допустимая максимальная подача ограничив; ется прочностью инструмента и его износом. На остальных участках максимальная подача ограничена точностью и качеством. Следовательно, необходимо задавать разные ограничения в разных зонах обработки одного колеса. Так как работа с регулированием подач в диапазоне, ограниченном требованиями точности, увеличивает машинное время обработки, а при работе с ограничениями по износу инструмента или его прочности приводит к ухуд1иению качества обработки.
Целью изобретения является повышение производительности при обеспечении заданной точности обработки.
Для этого в адаптивной системе управления зубофрезерным станко.м между выходо.м и третьим входом регулятора включен блок автоматического переключения ограничений, два входа которого соединены с независимыми задатчиками уровней ограничения. Блок автоматического переключения ограничений включает в себя схе.му сравнения, с выходами которой соединены выход регулятора и один из задатчиков ограничения, а выход схемь сравнения через усилитель подключен к обмотке реле, причем один задатчик ограничения через нормально открытый, а другой через нормально закрытый контакты реле соединены с третьим входом регулятора.
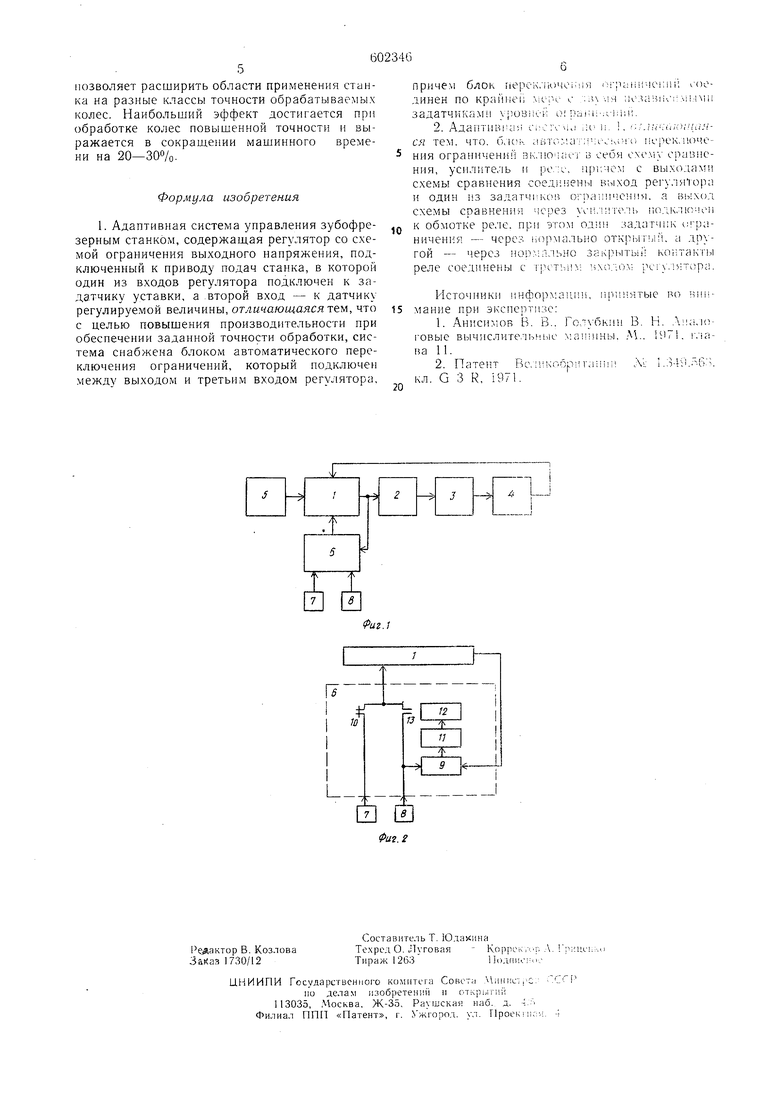
На фиг. 1 показана блок-схема предлагаемой адаптивной системы управления; на фиг. 2 схема блока автоматического переключения ограниче1П1Й.
Предлагаемая система адаптивного управления состоит из регулятора 1 со схемой ограничения выходного сигнала, регулируемого привода 2 станка 3. На первый вход регулятора подключен выход датчика 4, с по. которого получается информация о протекании процесса обработки. Датчик 4 может определять силовые характеристики резания, а именно Monj,HocTb, момент или сила резания. На другой вход регулятора подается сигнал от задатчика 5, определяющего требуемый уровень регулируемой величины. Регулятор осушествляет сравнение заданного и фактического значений регулируемой величины, усиление и коррекцию сигнала рассогласования, а также ограничение выходного напряжения на уровне, подаваемом на третий вход регулятора. Нрпвод 2 обеспечивает скорость подачи, пропорциональную выходному напряжению регулятора.
Для задания ограничений по подаче на разных уровнях к третьему входу регулятора ирисоединен блок 6 автоматического переключения ограничений. Этот блок соединен таклсе с выходом регулятора. Блок 6 имеет два выхода, каждый из которых соединен с одним пз задатчиков ограничений 7 и 8. Каждый из задатчиков определяет свой уровень ограничения. Один из уровней соответствует участку входа инструмента, а другой -- остальному участку обработки.
Адаптивная система работает следуюшим образом.
Неред началом работы задатчиком о устанавливается требуемое значение управляемой величины мошности, а задатчикамп 7 и 8 - ограничения по величинам .подачи для участка входа и остального участка обработки соответственно.
Устанавливаемое задатчико.м 7,0граничение для участка входа всегда больше ограничения на участке остальной обработки, устанавливаемого задатчиком 8. В начале обработки на частке входа действитедьное значение регулируемой величины всегда меньше, чем заданное задатчиком 5, ноэтому на выходе регулятора сигнал соответствует ограничению, установленному задчиком 7. По мере обработки на участке входа увеличивается глубина ре, зания и при этом увеличивается действительное значение регулируемой величины мощности. В этом случае происходит уменьшение рассогласования между датчико.м 4 и задатчиком 5. При этом уменьн ается выходное напряжение регулятора и, следовательно, величина
подачи. При изменении глубины резания, 1вердости материала, условий охлаждершя и пр.- регулятор изменяет величину подачи, однако максимальное значение подачи не превышает установленного на задатчике 7. При приближении к участку полного резания блок автоматического переключения ограничений включает в работу задатчик 8. После этого регулирование величины подачи ведется до максимального значения, установленного на задатчике 8, которое меньше установленного на
0 задатчике 7. За счет этого на участке выхода инстру.мента, когда действительная величина мошности меньше заданной, обработка ведется с подачей меньн ей, чем на участке входа. В предлагаемой системе управления переключение ограничений максимальной подачи
производится в момент, когда действительная подача становится равной ограничению, установленному на блоке 8.
Схема блока автоматического нереключения ограничений содержит блок 9 сравнения, на вход которого подаются сигналы с выхода регулятора и с задатчика 8 меньшего ограничения. К двум входам блока автоматического переключения ограничений подводятся сигналы от двух задатчиков ограничений. Сигнал от задатчика ограничений 7 для участка входа
5 через нормально закрытый контакт 10 поступает в регулятор 1. Когда действительное значение подачи и соответствующий ей сигнал с выхода регулятора становится меньше сигнала с задатчика 8 ограничений, на выходе блока 9 сравнения появляется сигнал, который
после усиления на усилителе 11 включает реле 12. Реле 12 раз.мыкает контакт 10 и замыкает контакт 13. После этого на всем осталь ном участке обработки выходной сигнал регулятора ограничивается значением, установленным на блоке 8. После окончания цикла обработки колеса цепь питания реле J2 обесточивается, и блок автоматического переключения уставок возвращается в исходное положение.
Использование предлагаемой адаптивной
0 системы управления зубофрезерным станком
5
позволяет расширить области применения станка на разные классы точности обрабатываемых колес. Наибольший эффект достигается при обработке колес повышенной точности и выражается в сокраш,е11ии машинного времени на 20-30%.
Формула изобретения
I. Адаптивная система управления зубофрсзерным станком, содержаш,ая регулятор со с.хемой ограничения выходного напряжения, подключенный к приводу подач станка, в которой один из входов регулятора подключен к задатчику уставки, а .второй вход - к датчику регулируемой величины, отличающаяся i&w, что с целью повышения производительности при обеспечении заданной точности обработки, система снабжена блоком автоматического переключения ограничений, который подключен .между выходом и третьи.м входом регулятора.
60234G
О
причем блок iepcK.iKiMO динен по краймеи : задатчиками yjiOBiien о 2. Адаптишч ;; сгсг.ся тем. что. блок лйто:. ния ограничений зк.-иоч;
г в сеоя cxo. сравнония, усилитель и po,:k iipii-iCM с выхо.:ипп схемы сравнения соединен выход регулятора и один пз залатч1;1 0 5 ограппч.смпя. а Bbixo.i схемы сравнении через .штель iio/iK.iKvieii к обмотке ре.че. при этом oaiiii задатч1;| с)раннчения - через иормалыю открыплй. а другой - через но;).;1льно закрытый 1 онтам 1 реле соединены с TpoTbin; чмгЮл; 1чм y.тvф;i.
Источники информащг, пгпшятые во Biiiiмание при экспертизе:
1.Анисимов В. В.. Го-Л}бк; Н В. Н. Л.малоIOBbie вычислите:1 1И,1с . ... 1971. r.iaва 11.
2.Патент Всликобриг шпп Л1: 1.34;i..6 кл. G 3 R, 971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Адаптивная система управления зубофрезерным станком | 1978 |
|
SU742108A2 |
| Устройство адаптивного управления металлорежущим станком | 1984 |
|
SU1205130A1 |
| Система адаптивного управления токарным станком | 1977 |
|
SU656025A1 |
| Устройство для адаптивного управ-лЕНия CTAHKOM | 1979 |
|
SU834673A1 |
| Устройство для автоматического управления задающей подачей копировального станка | 1980 |
|
SU942946A1 |
| Система адаптивного управления | 1983 |
|
SU1133583A1 |
| Устройство адаптивного управления металлорежущим станком | 1986 |
|
SU1361508A2 |
| Система адаптивного управления зубофрезерным станком | 1977 |
|
SU657411A1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ СИЛОВЫХ ПАРАМЕТРОВ ПРОЦЕССА РЕЗАНИЯ | 2010 |
|
RU2429960C1 |
| Устройство для адаптивного управления станком | 1977 |
|
SU684513A1 |
7
L.
-1
7 I в
Фиг. 2
