Изобретение относится к области автоматического регулирования механических усилий на метсшлорежущих станках. Известна система адаптивного управления фрезерным станком l, осуществляющая стабилизацию силового параметра и содержащая регулируе мый привод подачи, привод главного движения, которые через процесс резания связаны с датчиком силового параметра резания, блок сравнения, прямой вход которого соединен с задатчиком силового параметра резания а инверсный - с выходом датчика сил вого параметра резания. Выход блока сравнения соединен с одним из входов регулируемого привода подачи, второй вход которого соединен с вых дом блока ограничения подачи, .входы которого соединены соответственно с задатчиком максимальной и минимальной величин подачи на зуб,,а также с датчиком скорости подачи и 4acTOT вращения шпинделя. При величине под чи на зуб большей,чем допустимое зн чение, блок ограничения уменьшает пйдачи до установленного уровня. Если текуьчП:- значение величины подачи на эуЬ менылс максимального, то подача не ограничивается и система стабилизирует силовой параметр резания. Недостатком этой системы является то, что скорость резания постоянна в процессе обработки, что при больших колебаниях глубины и ширины фрезерования приводит к отклонениям от оптимального режима резания, а следовательно, к снижению производительности . . Наиболее близким техническим решением к изобретению является адаптивная система управления токарным станком 2, содержащая регулируемый привод подачи, регулируемый привод шпинделя, которые через процесс резания связаны с датчиком силового параметра резания, задатчики силового параметра максимальной подачи и скорости резания, блоки вычисления-M ограничения оборотной подачи и датчик текущего значения оборотов шпинделя. Система в соответствии с заданными параметрами стабилизирует силовой параметр резания путем измерения подачи инструмента. Если величина по-, дачи превышает допустимую, происходит автоматическое ограничение оборотной подачи.
Недостатком известной системы яв ляется то,- что регулирование процесса резания происходит без учета оптимального значения скорости резания, что приводит к снижению износостойкости инструмента и производительности обработки.
Целью изобретения является повышение точности работы системы и обеспечение оптимального режима обработки (точения, фрезерования,- сверления) при изменяющихся в широких пределах .дестабилизирующих факторах.
Поставленная цель достигается тем что в систему адаптивного управления токарным станком/ содержащую последовательно соединенные задатчик силового параметра резания, первый блок сравнения и регулятор привода подачи, а также датчик силоаого параметра резания, выход которого под ключей к инверсному входу первого блока сравнения, блок ограничения подачи, блок вычисления оборотной подачи, входы которого подключены к выходам датчиков текущих величин подачи и оборотов шпинделя, а выход через блок -ограничения величины подачи - к другому входу регулятора привода подачи, задатчики расчетных значений подачи и скорости резания и последовательно соединенные второй блок сравнения, регулятор привода шпинделя и датчик скорости резания, выход которого подключен к инверсному входу второго блока сравнения, введены последовательно соединенные блок деления, блок возведения в степень ri блок умножения, вход и выход которого соответственно соединены с выходом задатчика расчетного значения скорости резания и с прямым входом второго блока сравнения, а ко входам блока деления подключены выходы задатчика расчетного значения подачи и блока вычисления оборотной подачи.
Это обеспечивает регулирование продольной подачи, вычисление и поддержание близкой к оптимальной скорости резания в процессе обработки. Критерием оптимизации является условие максимальной производительности при ограничении максимального значения силового параметра резания на заданном уровне. Расчет оптимальных а начений продольной подачи и скорости резания приведен в источнике ГЗ.
В результате расчета получается Следующее выражение для оптимальной скорости резания:
V -V (,l
где VQ - piac4eTHoe значение скорости резания;
ов/о расчетное значение подачи на оборот;
Spg - текущее значение подачи иа оборот;
Уу - показатель степени подачи инструмента в формуле для стойкости режущего инструмента.
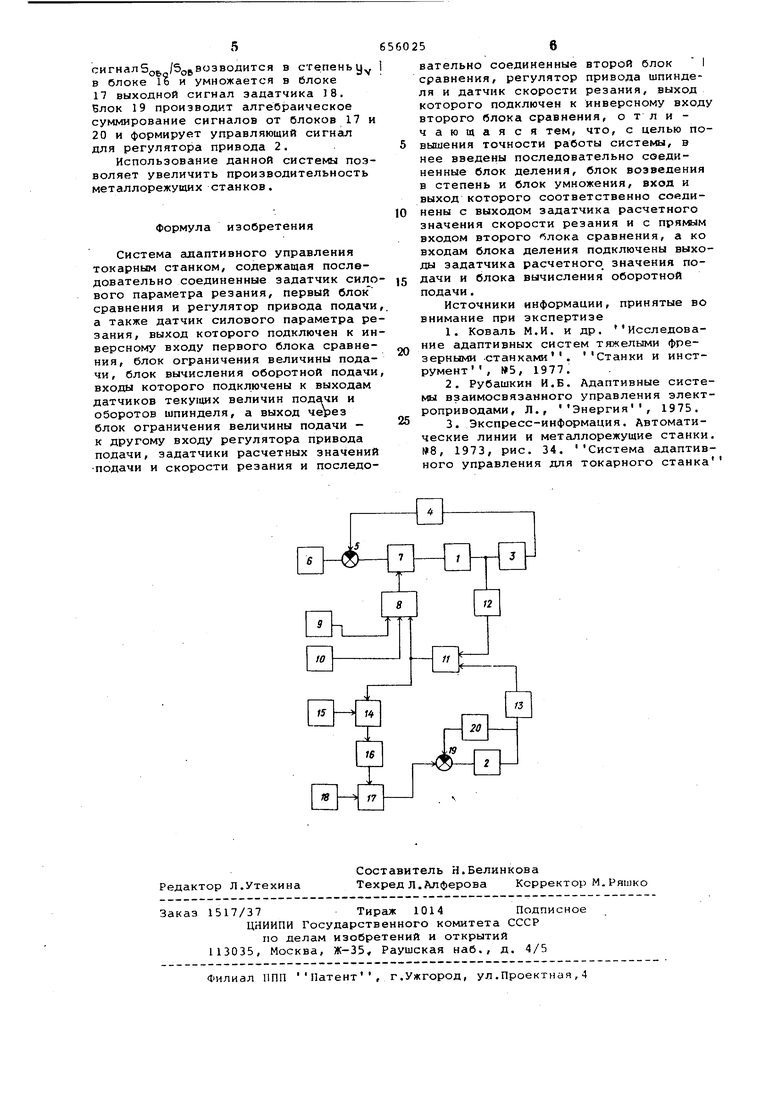
На чертеже представлена структурная схема системы.
Система содержит привод подачи 1 регулятор привода шпинделя 2. Привод 1 через станок резания 3 связан с датчиком силового параметра резания 4. Прямой вход первого блока сравнения 5 соединен с залатчиком силового параметра резания 6, а инверсный вход - с выходом датчика 4. Выход блока 5 подключен к одному из входов регулятора 7 привода подачи, к другому входу которого подключен блок ограничения величины подачи 8, на два входа которого подаются с блоков 8 и 9 уставки максимальной и минимальной 10 величин обратной подачи соответственно, а третий вход соединен с выходом блока вычисления обратной подачи И, входы которого со динены с датчиком текущих величин по-, дачи (12) и оборотов шпинделя (13). Один вход (соответствующий числителю блока деления 14 соединен с задатчиком расчетного значения подачи 15 на оборот, а второй (соответствующий знаменателю) - с выходом блока 11. Вход блока возведения в степень 16 соединен с выходом блока 14, а выход - с одним из входов блока умножения 17, второй вход которого соединен с задатчиком расчетного значения скорости резания 18. Выход блока 17 соединен с прямым входом второго блока сравнения 19, инверсный вход которого соединен с датчиком скорости резания 20, а выход - с регулятором привода шпинделя 2.
Система адаптивного управления работает следующим образом.
Сигнал задатчика 6 поступает на вход блока 5, на другой вход которого поступает сигнал от датчика 4. Образующийся на выходе блока 5 сигнал рассогласования через блок 7 управляет приводом 1. В зависимости от знака рассогласования происходит увеличение или уменьшение величины подачи. Сигналы с выходов датчиков 12 и 13 поступают на блок 11, выходной сигнал которого, пропорциональны оборотной подаче,- тек пода оъ ОБ/МИН
ется на блок 8, на другие входы которого подаются с блоков 9 и 10 устаноки максимальной и минимальной величин оборотной подачи соответственно. При отключении величин подачи от установленных пределов блок 8 формирует сигнал, ограничивающий подачу пределами заданного уровня. Сигнал, пропорциональный текущему значению подачи на оборот, поступает на вход блока 14, на другой вход которого подается сигнал от датчика 15 Сформулированный на выходе блока 11

| название | год | авторы | номер документа |
|---|---|---|---|
| Адаптивная система управления металлорежущим станком | 1988 |
|
SU1543385A1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ СИЛОВЫХ ПАРАМЕТРОВ ПРОЦЕССА РЕЗАНИЯ | 2010 |
|
RU2429960C1 |
| Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем | 1985 |
|
SU1352453A1 |
| Устройство для регулирования силовых параметров и рабочей подачи процесса резания | 1985 |
|
SU1270744A1 |
| Система экстремального регулирования уровня вибраций на металлорежущем станке | 1982 |
|
SU1013909A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 1991 |
|
RU2025254C1 |
| Устройство для ограничения вибраций на металлорежущих станках | 1976 |
|
SU662319A1 |
| СПОСОБ АДАПТИВНОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1990 |
|
RU2050247C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ РЕЖУЩЕГО ИНСТРУМЕНТА ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ НА СТАНКЕ | 2010 |
|
RU2432233C2 |
| Устройство для адаптивного программ-НОгО упРАВлЕНия CTAHKOM | 1978 |
|
SU807226A2 |
