ЛантоБка слиткоз в нагревательных печах на большинстве заводов производится вручную и является сдяок из наиболее трудоемких операций в прокатных цехах, производимой притом в условиях ИНТеНС-ТЧкого облучения. При зтой ofit иик иногда происхоДят несчастные случаи с рабочими из-за соскальзывания лОМа из-под слитка.
Существующие канто-вальные машккы, установленные на iroiiHorHX современных печах, громоздки, сложны и дороги. Гро-моздкость их {большие габариты) является основной причиной невозможности применения этих машин на существующих старых печах.
К существенным недостаткам этих машин ОТНОСИТСЯ также необходимость увеличения размеров кантовальных окон, что является, безЗ словно, нерациональным, так как приводит к охлаждению сварочного пространства печи.
Предлагаемое устройство ставит себе целью уменьщить до мниимума необходимость приложения физической силы рабочего и сократить время кантовки, а следовательно,
уменьшить период пребывания рабочего в зоне высоких температур.
В нем испОЛьзовано уже известное применение кантовального лома, приводимого 3 движение при помош,и г; дра2лического цилиндра, но в отличие от известных до сего устройств, в нем, с целью сообщения горизонтальных и вертикальных движений от одного гидравлического цилиндра, шток последнего снабжен вилкой с перпендикулярно к ней расположенной кареткой, несущей кантовальный лом.
Перемещение этой каретки происходит под воздействием рычага, связанного с другим рычагом, поворотным под действием на него ролика штока гидравлического цилиядра.
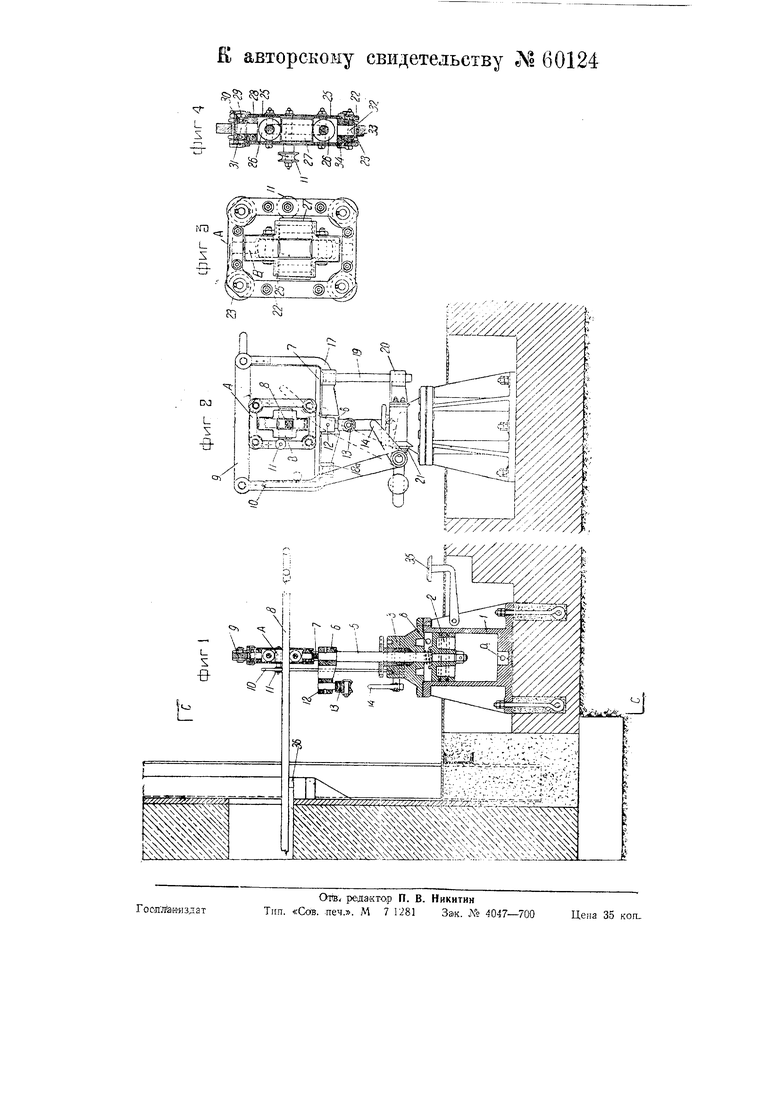
На чертеже фиг. 1 показывает общий вид такого устройства; фиг. 2 - разрез по СС фиг. 1; фиг. 3 и 4 - вид каретки сбоку и ее разрез.
Со стороны кантовальных окон печи, иа расстоянии 900 мм устанавливается вертикальный гидравлический цилиндр 1, который служит одновременно и станиной всего устройства. Внутри цилиндра ходит
поршень 2 со штоком 5. Сверху цилиндр закрыт крышкой 3 специальной конструкции, на которой кроме сальиика и основной буксы по бокам укреплены на шпильках два кронштейна 20 и 21, из которых один служит для направления штанги 19, а другой - для укрепления толкающего и поворотного рычагов 10 и 14.
При установке такого устройства и с противоположной стороны печи (при двухрядных печах) кронштейны 20 и 21 необходимо поменять местами, а штангу 19 вставить в предусмогренный на вилке 17 прилив 18а, расположенный со стороны рычагов 10 и 14. Рычаги переносятся в этом случае вместе с кронштейном 21 так, чтобы рычаг 14 находился в одной плоскости с нажимным роликом 13, а рычаг 10 - в плоскости ролика 11.
На верхнем конце штока 5 укреплена посредством головки 6 вилка 17, внутри которой заключена каретка А. Перпендикулярно к вилке расположен кронштейн 12, составляющий одно целое с головкой 6 вилки и служаший для крепления нажимного ролика 13.
Каретка А представляет собой рамку, состоящую из двух щек 22 (фиг. 3, 4), между которыми но углам помещены ролики 23 с ребордами. Внутри раМКи помещена головка В крестообразной формы, которая имеет возможность вращаться в горизонтальной плоскости. Головка имеет четыре ролика, расположенные своими осями по прямоугольнику. Два боковых ролика 27 сидят на вертикальных осях и имеют цилиндрическую форму, а остальные два ролика 26, верхний и нижний бочкообразной формы сидят на горизонтальных осях. Эти четыре ролика образуют между собой отверстие, в которое свободно вставляется квадратного сечения кантовальный лом 8. Оси роликов укреплены в двух скобах 28 и 34.
Для жест-кости к этим скобам с двух сторон приварены две щеки 25 крестообразной формы, имеющие посредине прямоугольные отверстия для прохода кантовального лома. Головка В (в каретке А) вращается на специальных цапфах, из которых цапфа 32 запрессована в нижнюю планку 33 каретки А, а цапфа 31 запрессована в верхн ою скрепляющую скобу 28. Эта цапфа свободным концом вставляется в отверстие упорного шарикоподшипника 30, который находится в специальном гнезде верхней планки 29. Верхняя и нижняя планки 29 и 33 зажаты болтами между шеками 22 каретки А.
Каретка А на вилке 17 удерживается следующим образом. Нижние ролики каретки ходят по планке 7, приваренной к нижней полке вмлки 17. Верхние ролики 23 каретки А перемещаются по направляющему бруску 9, который укреплен болтами на вилке 17.
Действие устройства происходит следующи-м образом.
Кантовальный квадратного сечения лом 8 продевается в прямоугольное отверстие, образованное роликами 26 и 27 головки В, и направляется в кантовальное окно нагревательной печи, где опирается средней частью на брусок 36. Затем, как и при ручной кантовке, кантовщик подводит конец лома под слиток. После этого он нажимает ногой на педаль 35, сблокированную с золотниковым распределением дистрибутором, соединеннЫМ с окнами (а) и (1)) цилиндра 1, вследствие чего вода под давлением 2-3 атм. поступает в верхнюю часть цилиндра и давит на порш.ень 2, который, двигаясь вниз, тянет за собою вилку 17, а вместе с ней и каретку А, через поворотную головку В которой продет лом 8.
При опускании каретки А лом 8, опираясь на брусок 36, приподымает слиток, действуя в вертикальном направлении как рычаг первого рода. В то же время происходит и поворот его в горизонтальной плоскости под действием той же каретки, пере двигаюшейся в горизонтальном направлении в вилке 17.
Одновременным подниманием слитка с одного края концом рычага л
перемещением последнего в горизантальном наоравлении производится перекантовывание слитка.
Передвижение каретки- в вилке в горизонтальном направлении происходит следующим образом. При движении вниз поршневого щтока 5, а вместе с ним и нажимного ролика 13, укрепленного на кронштейне 12, ролик 13 нажимает яа поворотный рычаг 14, поворачивает его на некоторый угол, а вместе с ним поворачивает и толкающий -рычаг 10, который, упираясь верхним концом в упорный ролик 11 каретки А, передвигает ее в горизонтальном направлении.
При снятии ноги с педали 35 вода поступает в нижнюю часть цилиндра 1, а -верхняя сообщается со стачной канавой, вследствие чего Порщень 2 подымается и возвращает вилку 17 с кареткой А и ломом 8 в верхнее положение.
Отделение слитка от других слитков перед началом кантовки происходит следующим образом.
ЛоМ 8 подводят концом под торец слитка и поворотом в горизонтальной плоскости отодвигают конец слитка от остальных. Затем задвигают конец в образовавшийся зазор между слитками, доводят его до переднего конца слитков и поворотом лома выравнивают слиток, после чего производится кантовка слитка на освободившееся место.
Кантовку .вышеописанным устройством может производить один человек вместо двух или четырех, задалживаемых обычно при ручном способе. Длина лома, вставляемого в кантовальный аппарат, составляет 2-2,5 м вместо 3,5 м при существующем ручном способе кантовки. Такое кантовальное устройство, вследствие своих малых габарИТОВ и простоты конструкции, МОжет быть установлено у любой печи. Оно же может быть использовано также при чистке подин сварочных простран|ств печей.
Устройство может быть стационарным, т. е. обслуживать только одно кантовальное окно, или же пере.движным, напольным или подвесным, установленным на специальной тележке, и обслуживать несколько кантовальных окон. В случае неисправности стационарного аппарата, во избежание задержки работы у печи, брусок 9, удерживающий каретку на вилке 17, отбрасывается, и каретка А снимается с вилки, а сама вилка опускается. После этого обслуживание печи может производиться вручную, пока не будет исправлен аппарат.
Предмет изобретения.
1.Устройство для механического кантования слитков в нагревательных печах с применением лом и гидравлического механизма для его перемещения, отличающееся тем, что, с целью сообщения лсму 8 горизонтальных и вертикальных движений от одного гидравлического цилиндра, щток 5 последнего снабжен -вилкой 17 с перпекдикулярно к пей расположенной и несущей лом 8 кареткой А, перемещение которой происходит под воздей-ствием на ролик И рычага 10. связанного с рычагом 14, поворотным при действии на него ролика 13 штока 5.
2.Форма выполнения устройства по п. 1, отличающаяся тем. что каретка А выполнена в виде рамки, снабженной внутри головкой В с поворотными расположенным-и крестообразно четырьмя роликами - двумя цилиндрическими .-: двумя бочкообразными, охватывающими кантовальный лом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КАНТОВАНИЯ СЛИТКОВ В НАГРЕВАТЕЛЬНЫХ ПЕЧАХ | 1937 |
|
SU53469A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОГО КАНТОВАНИЯ СЛИТКОВ В НАГРЕВАТЕЛЬНЫХ ПЕЧАХ | 1935 |
|
SU48421A1 |
| Манипулятор с кантователем к обжимному стану | 1936 |
|
SU51014A1 |
| Опрокидыватель слитков | 1937 |
|
SU54161A1 |
| Кантователь слитков из горизонтального в вертикальное положение | 1982 |
|
SU1107921A1 |
| Полуавтомат для прикрепления каблуков; к обуви клеевым способом | 1955 |
|
SU105307A1 |
| Машина для полунепрерывного литья металлов | 1983 |
|
SU1103940A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1972 |
|
SU341253A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |