О О 05 00
о: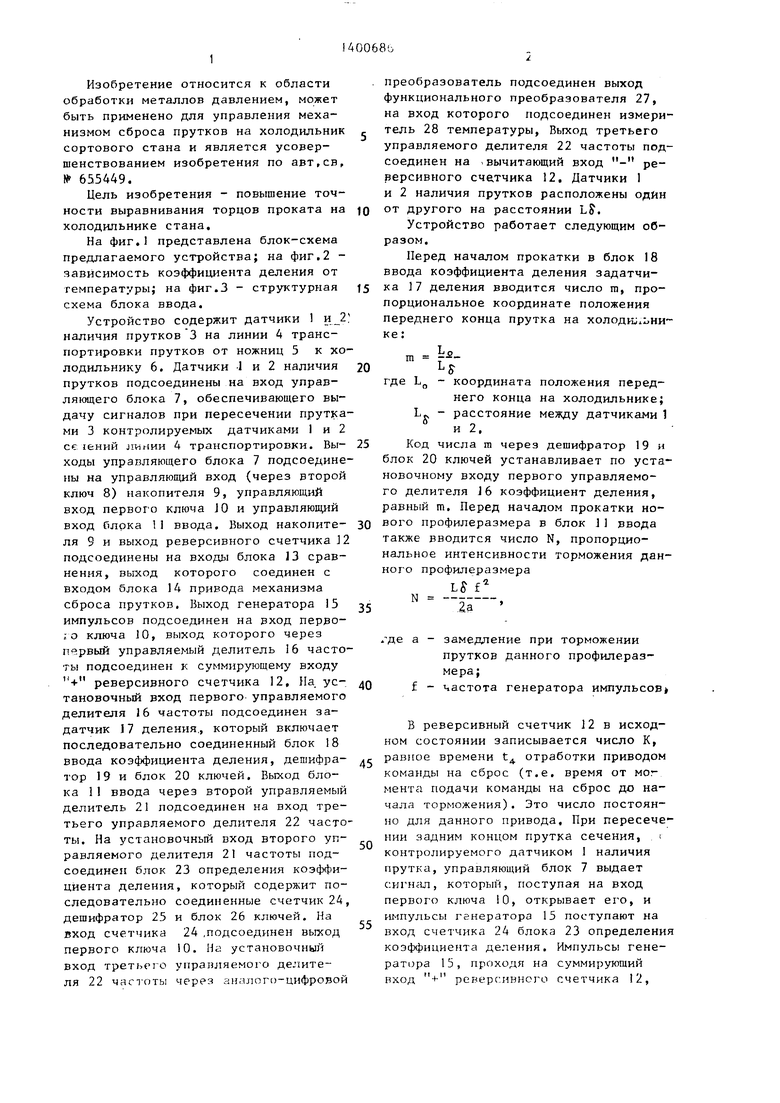
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления механизмом сброса прутков на холодильник сортового стана | 1976 |
|
SU655449A1 |
| Устройство для автоматического контроля металла в поле допусков по толщине | 1982 |
|
SU1077676A1 |
| Устройство для автоматического управления механизмами сброса прутков на холодильник мелкосортного стана | 1978 |
|
SU774644A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство управления загрузкой заготовок в многониточный сортовой стан | 1982 |
|
SU1041185A1 |
| Устройство для управления перемоточным станком | 1982 |
|
SU1087594A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Устройство для автоматического сбора информации о технологических параметрах проката | 1982 |
|
SU1057134A1 |
| Устройство для регулирования петли проката | 1990 |
|
SU1763061A1 |
| Устройство для автоматического сбора информации о технологических параметрах проката | 1983 |
|
SU1135511A1 |
Изобретение относится к области обработки металлов давлением и может быть применено для управления механизмом сброса прутков на холодильник сортового стана. Цель изобретения - повышение точности выравнивания торцов проката на холодильнике стана. Она достигается путем учета влияния температуры сбрасываемого на холодильник проката на коэффициент трения. 3 ил.
гч
Изобретение относится к области обработки металлов давлением, может быть применено для управления механизмом сброса прутков на холодильник сортового стана и является усовершенствованием изобретения по авт.св, (С 655449.
Цель изобретения - повышение точности выравнивания торцов проката на холодильнике стана.
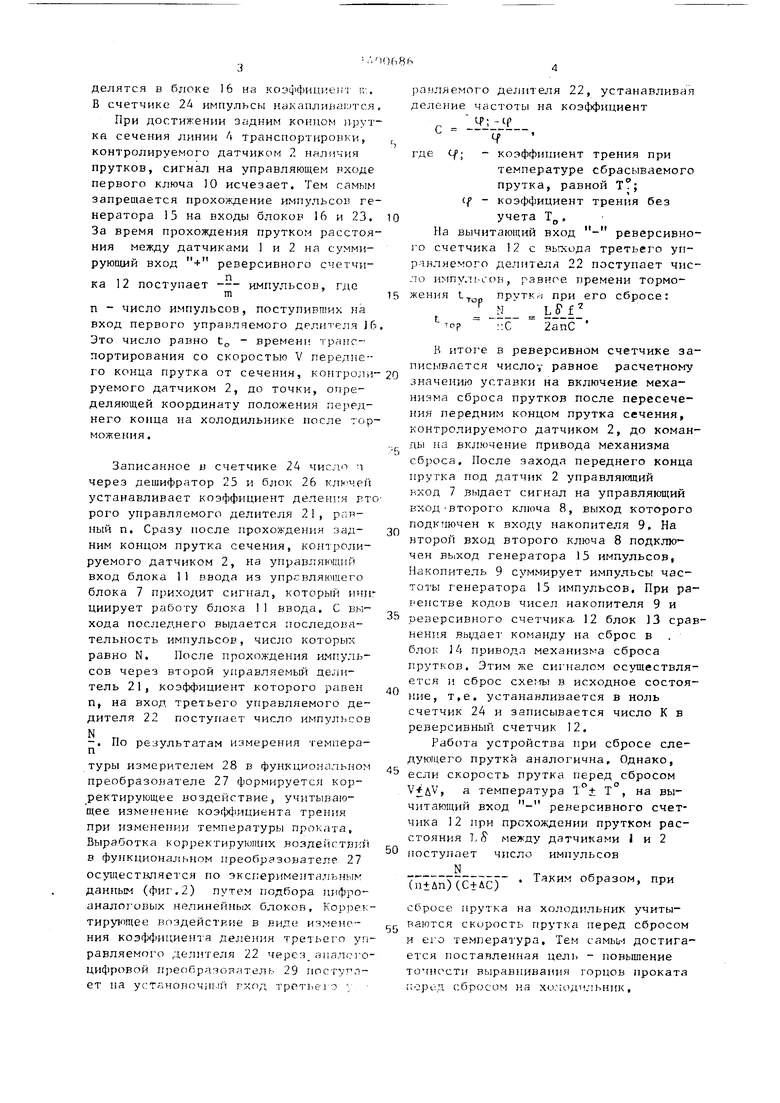
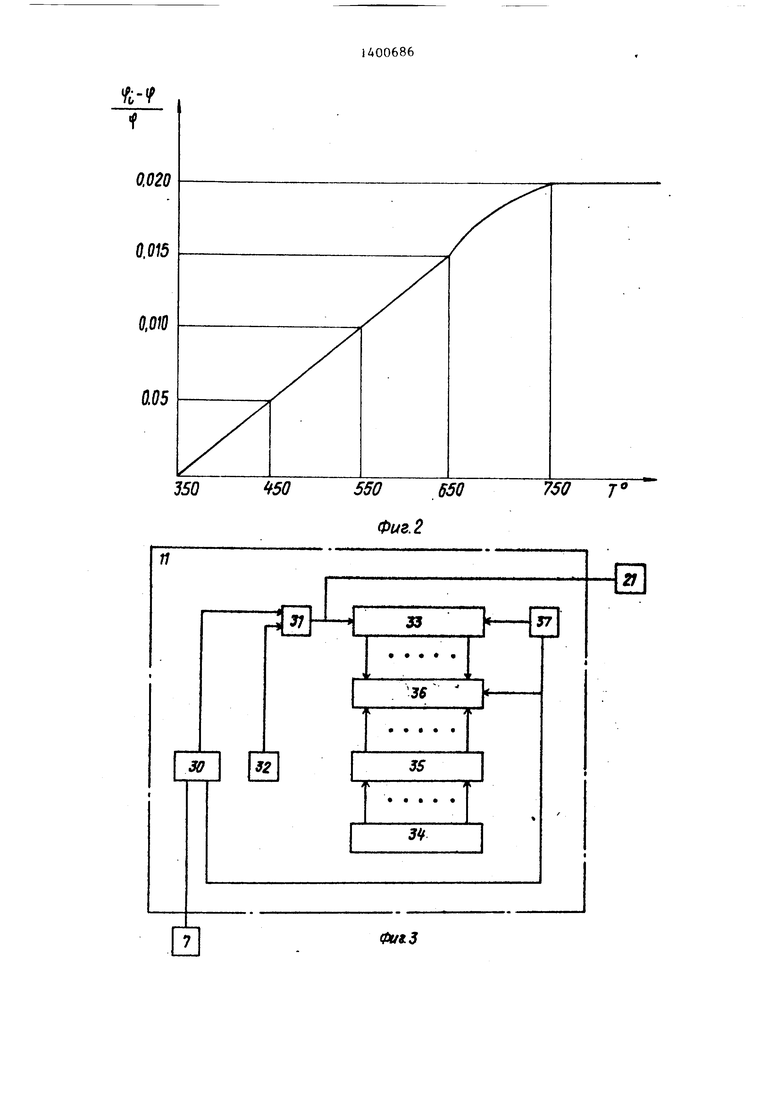
На фиг.1 представлена блок-схема предлагаемого устройства; на фиг.2 - зависимость коэффициента деления от температуры; на фиг.З - структурная схема блока ввода.
Устройство содержит датчики 1 наличия прутков 3 на линии 4 транспортировки прутков от ножниц 5 к холодильнику 6. Датчики .1 и 2 наличия прутков подсоединены на вход управляющего блока 7, обеспечивающего выдачу сигналов при пересечении прутками 3 контролируемых датчиками I и 2 се 1ений линии 4 транспортировки. Вы- ходы управляющего блока 7 подсоединены на управляющий вход (через второй ключ 8) накопителя 9, управляющий вход первого ключа JO и управляющий вход блока 11 ввода. Выход накопите- ля 9 и выход реверсивного счетчика J2 подсоединены на входь блока 13 сравнения, выход которого соединен с входом блока 14 привода механизма сброса прутков. Выход генератора 15 импульсов подсоединен на вход перво- ;о ключа 10, выход которого через первый управляемый делитель 16 частоты подсоединен к суммирующему входу + реверсивного счетчика 12, }1а ус- тановочный вход первого управляемого делителя 16 частоты подсоединен за- датчик 7 деления., который включает последовательно соединенный блок 18 ввода коэффициента деления, дешифра- тор 19 и блок 20 ключей. Выход блока 11 ввода через второй управляемый делитель 21 подсоединен на вход третьего управляемого делителя 22 частоты. На установочный вход второго управляемого делителя 21 частоты подсоединен блок 23 определения коэффициента деления, который содержит последовательно соединенные счетчик 24, дешифратор 25 и блок 26 ключей. На вход счетчика 24 .подсоединен выход первого ключа 0. На установочный вход третьего управляемого делителя 22 частоты через аналого-цифровой
преобразователь подсоединен выход функционального преобразователя 27, на вход которого подсоединен измеритель 28 температуры, Вьгход третьего управляемого делителя 22 частоты подсоединен на .вычитающий вход - реверсивного счетчика 12. Датчики 1 и 2 наличия прутков расположены один от другого на расстоянии Lj.
Устройство работает следующим образом.
Перед началом прокатки в блок 18 ввода коэффициента деления задатчи- ка 17 деления вводится число га, пропорциональное координате положения переднего конца прутка на холоди хьни- ке:
ш Ь
В
где Lg - координата положения переднего конца на холодильнике; L. - расстояние между датчиками 1
и 2.
Код числа m через дешифратор 19 и блок 20 ключей устанавливает по установочному входу первого управляемого делителя J6 коэффициент деления, равный т. Перед началом прокатки нового профилеразмера в блок J1 ввода также вводится число N, пропорциональное интенсивности торможения данного профилеразмера
LS „ - --|--,
а - замедление при торможении
прутков данного профилеразмера;частота генератора импульсов
f
В реверсивный счетчик 12 в исходном состоянии записывается число К, равное времени t отработки приводом команды на сброс (т.е. время от мог мента подачи команды на сброс до начала торможения). Это число постоянно для данного привода. При пересечении задним концом прутка сечения, , i контролируемого датчиком 1 наличия прутка, управляющий блок 7 выдает сигнгш, который, поступая на вход первого ключа 10, открывает его, и ш-шульсь генератора 15 поступают на вход счетчика 24 блока 23 определения коэффициента деления. Импульсы генератора 15, проходя на суммирующий вход + реверглвного счетчика 12,
делятся в блоке 16 на коэффициент п:, В счетчике 2Д импульсы накапливается При достижении задним конном iipyr- ка сечения линии А транспортировки, контролируемого датчиком 2 наличия прутков, сигнал на управляющем входе первого ключа 10 исчезает. Тем самым запрещается прохождение импульсов генератора 15 на входы блоков 16 и 23. За время прохождения прутком расстояния между датчиками 1 и 2 на суммирующий вход реверсивного счетчи1 1П
ка 12 поступает импульсов, где
m
п - число импульсов, поступивших на вход первого управляемого делителя J Г Это число равно t,, - времени транспортирования со скоростью V переднего конца прутка от сечения, контрол - руемого датчиком 2, до точки, определяющей координату положения переднего конца на холодильнике после торможения.
Записанное в счетчике 24 число п через дешифратор 25 и блок 26 ключей устанавливает коэффициент деления рто рого управляемого делителя 21, равный п. Сразу после прохождения задним концом прутка сечения, конпроли- руемого датчиком 2, на управляющий вход блока 11 ввода из управляющего блока 7 П)иходит сигнал, который итпг циирует работу блока 11 ввода. С выхода последнего выдается последовательность импульсов, число которых равно N. После прохождения i-ьмпуль- сов через второй управляемый делитель 21, коэффициент которого равен п, на вход третьего управляемого де- дителя 22 поступает число импульсов
N „
-. По результатам измерения температуры измерителем 28 в функционг1льном преобразователе 27 формируется корректирующее воздействие, учитывающее изменент.1е коэс1х}1ициента трения при изменении температуры проката. Выработка корректирующих эoздeйcтнIii в функциональном преобразователе 27 осуществляется по эксперимента,тп:1ным данным (фиг.2) путем подбора цифро- аналш-овых нелинейных блоков, Кор1эек тирующее воздействие в виде изменения коэффициента деления тре1ьего управляемого дел ггеля 22 через аиялсго- цифровой Преобразователь 29 nocrvrn- ет па устанопоч111,1Й рход ;
ра зляемого делителя 22, устанавливая деление частоты на коэффициент
г - -Ч С ,
где - коэффициент трения при
температуре сбрасываемого прутка, равной if - коэффициент трения без учета Т„.
На вычитающий вход - реверсивно- счетчика 12 с выхода третьего управляемого делителя 22 поступает чис- ,:io импул1 СОГ1, равное времени тормо- жения t- прутк, при его сбросе:
1 N ор ::С 2апС
t
В итоге в реверсивном счетчике записывается число-,- равное расчетному значению уставки на включение механизма сброса прутков после пересечения передним концом прутка сечения, контролируемого датчиком 2, до команды на включение привода механизма сброса. После захода переднего конца прутка под датчик 2 управляющий вход 7 выдает сигнал на управляющий вход-второго ключа 8, выход которого подкпючен к входу накопителя 9. На второй вход второго ключа 8 подключен вь1ход генератора 15 импульсов, Накопитель 9 суммирует импульсы частоты генератора 15 импульсов. При ра- ренстве кодов чисел накопителя 9 и
реверсивного счетчика. 12 блок J3 сравнения вы/дает команду на сброс в блок 14 привода механизма сброса прутков. Этим же сипгалом осуществляется и сброс схемы в исходное состояние, т,е. устанавливается в ноль счетчик 24 и записывается число К в реверсивный счетчик 12.
Работа устройства при сбросе следующего прутка аналогична. Однако,
если скорость прутка перед сбросом VjuV, а температура Т , на вычитающий вход - реверсивного счетчика 12 при прохождении прутком расстояния I. S между датчиками 1 и 2
поступает число импульсов
(и;дп)С±Х5Г образом, при
сбросе прутка на холодильник учиты- ваются скорость прутка перед сбросом и его температура. Тем самьи 1 достигается поставленная цель - повьш1ение точмс сти выравнивания горцов проката гсзрид сбросом на холодч- ьник,
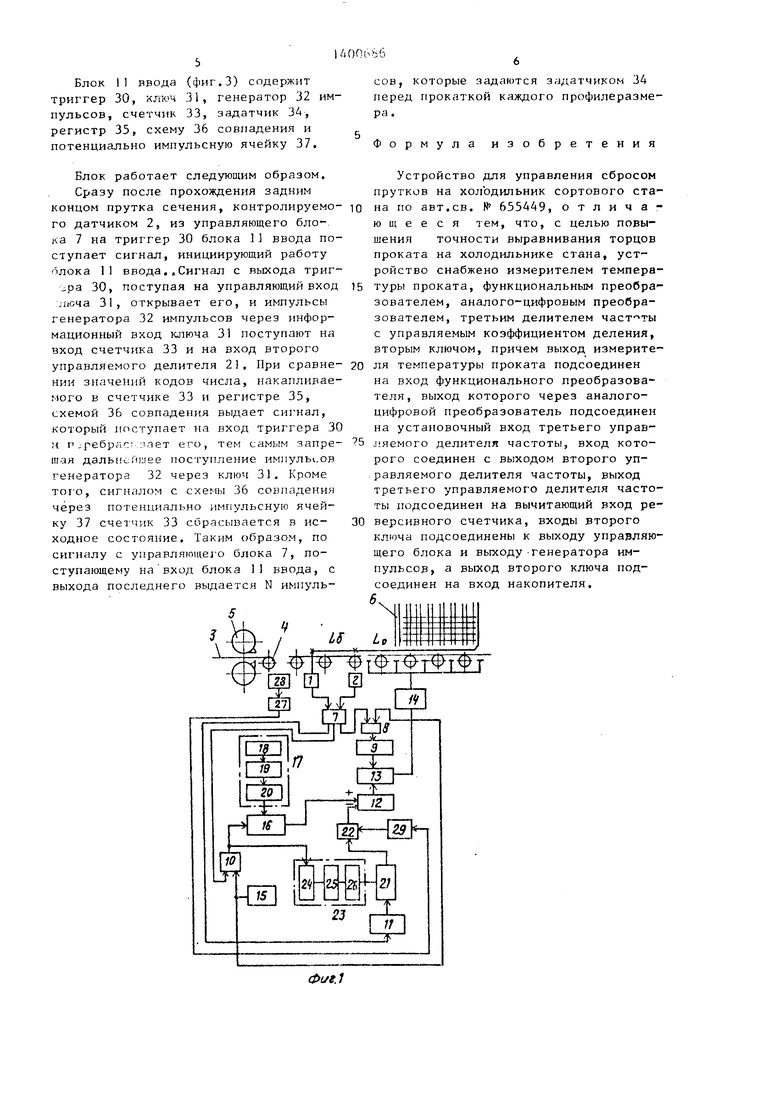
Блок И ввода (фиг.З) содержит триггер 30, ключ 31, генератор 32 импульсов, счетчик 33, задатчик 34, регистр 35, схему 36 совпадения и потенциально импульсную ячейку 37,
Блок работает следующим образом.
Сразу после прохождения задним концом прутка сечения, контролируемого датчиком 2, из управляющего блока 7 на триггер 30 блока 1J ввода поступает сигнал, инициирующий работу блока 11 ввода..Сигнал с выхода триг- -;ра 30, поступая на управляющий вход :л10ча 31, открывает его, и импульсы генератора 32 импульсов через информационный вход ключа 31 поступают на вход счетчика 33 и на вход второго управляемого делителя 21, При сравнении значений кодов числа, накапливаемого в счетчике 33 и регистре 35, схемой 36 совпадения выдает сигнал, который поступает на вход триггера 30 м р jpe6pac: .ает его, тем самым запрещая дальнйниве поступление импульсов генератора 32 через ключ 31. Кроме Toi o, сигналом с схемы 36 совпаде шя через потенциально импульсную ячейку 37 счетчик 33 сбрасывается в исходное состояние. Таким образом, по сигналу с управляю1це о блока 7, поступающему на вход блока П ввода, с выхода последнего выдается N импульсов, которые задаются задатчиком 34 перед прокаткой каждого профилеразме- ра.
Формула изобретения
Устройство для управления сбросом прутков на холодильник сортового стана по авт.св. № 655449, отличающееся тем, что, с целью повышения точности выравнивания торцов проката на холодильнике стана, устройство снабжено измерителем температуры проката, функциональным преобразователем, аналого-цифровым преобразователем, третьим делителем част ты с управляемым коэффициентом деления, вторым ключом, причем выход измерителя температуры проката подсоединен на вход функционального преобразователя, выход которого через аналого- цифровой преобразователь подсоединен на установочный вход третьего управляемого делителя частоты, вход которого соединен с выходом второго управляемого делителя частоты, выход третьего управляемого делителя часто- ть подсоединен на вычитающий вход реверсивного счетчика, входы второго ключа по/дсоединены к выходу управляющего блока и выходу -генератора импульсов, а выход второго ключа подсоединен на вход накопителя. .
Уо-У
f
350
50
И
57
550650
Фиг. 2
750 7
33
J7
35
| Устройство для управления механизмом сброса прутков на холодильник сортового стана | 1976 |
|
SU655449A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
