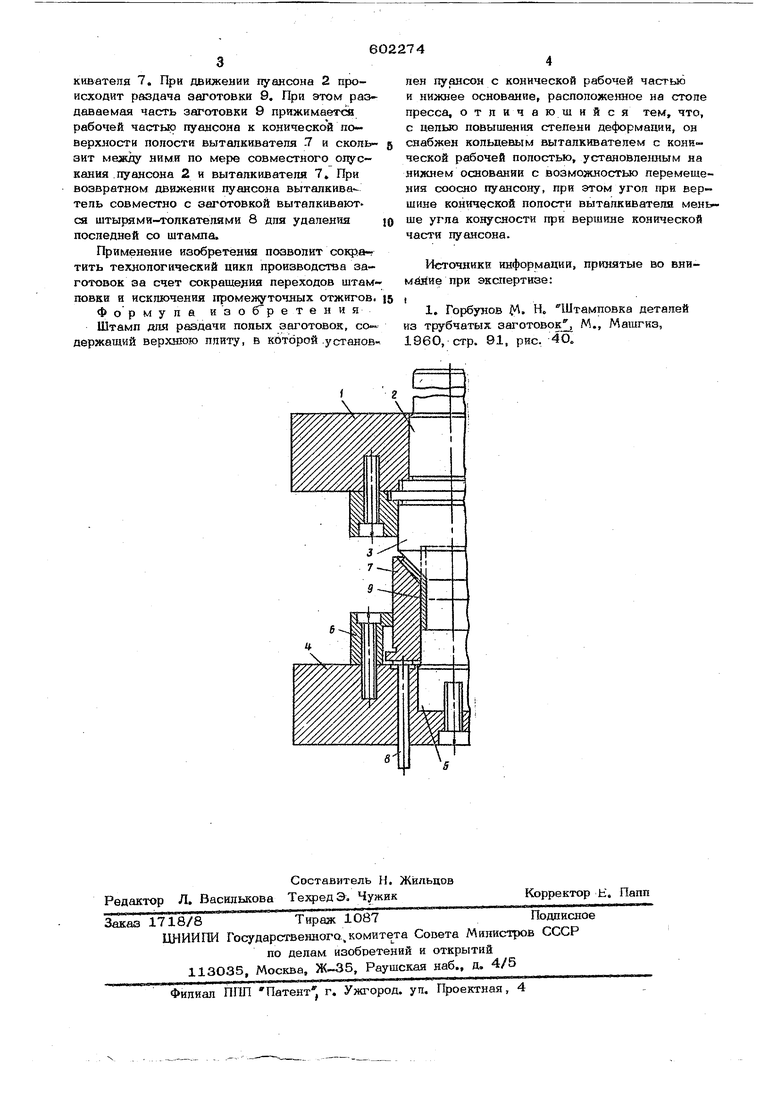
Изобретениеотносится к области обработки металлов давпеннем, в частности к штампам для обработки труб. Известен штамп для раздачи полых за готовок, например труб, на конус, содержащий верхнюю плиту, на которой установлен пуансон с конической рабочей частью и ниж нее основание .IJ. Недостатком этого штампа является; то что он не позволяет создавать подпор тор ца заготовки, который мог бы уменьшить растягивающие напряжения в загото&ке и тем самым предотвращать преждевремен ное ее разрушение и увеличивать степень деформации за один переход без промежуточной термической обработки. Повышение степени деформации обеспечивается за счет того, что предлагаемый штамп снабжен кольцевым выталкивателем с конической рабочей полостью, установленным на нижнем основании с возможностью перемещения соосно пуансону, при этом угол при вершине конической полост выталкивателя выполнен меньше угла ко- нусности при вершине конической: части пуансона. На чертеже показана конструкция предлагаемого штампа. Штамп состоит из верхней плиты 1 с жестко закрепленным на ней пуансоном 2 с конической рабочей частые 3. На нижнем основании 4 также жестко закреплена цилиндрическая оправка 5 и ограничитель 6 хода кольцевого выталкивателя 7, установленного с возможностью перемещения относительно оправки 5 соосно пуансону 2 посредством маркетных штырей-толкателей 8 пресса. Рабочая полость кольцевого выталкивателя 7 выполнена конической с углом конусности при вершине меньшим угла конусности при вершине конической части пуанСона 2. Работа на штоке осуществляется следующим образом. Полую заготовку 9, например трубу из стали ст. 20, устанавливают в кольцевой зазор между оправкой 5 и выталкивателем 7. При этом часть заготовки 9 остается выступающей нал поверхностью вытапкивателя 7. При движении пуансона 2 происходит раздача заготовки 9. При этом раздаваемая часть заготовки 9 пряжимаетсй рабочей частью пуансона к конической поверхности полости выталкивателя .7 и скользит между НИМ.И по мере совместного олускання .пуансона 2 и выталкивателя 7,При возвратном движении пуансона выталкиватель совместно с заготовкой выталкивают. ся штырями-толкателями 8 для удаления последней со штампа. Применение изобретения позволит сократить технологический цикл производства заготовок за счет сокраще}1ия переходов штам повки и исключения промедуточных отжигов, Формула изоб ретения Штамп для раздачи полых заготовок, со держащий верхнюю плиту, в которой .установ лен пуансон с конической рабочей частью и нижнее основание, расположенное на стопе пресса, отличающийся тем, что, с целью повышения степени деформации, он снабжен кольцевым выталкивателем с конической рабочей полостью, установлешшм на нижнем основании с возможностью перемещения соосно пуансону, при этом угол при вершине конической полости выталкивателя меньше угла конусности при вершине конической части пуансона. Источники информации, принятые во внимййие при экспертизе: 1. Горбунов , Н. Штамповка деталей з трубчатых заготовок М., Машгкз, 960, стр. 91, рис. 40.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раздачи трубчатых заготовок | 1982 |
|
SU1063511A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| Штамп для раздачи трубчатых заготовок | 1985 |
|
SU1304962A1 |
| Способ раздачи трубчатых заготовок и штамп для его осуществления | 1985 |
|
SU1286323A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |
| Штамп для формовки полых заготовок | 1991 |
|
SU1780902A1 |
| Способ получения заготовок колец с конической внутренней поверхностью | 1983 |
|
SU1183276A1 |
| СПОСОБ ШТАМПОВКИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2016 |
|
RU2664998C2 |
