из инвертора 6, счетчика импульсов на эле.ментах типа триггер 7, 8 и 9, усилителя 10, к йыходу которого подключена схема совпадения сигналов на элементах И П--16. К выходу схемы совпадения подключена задержки сигналов на элементах Д 17-21, к выходу которой подключена схема ИЛИ 22. К выходу схемы 22 подключено выходное устройство, состоящее из усилителя 23 и релейного элемента 24 с нормально,закрытым контактом 25. К|)оме того, на входе триггеров установлена кнопка 26 установки начала цикла.
Подъемно-опускная платформа действует следующим .образом.
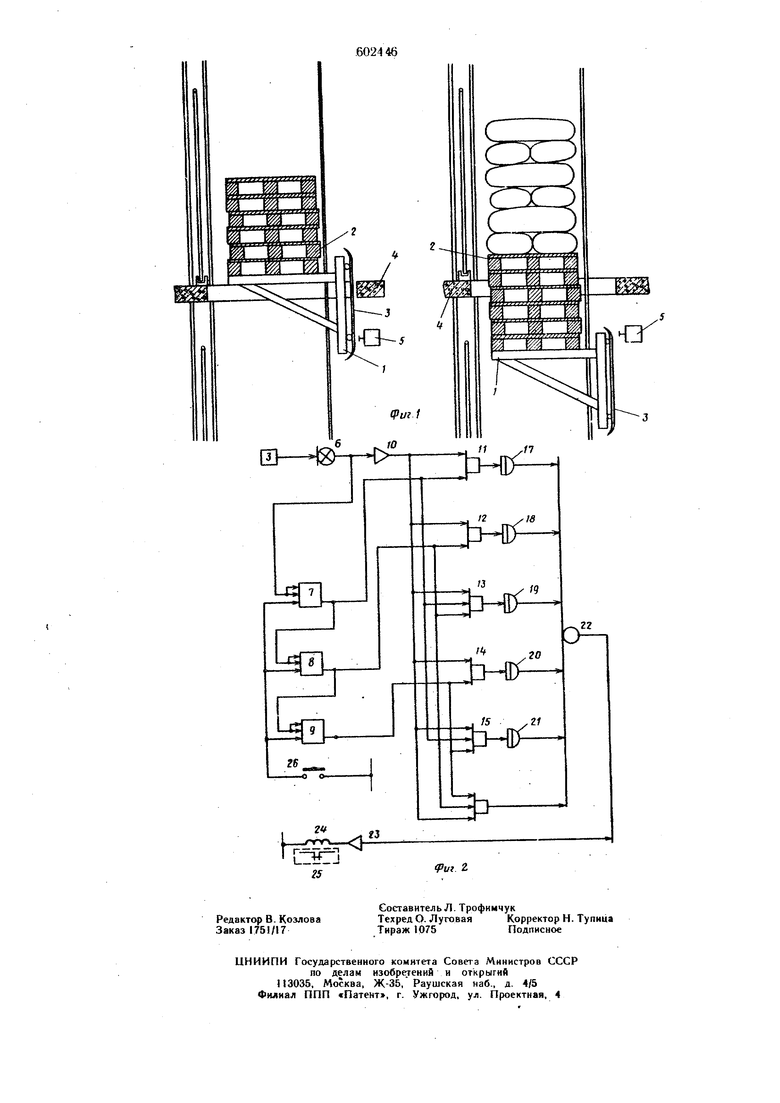
На платформу 1 с упором 3 закладывают фачку поддонов 2 и по команде оператора транспортируют к плоскости укладки штучных груtoB (к головке пакетоформирующей машины). После сформирования пакета платформа 1 опускается к плоскости 4 выемки готового пакета, воздействуя упором 3 на датчик 5, на выходе которого появляется сигнал «1 {высокий потенциал). Сигнал «1 с выхода датчика 5 поступает на вход инвертора 6, на выхоДе которого устанавливается сигнал логического нуля (низкий потенциал)-. Сигнал логического нуля «О с выхода инвертора 6 поступает на ход усилителя 10 и на счетный вход триггера 7. Так как ранее на счетном входе триггера 7 присутствовал сигнал « и вхадное напряжение изменилось до значения «О, то триггер 7 переходит в другое устойчивое состояние, а именно на его формируется сигнал «1. который поступает на счетный вход триггера 8, подготавливая его к перебросу в другое устойчивое состояние, а на вход схемы совпадения на элементе И 11. Так как на другой вход схемы совпадения на элементе И 11 с усилителя 10 тоже поступает сигнал «1, то на его выходе формируется сигнал «i, который поступает на вход схемы задержки на элементе Д 17, выполняющего функцию задержки сигнала на время, необходимое для опускания платформы на толщину пяти порожних- поддонов. В течение этого времени на выходе Цемента Д 17 сформируется сигнал «1 и поступит на вход схемы ИЛИ 22. С выхода схемы ИЛИ 22 сигнал «1 поступает на вход усилителя 23. Усилитель 23 включает релеййый элемент 24, нормально закрытый контакт 25 которого работает в цепи управления опусканием платформы I, раз{Уывая эту цепь.
Платформа останавливается таким образом, что щестой поддон с сформиррванным на
нем пакетом остается з плоскости выемки готового пакета. Аналогичным образом происходит управление перемещением платформы и в остальных случаях для каждого очередного поддона.
После выемкн готового пакета оператор дает команду на подъем платформы 1, которая с пачкой порожних поддонов (уже в колнчестве пяти штук) поднимается к плоскости укладки штучных грузов. Схема управления перемещениями подъемно-опускной платформы в плоскботв укладкй штучных грузов построена по такому же принципу.
Степень перемещения подъемно-опускной платформы в плоскости для каждого очередного поддона производится по индивидуальным
логическим цепочкам и устанавливается с помощью элементов Д 17-21, выполняющих функцию задержки.
После расхода пачки поддонов закладывается новая пачка, оператор нажимает кнопку 26 устаиовк;и начала ци1сла (сброс счета) и весь
цикл повторяется.
Формула изобретения
Подъемно-опускная платформа пакетоформирующей машины длч штучных грузов, размещенных на поддоне, расположенная в щахте и снабженная системой управления ее шаговыми перемещениями, отличающаяся тем, что,
с целью обеспечения фиксированного положения платформы с установленной на ней пачкой порожних поддонов, иа платформе установлен упор, а система управлення выполнена в виде логической схемы, содержащей входное устройство, состоящее из датчика, взаимодействующего с упором, логическое устройство, состоящее из инвертора, усилителя, счетчика импульсов на элементах триггер, схемы совпадения сигналов на элементах И, схемы задержки сигналов на элементах Д, схемы ИЛИ и-выходное
устройство, состоящее из усилителя и релейного элемента, причем входное устройство, логическое устройство и выходное устройство последовательно соединены между собой.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 137057, кл. В 65 57/30, 1960.
2.Авторское свидетельство СССР № 418414, кл. В 65 57/30, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2006 |
|
RU2334670C2 |
| Пакетоформирующая машина | 1984 |
|
SU1168497A1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА ДЛЯ ШТУЧНЫХГРУЗОВ | 1971 |
|
SU310853A1 |
| Машина для автоматического пакетирования тарно-штучных грузов | 1980 |
|
SU960112A1 |
| Устройство для автоматической укладки мешков на поддоны | 1989 |
|
SU1749901A1 |
| Устройство для ориентирования изделий | 1982 |
|
SU1121207A1 |
| Машина для формирования пакета штуч-НыХ гРузОВ HA пОддОНЕ | 1978 |
|
SU816915A1 |
| Устройство для укладки изделий в пакет | 1990 |
|
SU1823855A3 |
| Пакетоформирующая машина для штучных грузов | 1984 |
|
SU1239065A1 |
| Система управления автоматом-садчиком кирпича | 1989 |
|
SU1648780A1 |