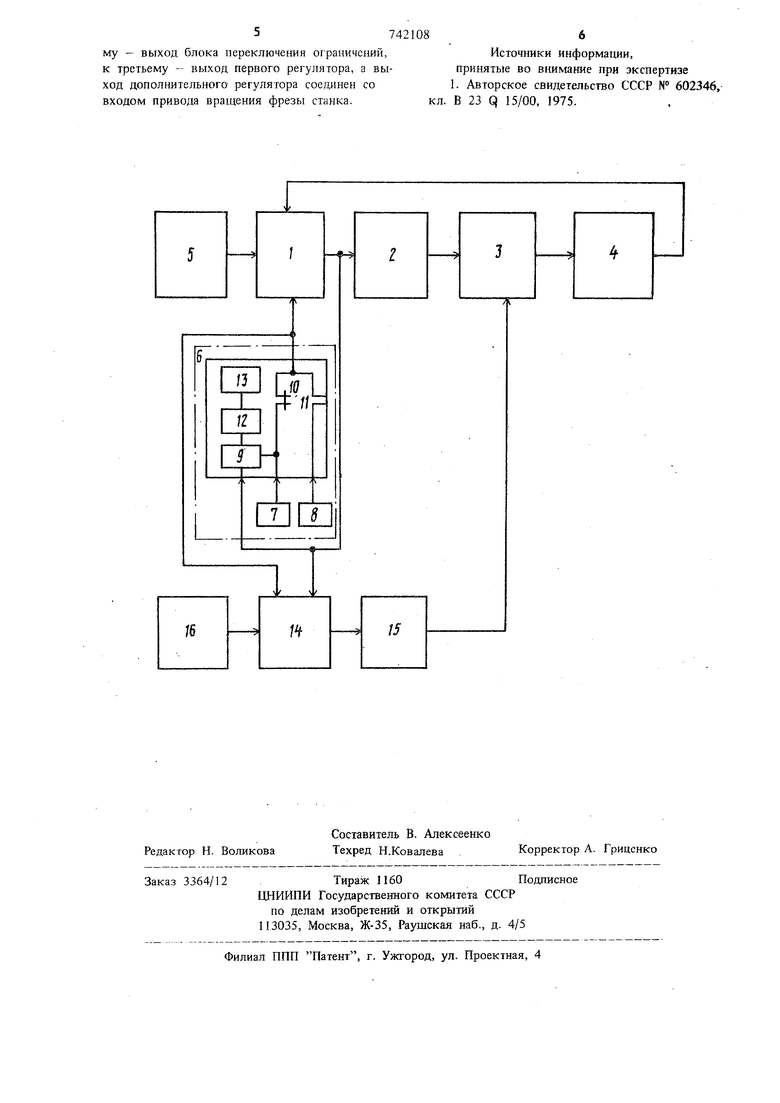
Изобретение относится к области адаптивны систем управления технологическим оборудованием и может быть использовано в зубофрез ных станках, работающих по методу обкатки при чистовой и черновой обработке. Известна адаптивная система управления зубофрезерным станком по основному авт. св. № 602346, содержащая последовательно включенные регулятор со схемой ограничения выходного напряжения, имеющий три входа, привод подачи и датчик регулируемой величины, в которой первый вход регулятора подключен к задатчику установки, второй вход датчику регулируемой величины, а между выходом и третьим входом регулятора включен блок автоматического переключения ограничений два входа которого соединены с независимыми задатчиками уровней ограничения Т. Недостатком этой системы является то, что при введении различных диапазонов регулирования подачи на различных участках обработки значительно улучшается использование возможностей станка по производительности и точноети.но при этом снижается стойкость инструмента, Цель изобретения - сохранение стойкости инструмента при повышении производительности режимов резания. Это, достигается тем, что в адаптивной системе управления введен дополнительный регулятор, к первому из входов которого подключен задатчик частоты вращения фрезы, ко второму - выход блока переключения ограничений, к третьему - выход первого регулятора, а выход дополнительного регулятора соединен со входом привода вращения фрезы. На чертеже показана принципиальная схема системы. Система состоит из регулятора 1 со схемой ограничения выходного сигнала, регулируемого привода 2 и стакана 3. На первый вход регулятора 1 подключен выход датчика 4, с помощью которого получается информация о протекании процесса обработки. На другой вход регулятора I подается сигнал от задатчика 5, определяющего требуемый уровень регулируемой величины. Для задания ограничений по подаче на разных уровнях к третьему входу регулятора 1 присоединен блок 6 автоматического переключения ограничений, на первый вход которого подключен выход регул5 тора 1. На второй и третий входы блока 6 подключены выходы независимых задатчиков 7 и 8 уровней ограничений. В состав блока входят блок срав- 9 сигналов с выхода регулятора 1 и одного из независимых задатчиков, управляющие контакты 10 и 11 срабатьшающего при достижении определенного уровня сигнала с усилителя 12, реле 13. Допол1штельио введенный регулятор 14 своим выходом подключен к регулируемому пр воду вращения фрезы 15, на первый вход регулятора 14 подключен задатчик 16 частоты вращен|ня фрезы, на второй вход подключен выход блока 6, а на третий вход подключен выход регулятора 1. . Адаптивная система работает следующим образом. Перед началом работы задат шком 5 устанавливается требуемое значение управляемой величины, например мощности, а задатчиками 7 и 8 ограничегшя по величинам подачи для участка входа и остального участка обработки соответственно. Устанавливаемое задагшком 7 ограничение для участка входа всегда больще ограниче1гия на участке остальной обработки, устанавливаемого задатчиком 8. В начале обработки, на участке входа, действительное значение регулируемой величины всегда меньше, чем заданное задатчиком 5, поэтому на выходе регулятора сигнал соответствует ограничению, установленному задатчиком 7. По мере обработки на участке входа увеличивается глубина резания и при этом увеличивается действительное значение регулируемой веливдны, например мощно ти. В зтом случае происходит уменьшение сигнала рассогласования между. датчиком 4 и задатчиком 5. При зтом уменьшается выходное напряжение регулятора и, следовательно, величина подачи. При вариациях условий обработки глубины резания, твердости материала, условий охлаждения и пр. регулятор изменяет величину подачи, однако максимальное значение подачи не превышает установленного на задатчике 7. При приближении к участку полного резания блок автоматического переключения ограниче1ШЙ включает в работу задатчик 8. После этого регулирование величины подачи ведется до мак симального значения, установленного на задатчике 8, которое меньше установленного на задатчике 7. Благодаря этому на участке выхода инструмента, когда действительная величина мощности будет меньше заданной, обработка ведется с подачей меньшей, чем на участке входа. Переключение ограничений максимальной подачи производится в момент, когда действительная подача становится равной ограничению, установленному на задатчике 8. В схему переключения ограничений в указанный момент входит блок сравнения 9, на вход которого подаются сигналы с выхода регулятора и с задатчика 8 меньшего ограничения. К двум входам блока автоматического переключения ограничений подводятся сигналы от двух задатчиков ограничений. Сигнал от задатчика ограничений 7 для участка входа через нормально закрытый контакт 10 поступает в регулятор 1. Когда действительное значение подачи и соответствующий ей сигнал с выхода регулятора становится меньше сигнала с задатчика ограниче1шй 8, на входе блока сравнения 9 появляется сигнал, которой после усиления на усилителе 12 включает реле 13. Реле 13 размыкает контакт 10 и замыкает контакт 11. После .этого На всем остальном участке обработки выходной сигнал регулятора ограничивается значе1шем, установленным на задатчике 8. Одновременно ведется процесс регулирования частоты вращения фрезы. В начале процесса резания задатчиком 16 устанавливается частота вращения фрезы, а, следовательно, и скорость резания, определяемые величиной ограничения по подаче блока 6 автоматического переключетшя ограничений от задатчика 7. В процессе врезания по сигналу от датчика мощности 4 регулятором 1 осуществляется снижение подачи уменьшением выходного напряжения. Этим же сигналом производится изменение скорости резания, с целью стабилизации стойковти инструмента. При переключении ограничения по подаче на подходе к участку полного резания блоком б от задатчика 7 на задатчик 8, скорость резания определяется сигналами задатчиков 16 и В. Таким образом, в начале процесса резания устанавливается ограничение по скорости резания задат шком 16 по сигналу с задатчика ограничения 7, а в конце не выше ограничения, определяемого задатчиками 8 и 16. После окончания цикла обработки колеса цепь питания обесточивается и блок 6 возвращается в исходное положение. Использование предлагаемого контура автоматического регулирования скорости резания в известной адаптивной системе управления позволяет повысить стойкость инструмента. Формула изо б.р е т е н и я Адаптивная система управления зубофрезерным станком по авторскому свидетельству № 602346, отличающаяся тем, что, с целью сохранения стойкости инструмента при повышении производительности режимов резаШ1Я, в нее введен дополнительный регулятор, к первому из входов которого подключен задатчик частоты вращения фрезы, ко второ5742108
My - выход блока переключения ограничений, к третьему - выход первого регулятора, а выход дополнительного регулятора соеданен со входом привода вращения фрезы станка.
Источники информации, принятые во В1шмание при экспертизе 1. Авторское свидетельство СССР № 602346, кл. В 23 q 15/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Адаптивная система управления зубофрезерным станком | 1975 |
|
SU602346A1 |
| Система адаптивного управления | 1983 |
|
SU1133583A1 |
| Система адаптивного управления токарным станком | 1977 |
|
SU656025A1 |
| Устройство для адаптивного программноно управления металлорежущими станками | 1975 |
|
SU603951A1 |
| Способ управления подачей при зубофрезеровании и система для его осуществления | 1977 |
|
SU726746A1 |
| КОНТРОЛЛЕР ДЛЯ СТАНКОВ С ЧПУ | 1993 |
|
RU2108900C1 |
| Устройство для адаптивного программного управления металлорежужим станком | 1977 |
|
SU631875A1 |
| Система адаптивного управления зубофрезерным станком | 1977 |
|
SU657411A1 |
| Устройство для автоматического управления задающей подачей копировального станка | 1980 |
|
SU942946A1 |
| Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем | 1985 |
|
SU1352453A1 |
