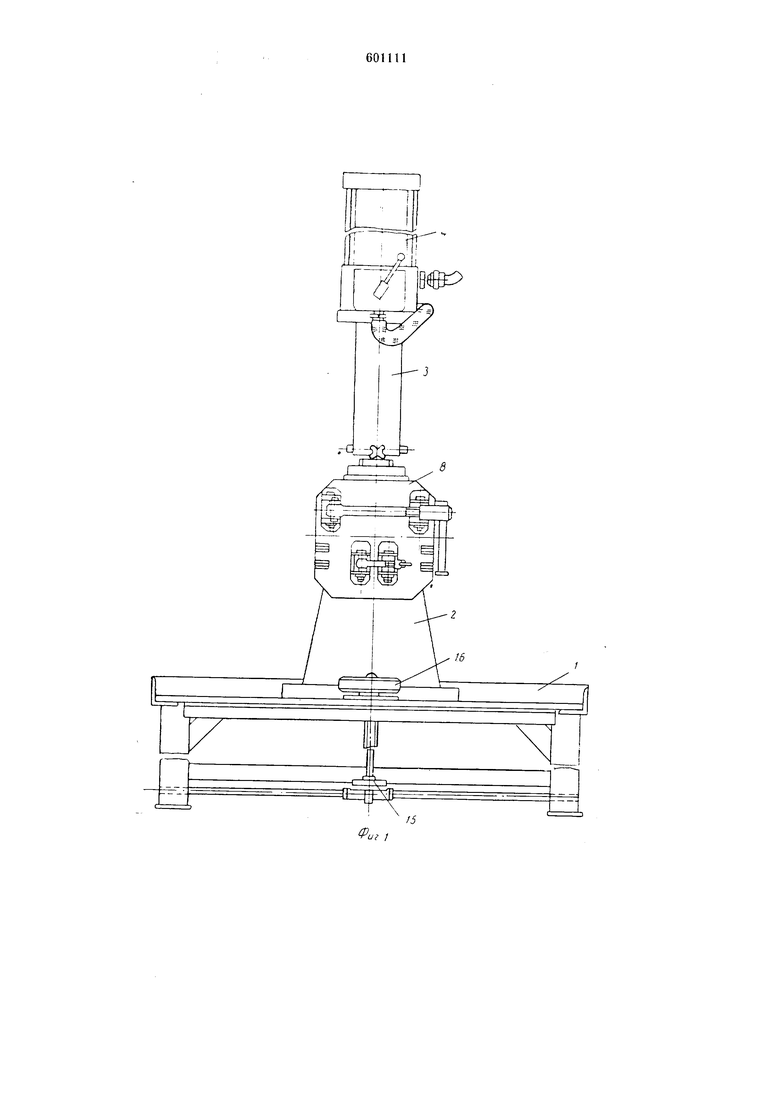
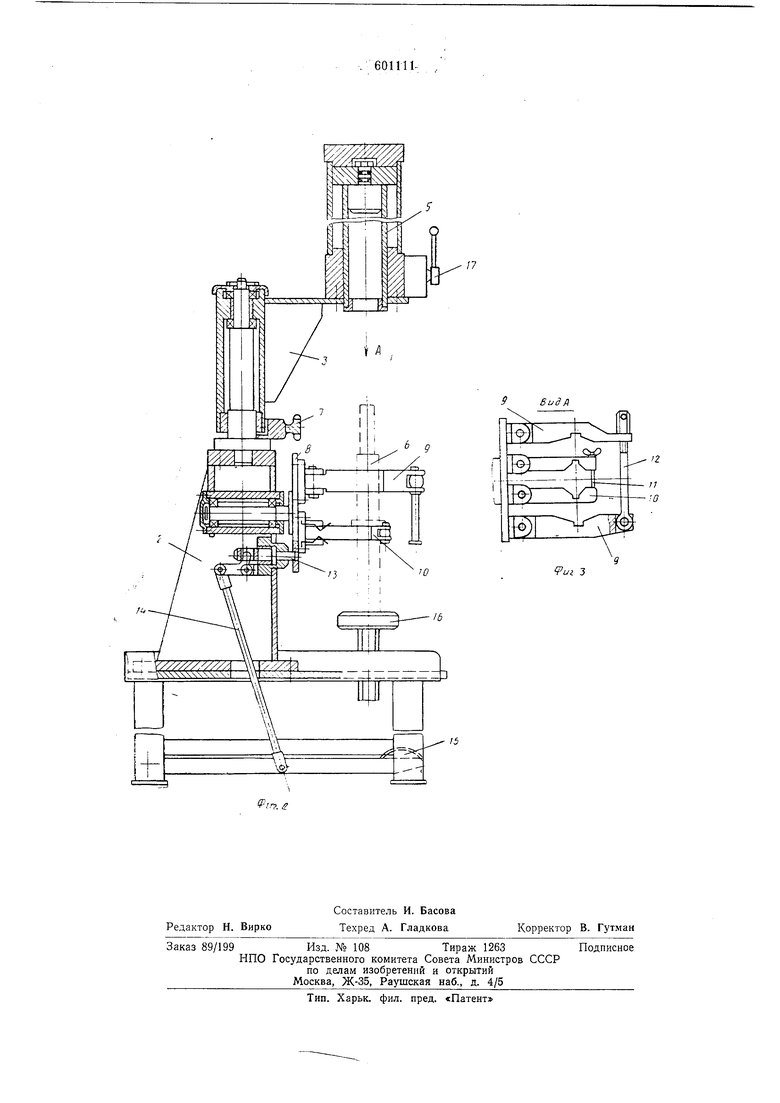
снабжена фиксатором 13, связанным при помощи рычагов 14 с педалью 15 ножного управления. На корлусе / соосно штоку 5 расположена винтовая опара 16.
Станок работает следующем образом.
Собираемый ступенчатый вал 6 подается Б центрирующее зажимное устройство, где при номощи призматических рычагов 10 и зажима // крепится и устанавливается (центрируется) соо€но щтоку 5. Под торец вала 6 подводится винтовая опора 16 (призматические рычаги 9 .отведены в и назад). На верхний торец вала 6 подается собираемая деталь (шестерня, магнитная муфта и т. п.), включается при помощи рукоятки 17 пневмо- или Гидросистема. Шток 5 перемещается вниз, запрессовывая деталь до упора, при этом торец вала 6 размещается в гнезде штока 5.
При переключении рукояткой 17 пневмогидросистемы шток 5 .перемещается вверх, очередная деталь подается для запрессовэди, и цикл повторяется до полной сборки одной половины вала в.
После этого призматическими рычагами Э и зажимом 12 вал 6 закрепляется за напрессованные детали, винтовая опора отводится и, при воздействии педали 15 ножпого управления на рычаг -14, фиксатор 13 выводится из фиксирующего отверстия планщайбы 8, которая с вало,м 6 павор.ачищается вокруг своей оси на 180°, после чего снова фиксируется. Винтовая опора 16 подводится под торец вала 6, а призматические рычаги 10 освобождаются и отводятся в стороны и назад. Затем подается собираемая деталь на запрессовку другой половины вала 6 и аналогично сборке (запрессовке) пер1вой половины вала производится сборка второй.
После полной сбор-ки деталей по всей длине вала освобож)Даются приз.матические рычаги 9. Собранный вал 6 убирается. Планшайба 8 переводится в первоначальное положенне, и цикл сборки повторяется.
Для обеспечения возможности сборки деталей различных типоразмеров и весов по всей длине вала силовой привод 4, закрепленный на поворотном кронштейне 3, может отводиться из рабочей зоны.
Формула изобретения
Станок для сборки запрессовкой деталей
типа вал-втулка, содержащий смонтированные на станине силовой привод с полым штоком, опору для установки собираемого вала и центрирующее зажимное устройство, о тл и ч а ю щ и и с я тем, что, с целью обеспечения запрессовки деталей различных типоразмеров по всей длине собираемого вала за одну установку, центрирующее зажимное устройство выполнено в виде смонтированных на станине поворотной в вертикальной плоскости планшайбы с двумя парами шарнирно закрепленных на ней призматических рычагов с зажимами, расположенных параллельно друг относительно друга, и фиксатора для планшайбы, связанного через рычажную систему с педалью управления.
2. Станок по н. 1, отличающийся тем, что силовой привод выполнен поворотным.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство № 474424, кл. В 23 Р 19/02, 1973.
2.Авторское свидетельство JV2 225006, кл. В 23 Р 19/02, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Станок для сборки деталей запрессовкой | 1980 |
|
SU903064A1 |
| Станок для сборки подшипниковых узлов | 1981 |
|
SU1017464A2 |
| Стенд для сборки прессовых соединений деталей типа вал-втулка | 1974 |
|
SU506487A1 |
| Станок для сборки напрессовкой подшипников на вал | 1976 |
|
SU573315A1 |
| СТАНОК ДЛЯ СБОРКИ ГУСЕИИЧИОЙ ЦЕПИ | 1966 |
|
SU189670A1 |
| Многопозиционный станок для двухсторонней обработки деталей | 1980 |
|
SU929399A1 |
| Станок для напрессовки подшипников на вал | 1979 |
|
SU880683A1 |
| Станок для запрессовки штырей в корпус шарошки бурового долота | 1980 |
|
SU887113A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ КАРДАННЫХ ВАЛОВвс?^со;озн^.ПАШи1и-Г..л;';Г'''Б^^БЛИО: ^.•'-' | 1973 |
|
SU366054A1 |
ф
9Вид Д
L
Vui 3
15
