1
Изо-бретение относится IK резке м-еталла, а ИМйнло чистовой рёзке на мерные детали.
;По основному авт. СВ. ЛЬ 557884 известен штамп для резйи проката, содержащий два :пр(Иводных от ползуна пресса посредством клиновых передач зажима для заготовки, из которых передний по ходу подачи проката снабжен двумя жольцевьши выступами для производства пережимных ка навок, пуансон с двумя режущими кромками, подвижный в пространстве между зажимами, упор, ограничивающий перемещение проката, а также импульсный пружинный сбрасыватель, смонтированный у второго по направлению подачи зажима.
Лри работе штампа на его первом з.ажиме при помощи кольцевых выступов на прокат наносятся пережимные канавки, далее этот участок подается под пуансон, где производится его резка сдвигом по пережимным канавкам.
Для сохранения усилия зажима нео1бходимо избегать соприкосновений его верхних и нижних половИ|Н, поэтому получение на заготовке :непрерыв.ной кольцевой пережимной канавки невозможно: IB местах разъема половин зажима О:бразуется перемычка, которую надо удалять. А для этого необходимы дополнительные оборудование и затрата р абочей
силы, что значительно удорожает мзротовление деталей.
Целью изобретения является .получение кольцевой непрерывной фаскл непосредственно в .штампе.
Цель достигается тем, что в штампе для резки проката, напрИМер прутков, на мерные детали режущие кромки пуансова снабжаются резцами, расположенными в плоскости среза и обращенныл1и друг к другу, с помощью которых при резке проката одновременно срезаются и перемычки.
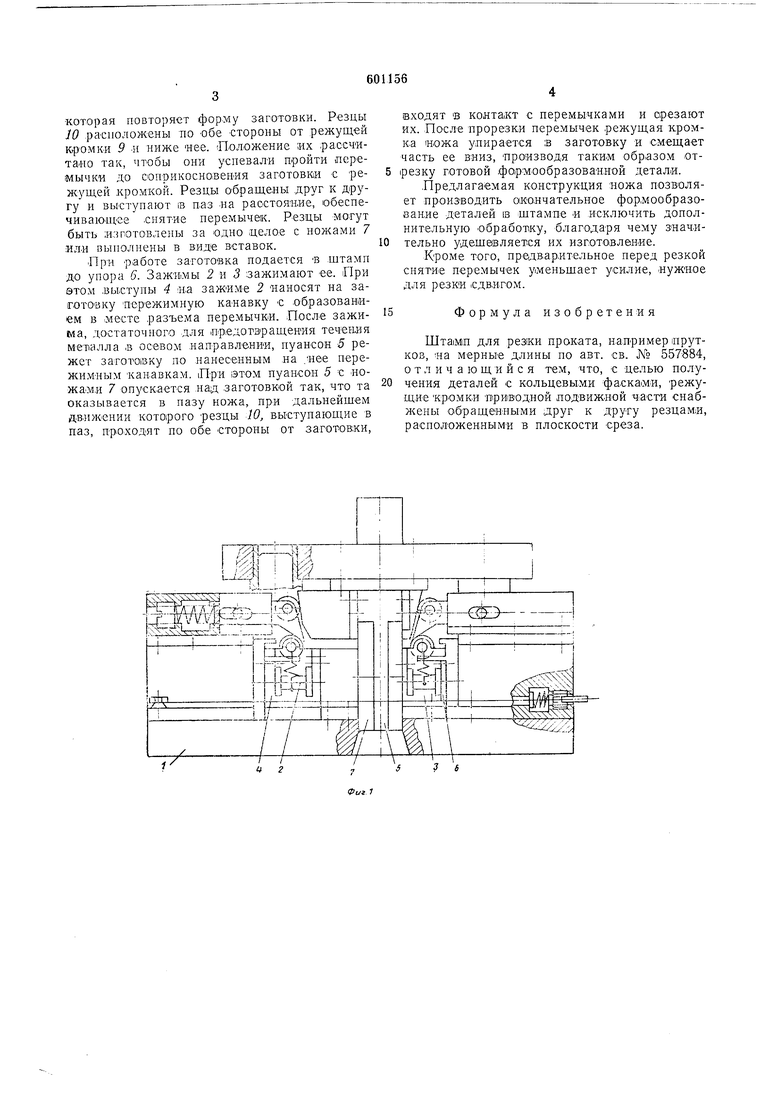
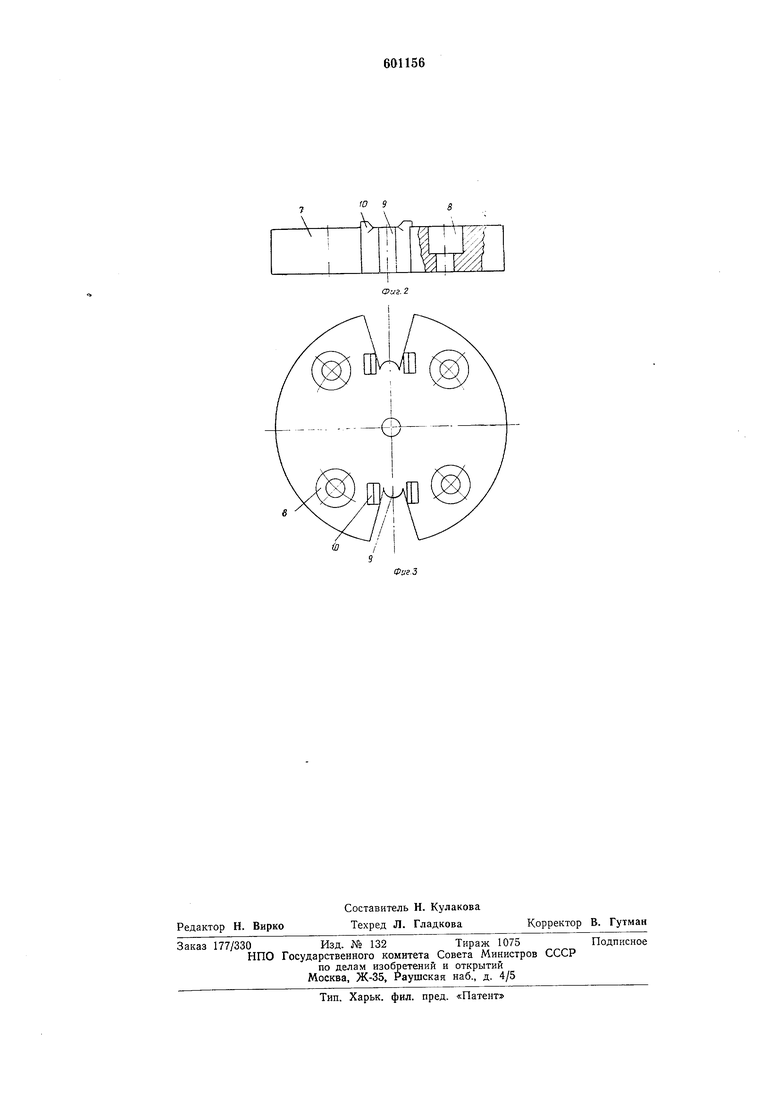
На фиг. 1 изображен штамп, общий вид; на фиг. 2 - режущая кромка (пуансона, вид спереди; на фиг. 3 - то же, в плане.
Штамп содержит укрепленные на плите J зажимы 2 и 3, приводимые через клиновые механизмы от ползуна пресса. Зажимы состоят из верхней и нижней половин, повторяющих форму проката. Зажим 2 имеет выступы 4, служащие для выполнения пережимной канавки. Зажимы 2 и 3 расположены друг от друга на расстоянии двух дл.ин детали, а между ними находится пуансон S, имеющий две режущие кромки. Упор 6 ограничивает подачу заготовки. Режущие кромки пуансона 5 выполнены в виде ножей 7, крепящихся к нему с обеих сторон болтами через отверстия 8. В каж,дом ноже 7 выполнен паз, заканчивающийся режущей кромкой 9,
которая повторяет форму заготоБКИ. Резцы 10 ,ра€11о; ожены по обе стороны от режущей KfioMKH 9 .и ниже «ее. Положение их рассчитано так, чтобы они успевали пройти перемычки до соприкоснО|Вения заготовки с режущей кромкой. Резцы Обращены друг к другу и выступают IB п.аз «а расстояние, обеспечиваЮЩее снятие перемычек. Резцы могут быть изготовлены за одно целое с ножами 7 или выполнены в виде вставок.
При работе заготовка подается В штамп до упора 6. Зажимы 2 и 3 зажимают ее. При этом .выступы 4 иа зажиме 2 «аносят на загото вку пер-ежимную каиавку с образованием в .месте разъема перемычки. После зажима, достаточного для предотвращения течения металла .в осевом .нанравлении, нуансон 5 режет заготовку по нанесенным .на ;нее пережимиым канавкам. При этом нуансои 5 с иожа|М.и 7 опускается .над заготовкой так, что та оказывается в пазу ножа, при дальнейшем дв.ижении которого резцы 10, выстунающие в паз, нр0:ходят по обе стороны от заготовки.
входят в контакт с перемычками и срезают их. После прорезки перемычек режущая кромка иожа упирается :в заготовку и смещает часть ее вниз, ироизводя таким образом отезку готовой фор-мообразованной детали.
.Предлагаемая конструкция иожа нозволяет производить .нчательное формообразование деталей IB штампе и исключить дополнительную обработку, благодаря чему зиач.ительно удешевляется их изготО|Вление.
Кроме того, предв.ар.ительное перед резкой снятие перемычек уменьшает усилие, нужиое для резки (Сдв.игом.
Формула изобретения
Штами для резки проката, например ирутков, иа мерные длины по авт. св. N° 557884, отличающийся тем, что, с целью получения деталей с кольцевыми фасками, режущ.не кромки Приводной лодвижиой части снабжены обращенными друг к другу резцами, расположенными в нлоскости среза.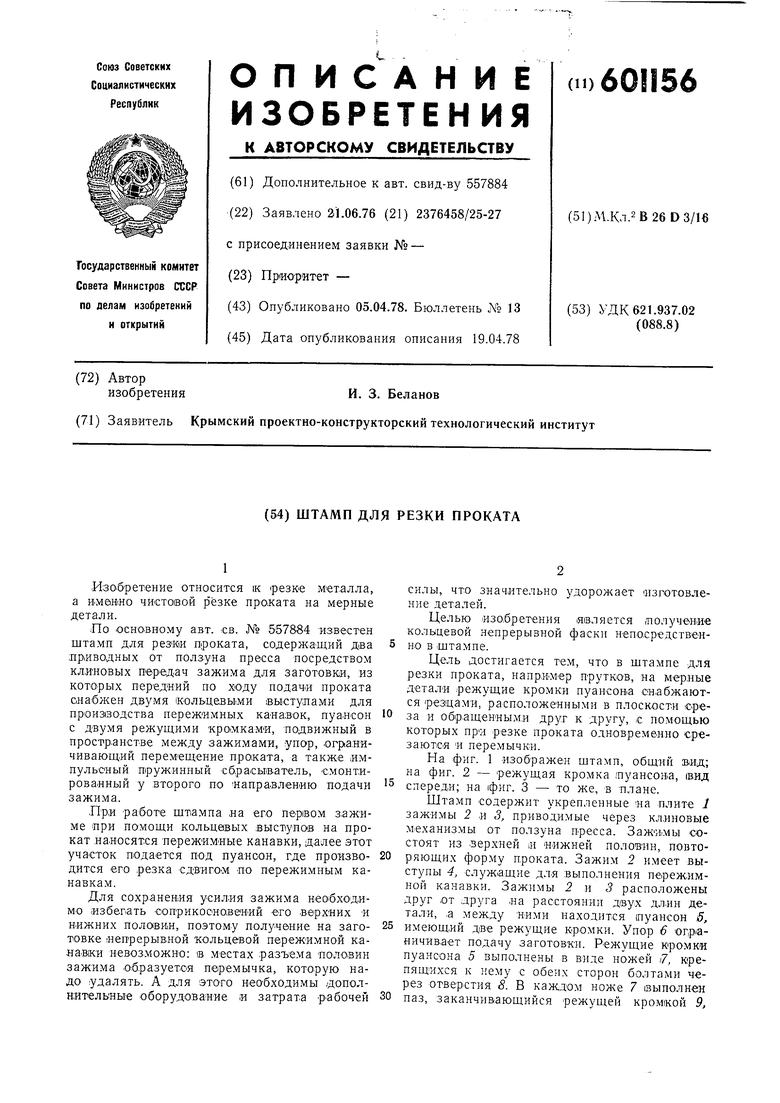
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1989 |
|
SU1748973A1 |
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
| Штамп для резки проката на мерные длины | 1981 |
|
SU988472A1 |
| Штамп для резки проката | 1983 |
|
SU1092014A1 |
| Штамп для резки проката | 1986 |
|
SU1402408A1 |
| Способ резки проката и устройство для его осуществления | 1981 |
|
SU1007862A1 |
| Штамп для резки проката | 1982 |
|
SU1085705A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки проката на заготовки | 1983 |
|
SU1199488A2 |
to 9
