(54) СТАНОК ДЛЯ СБОРКИ ДЕТАЛЕЙ ЗАПРЕССОВКОЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Устройство для сборки деталей | 1989 |
|
SU1646764A1 |
| Станок для напрессовки подшипников на вал | 1986 |
|
SU1344573A1 |
| Устройство для сборки деталей | 1973 |
|
SU468758A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Устройство для сборки узлов | 1987 |
|
SU1496982A1 |
| СБОРКИ ДЕТАЛЕЙ | 1970 |
|
SU272795A1 |
| Станок для напрессовки подшипников на вал | 1990 |
|
SU1787733A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1983 |
|
SU1184638A1 |
| Многошпиндельный станок | 1983 |
|
SU1155373A1 |
1
Р1зобретение относится к станкам для сборки деталей запрессовкой, в частности для сборки штоков с цилиндрами.
известен станок для сборки деталей запрессовкой, содержащий смонтированные на основании силовой и установочные цилиндры, стол с направляющими 1.
Такой станок не обеспечивает возможность сборки запрессовкой длинномерных деталей.
Целью изобретения является обеспечение запрессовки длинномерных деталей различных диаметров.
Цель достигается тем, что станок для сборки деталей запрессовкой, содержащий смонтированные на основании силовой и установочные цилиндры, стол с направляющими, снабжен механизмом зажима и 41иксации охватывающей детали, выполненным в виде связанных с индивидуальными приводами раздвижных призматических захватов и установленным с возможностью возвратно-поступательного перемещения по направляющим стола, при этом в столе выполнено установочное гнездо с цилиндрическими проточками под установку охватывающих деталей разного диаметра, а щток
силового цилиндра выполнен с фиксатором и насадкой для охватываемых деталей.
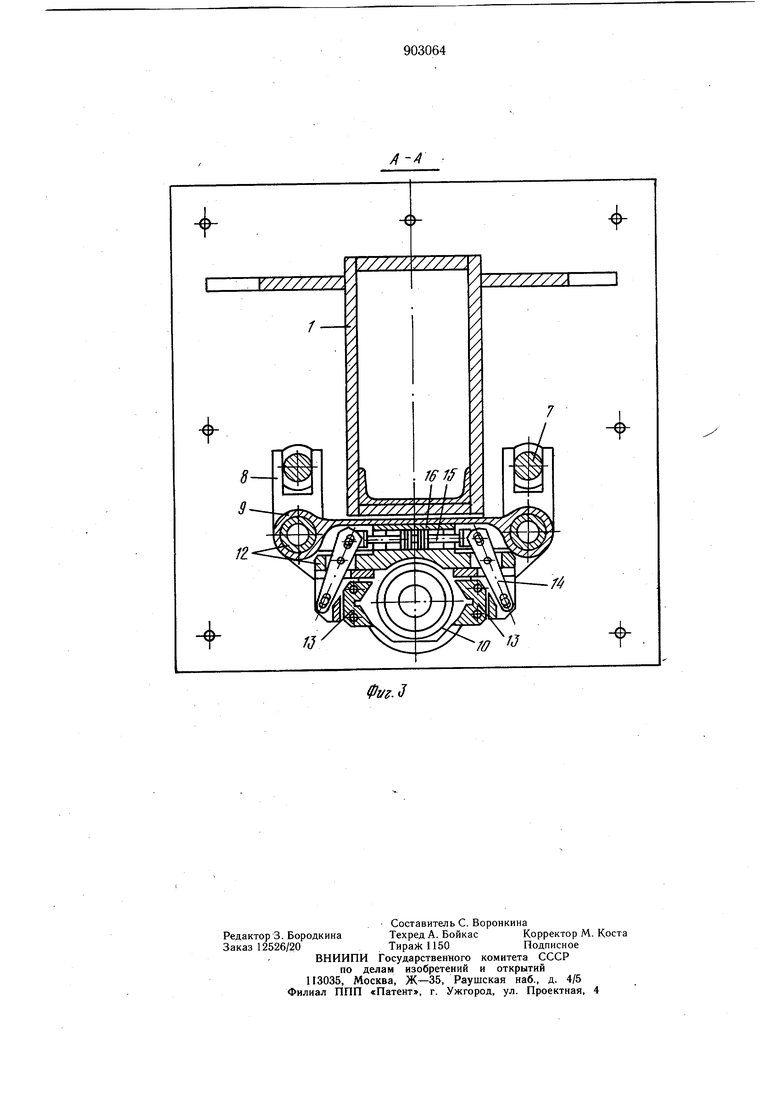
На фиг. 1 изображен общий вид станка; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А фиг. 1.
Станок сострит из станины 1, на которой смонтированы силовой цилиндр 2 с насадкой 3 и фиксатором 4 для охватываемой детали 5 и установочные цилиддры 6 и 7 для перемещения и фиксации стола 8
fQ по направляющим 9. В этом столе выполнено гнездо 10 под охватывающую деталь 11. Гнездо 10 выполнено в виде нескольких проточек, диаметр которых соответствует диаметру детали 11, размер которого может меняться в зависимости от собираемой деtS тали. На направляющих 9 установлен с возможностью вертикального перемещения от винтового привода (на фигурах не показан) относительно стола 8 механизм одновременного зажима и фиксации детали 11, содержащий корпус 12, на котором уста20 новлены раздвижные конические призмы 13, перемещающиеся в горизонтальной плоскости с помощью рычагов 14, насаженных на щтоки 15 гидроцилиндра 16.
Станок работает следующим образом.
Деталь 5 (шток) устанавливается с помощью манипулятора (на фигурах не показан) в насадку 3 и фиксируется фиксатором 4. Деталь 11 устанавливается тем же манипулятором в гнездо 10 подвижного стола 8, зажимается призмами 13 и одновременно центрируется и фиксируется относительно детали 5. Затем приподнимают деталь 11 до соединения с деталью 5 и запрессовывают при помощи цилиндра 2. Собранная деталь после расфиксации убирается манипулятором на дальнейшую позицию. Затем цикл сборки повторяется.
Применение такого станка позволяет осуществлять механизированную сборку крупногабаритных деталей, в частности цилиндров со штоками, в широком диапазоне длин и диаметров. Станок имеет высокую производительность, улучшает качество сборки. Расширяются функциональные возможности станка за счет обеспечения сборки крупногабаритных деталей.
Исподьзование предложенного станка для сборки гидроцилиндров на заводах угольного машиностроения дает экономический эффект 50 тыс. руб. на 1 станок в
год.
ф1/г. /
Станок прост в изготовлении, имеет небольшие габариты, компактный и может быть использован в автоматических линиях для сборки агрегатов.
Формула изобретения
Станок для сборки деталей запрессовкой, содержащий смонтированные на основании силовой и установочные цилиндры, стол с
направляющими, отличающийся тем, что, с целью обеспечения запрессовки длинномерных деталей различных диаметров, он снабжен, механизмом зажима и фиксации охватывающей детали, выполненным в виде связанных с индивидуальными приводами
раздвижных призматических захватов и установленным с возможностью возвратнопоступательного перемещения по направляющим стола, при этом в столе выполнено установочное гнездо с цилиндрическими
проточками под установку охватывающих деталей разного диаметра, а шток силового цилиндра выполнен с фиксатором и насадкой для охватываемых деталей. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 272795, кл.В 23 Р 19/02, 1969 (прототип).
г.г
Фш.З
