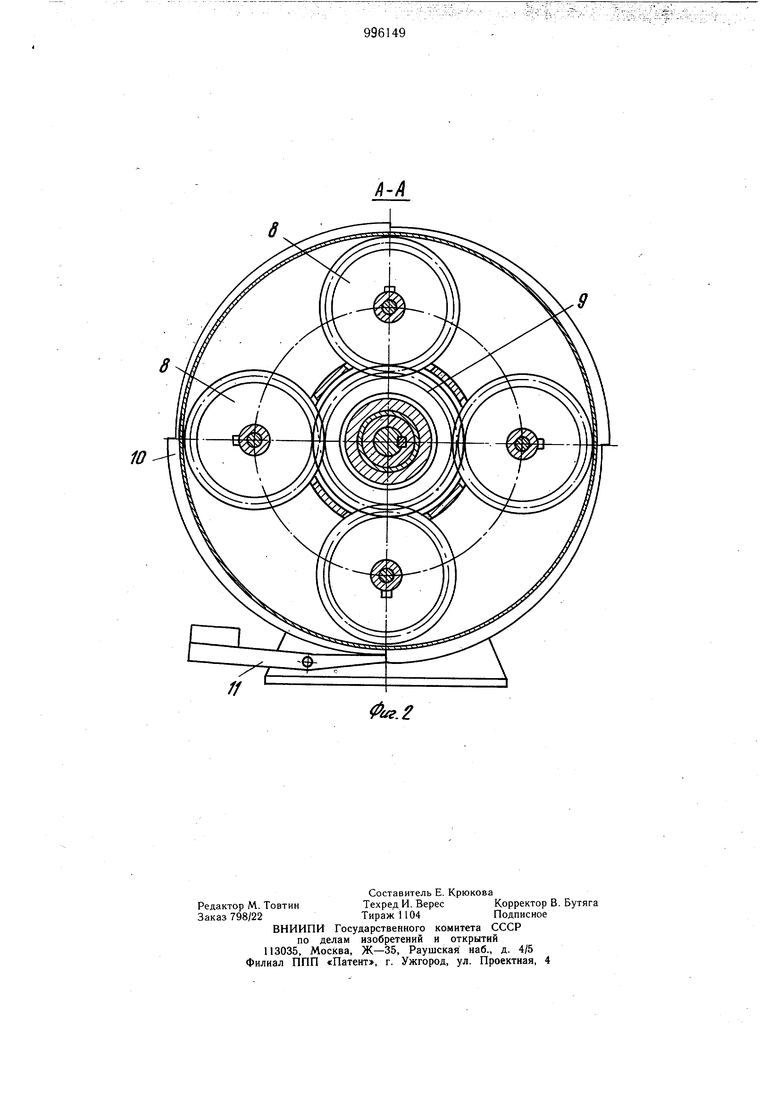
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1
Устройство для сварки кольцевых щвов цилиндрических изделий содержит вакуумную камеру 1, сварочный инструмент 2, например, электроннолучевую установку, и многопозиционный манипулятор 3. Манипулятор 3 содержит барабан 4, смонтированный на выходном валу привода 5 для вращения щпинделей 6 и смены позиций барабана. Шпиндели 6 закреплены на каждой позиции барабана. 4 и снабжены оправками 7. На щпинделях закреплены зубчатые колеса 8, находящиеся в зацеплении с центральным зубчатым колесом 9, расположенным на валу привода 5. На барабане смонтирован опорный диск, выполненный в виде храпового колеса 10, а в корпусе камеры щарнирно установлен упор, выполненный в виде собачки 11 с противовесом. На опоре 12 манипулятора смонтирован диск 13 с поддерживающими пустотелыми центрами 14. На барабане смонтированы также сменные с регулируемым вылетом призматические ложементы 15 для изделий 16. На шпинделях 6 смонтированы фрикционные элементы 17, обеспечивающие величину момента сопротивления вращению щпинделей 6 большую момента сопротивления вранХения барабана 4.
Устройство работает следующим образом.
При открытой вакуумной камере 1 и сдвинутых поддерживающих пустотелых центрах 14 устанавливают изделия 16, подлежащие сварке, на призматические ложементы 15. Через пустотелый центр 14, изделие 16 и щпиндель 6 пропускают оправку 7 и закрепляют ее. Затем поворачивают барабан 4 на угол, соответствующий углу между установочными позициями, закрепляют следующее изделие 16 и так далее.
Установив все изделия 16, камеру 1 герметизируют, выверяют положение стыка и сварочного инструмента 2, и при достижении необходимого остаточного давления, сообщают соответствующее направление вращения валу привода 5, манипулятора 3, при котором, ввиду меньщего момента сопротивления вращению барабана 4 по сравнению с суммарным моментом сопротивления шпинделей 6, определяемым фрикционными элементами 17, осуществляют доворот барабана 4, и, соответственно, одного из изделий 16 до позиции сварки, которая определяется положением барабана 4 при остановке посредством взаимодействия храпового колеса 10 и собачки 11. С остановкой барабана 4 начинается вращение изделий 16 и процесс сварки. После сварки одного изделия 16 производят установку другого на эту позицию путем сообщения валу привода 5 противоположного направления вращения. При
этом барабан 4 поворачивают на угол больший угла между установочными позициями или, соответственно, угла между зубьями храпового колеса 10 и вновь очередным изменением направления вала привода 5 осуществляют доворот барабана 4 или соответственно следующего изделия 16 до позиции сварки, которая определяется положением барабана 4 при остановке осуществляемой взаимодействием храпового колеса 10 и собачки 11. Далее цикл работы повторяет0 ся. Снятие свариваемых изделий 16 осуществляют в порядке, обратном загрузке. В случае смены номенклатуры свариваемых изделий 16 производят смену барабана 4 или его снятие.
Такое конструктивное выполнение устройства позволяет избежать сложных элементов управления упором, дополнительных вакуумных вводов, электромагнитного привода сложных рычажных систем и обеспечивает вращение свариваемых изделий и сме0 ну изделий на позиции сварки путем реверсирования привода.
Формула изобретения
1.Устройство для сварки кольцевых швов 5 цилиндрических изделий, содержащее смонтированные в вакуумной камере сварочный инструмент и мнбгопозиционный манипулятор, выполненный в виде поворотного барабана со шпинделями на каждой позиции, опорного диска, взаимодействующего с ним упора для фиксации барабана на каждой позиции и реверсивного привода для вращения щпинделя и смены позиций барабана, отличающееся тем, что, с целью упрощения конструкции, на каждом шпинделе смонти5 рован фрикционный элемент, опорный диск выполнен в виде храпового колеса, закрепленного на барабане, а упор выполнен в виде собачки, смонтированной в корпусе камеры.
2.Устройство по п. 1, отличающееся 0 тем, что барабан оснащен регулируемыми
призматическими ложементами, установленными на каждой его позиции.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 140512, кл. В 23 К 15/00, 1961.
2.Авторское свидетельство СССР
№ 556017, кл. В 23 К 37/04, 1975 (прототип).
ue./
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2008 |
|
RU2417144C2 |
| Устройство для электронно-лучевой сварки | 1961 |
|
SU140512A1 |
| Многопозиционный сварочный манипулятор | 1981 |
|
SU967758A1 |
| Многопозиционный манипулятор | 1987 |
|
SU1505733A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Многопозиционный манипулятор | 1985 |
|
SU1263484A1 |
| Установка для электронно-лучевой сварки | 1987 |
|
SU1438936A1 |
| Многопозиционный сварочный ма-НипуляТОР | 1979 |
|
SU812492A1 |
| Приспособление к вертикально-фрезерному станку для обработки криволинейных поверхностей | 1983 |
|
SU1094679A1 |
| Полуавтоматическая круглоделительная машина | 1983 |
|
SU1146176A1 |