1
Изобретение относится к резанию металла, а именно к чистовой резке проката, преимущественно пруткового на мерные детали.
Известен штамп для резки проката на мерные длины, содержаш,ий плиту с закрепленным на ней неподвижным ножом, приводную подвижную часть с ножом, кольцевые пережимные вставки, расположенные на расстоянии, равном длине отрезаемойзаготовки, упор, ограничивающий перемещение заготовки 1.
Недостаток данного штампа определяется невозможностью получения качественной фаски по линии разделения детали от прутка по всему поперечному контуру детали непосредственно в штампе за один ход пресса.
Целью изобретения является повышение качества изделий и производительности.
Поставленная цель достигается тем, что штамп для резки проката на мерные длины, содержащий плиту с закрепленным на ней подвижным ножом, приводную подвижную часть с ножом, кольцевые пережимные вставки, расположенные на расстоянии, равном длине отрезаемой заготовки, упор, ограничивающий перемещение заготовки, снабжен
просечными ножами, установленными на верхней плите на расстоянии, равном двухкратной длине обрезаемой заготовки от подвижного ножа, направляющей втулкой, расположенной в нижней плите и выполненной с пазами для прохода просечных ножей, а также державками в виде шарнирно смонтированных одними своими концами на неподвижной плите рычагов, охватывающей свободные концы рычагов, обоймой с клиновой поверхностью и клином, установленным на подвижной плите с возможностью взаимодействия с клиновой поверхностью обоймы, при этом кольцевые пережимные вставки установлены на указанных рычагах.
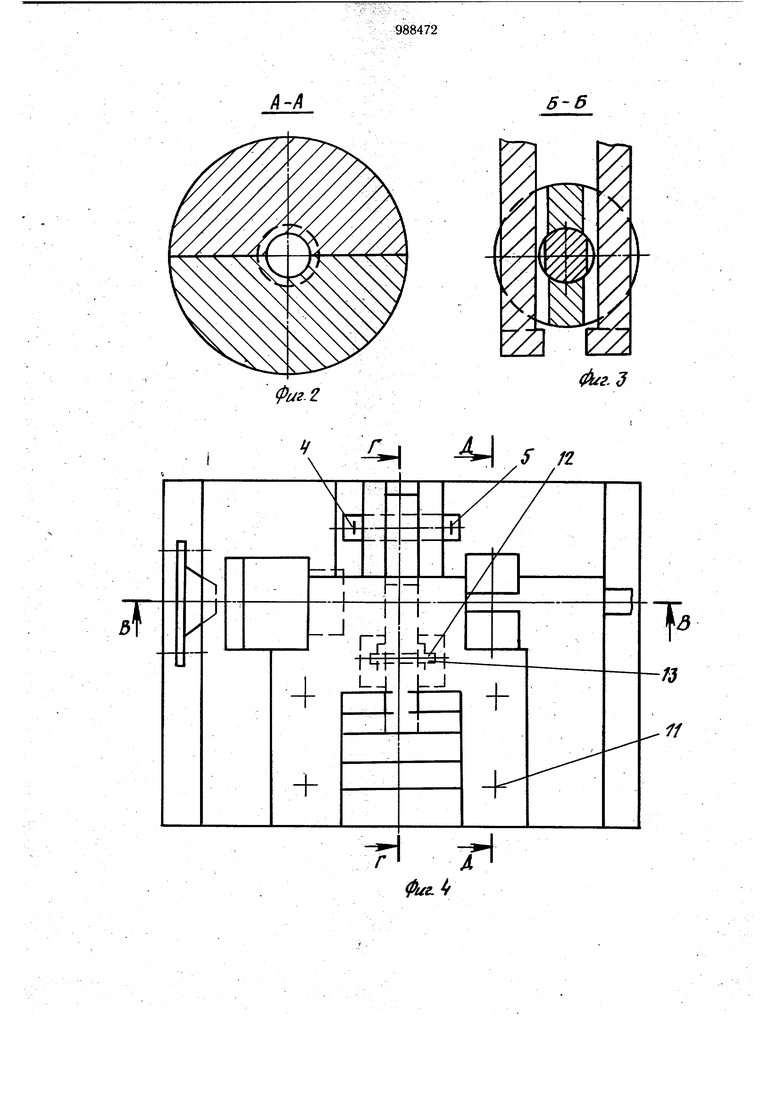
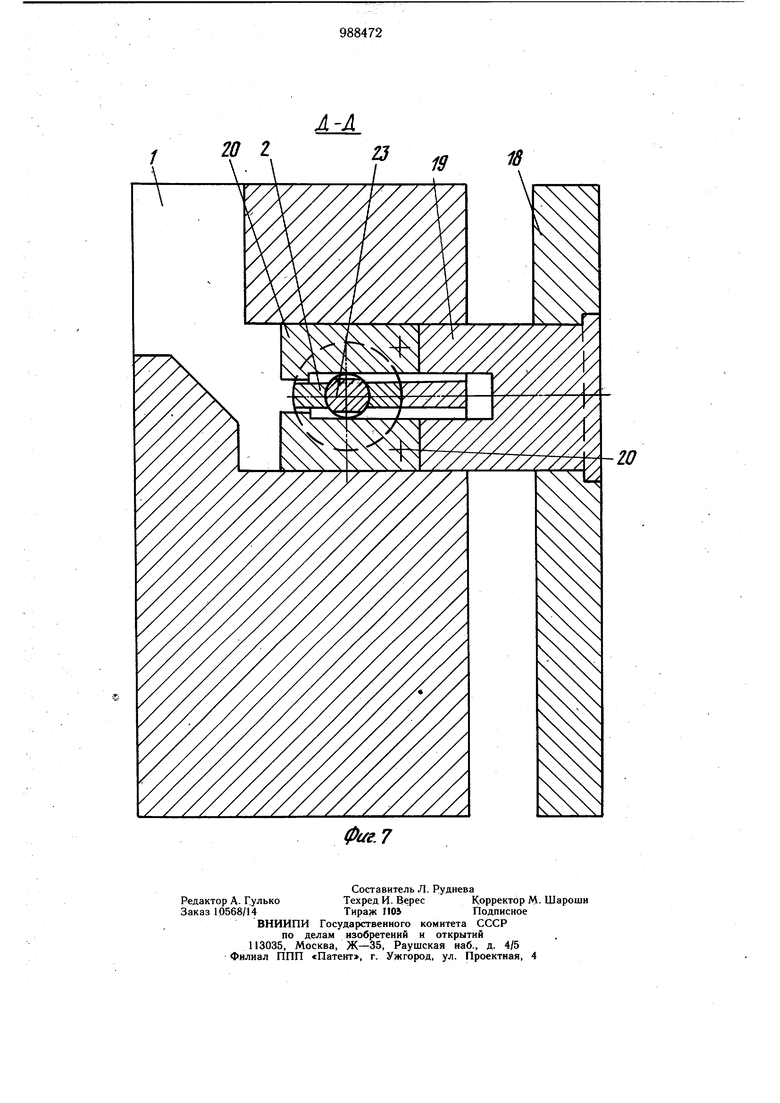
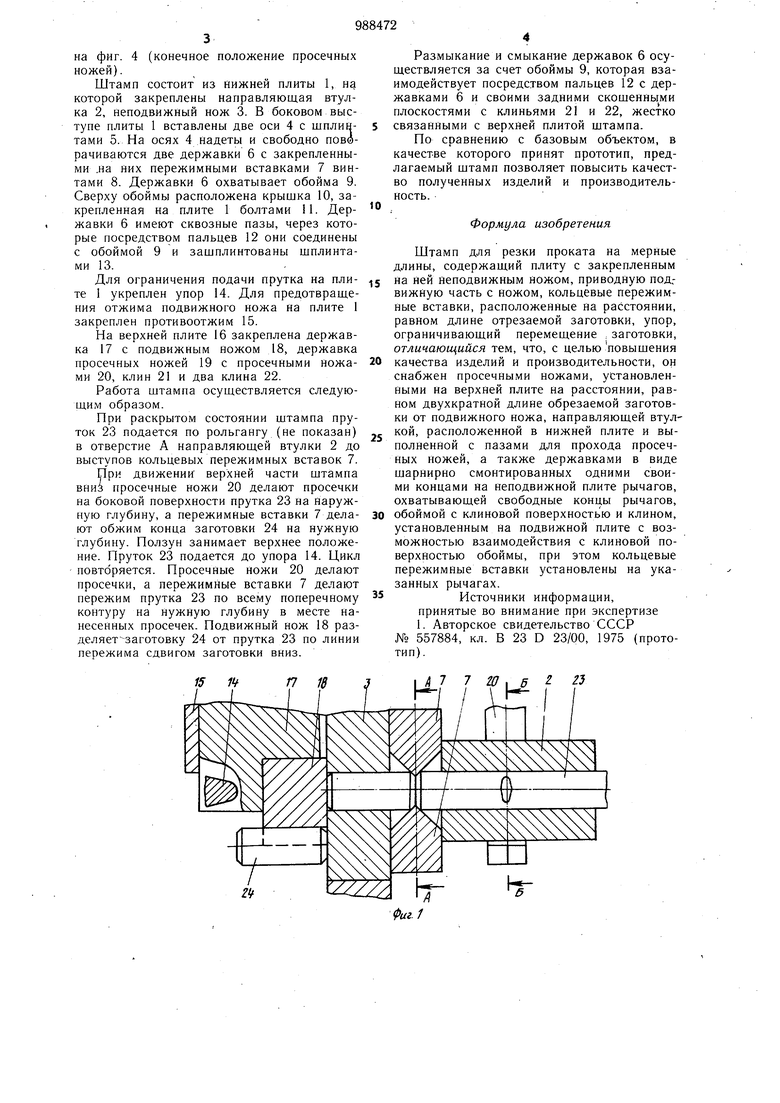
На фиг. 1 изображена схема штампа для резки прутка; на фиг. 2 - разрез А-А на фиг. 1 (по месту пережима прутка кольцевыми вставками); на фиг. 3 - разрез Б-Б на фиг. I (по месту просечки прутка просечными ножами); на фиг. 5 - разрез В-В на фиг. 4 (по продольной оси прутка);, на фиг. 4 - план низа штампа; на фиг. 6 - разрез Г-Г на фиг. 4 (узел зажима и разжима кольцевых вставок в конечный момент обжатия); на фиг. 7 - разрез Д-Д на фиг. 4 (конечное положение просечных ножей). Штамп состоит из нижней плиты 1, на которой закреплены направляющая втулка 2, неподвижный нож 3. В боковом выступе плиты 1 вставлены две оси 4 с шплинтами 5. На осях 4 надеты и свободно поворачиваются две державки 6 с закрепленными .на них пережимными вставками 7 винтами 8. Державки 6 охватывает обойма 9. Сверху обоймы расположена крышка 10, закрепленная на плите 1 болтами 11. Державки 6 имеют сквозные пазы, через которые посредством пальцев 12 они соединены с обоймой 9 и зашплинтованы шплинтами 13. Для ограничения подачи прутка на плите 1 укреплен упор 14. Для предотвращения отжима подвижного ножа на плите 1 закреплен противоотжим 15. На верхней плите 16 закреплена державка 17 с подвижным ножом 18, державка просечных ножей 19 с просечными ножами 20, клин 21 и два клина 22. Работа штампа осуществляется следующим образом. При раскрытом состоянии штампа пруток 23 подается по рольгангу (не показан) в отверстие А направляюшей втулки 2 до выступов кольцевых пережимных вставок 7. При движении верхней части штампа вниз просечные ножи 20 делают просечки На боковой поверхности прутка 23 на наружную глубину, а пережимные вставки 7 делают обжим конца заготовки 24 на нужную глубину. Ползун занимает верхнее положение. Пруток 23 подается до упора 14. Цикл повторяется. Просечные ножи 20 делают просечки, а пережимные вставки 7 делают пережим прутка 23 по всему поперечному контуру на нужную глубину в месте нанесенных просечек. Подвижный нож 18 разделяет заготовку 24 от прутка 23 по линии пережима сдвигом заготовки вниз.
15 If
П 18
Л Размыкание и смыкание державок 6 осуществляется за счет обоймы 9, которая взаимодействует посредством пальцев 12 с державками 6 и своими задними скошенными плоскостями с клиньями 21 и 22, жестко связанными с верхней плитой штампа. По сравнению с базовым объектом, в качестве которого принят прототип, предлагаемый штамп позволяет повысить качество полученных изделий и производительность. Формула изобретения Штамп для резки проката на мерные длины, содержащий плиту с закрепленным На ней неподвижным ножом, приводную под,вижную часть с Ножом, кольцевые пережимНые вставки, расположенные на расстоянии, равном длине отрезаемой заготовки, упор. ограничивающий перемещение заготовки, отличающийся тем, что, с целью повышения качества изделий и производительности, он снабжен просечны.ми ножами, установленными на верхней плите на расстоянии, равном двухкратной длине обрезаемой заготовки от подвижного ножа, направляющей втул кой, расположенной в нижней плите и выполненной с пазами для прохода просечных ножей, а также державками в виде шарнирно смонтированных одними своими концами на неподвижной плите рычагов, охватывающей свободные концы рычагов. обоймой с клиновой поверхностью и клином, установленным на подвижной плите с возможностью взаимодействия с клиновой поверхностью обоймы, при этом кольцевые пережимные вставки установлены на указанных рычагах. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 557884, кл. В 23 D 23/00, 1975 (прототип).
К К
6-6
фаг. 2.
г J
Фиг. fff 17 W 3 W ff ff 7
Фиг. Б
г-г
// К 23
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1976 |
|
SU601156A2 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| Штамп для резки пруткового материала | 1987 |
|
SU1418003A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Штамп для резки проката | 1986 |
|
SU1402408A1 |
| Устройство для отбраковки немерных концов к штампу для резки проката | 1985 |
|
SU1311868A1 |