t
Изобретение относится к пакетирующим машинам, в частности к механизации трудоемких процессов по формированию пакетов плит, имеющих прямоугольную форму.
Известна пакетоформирующая машина фирмы Fab-Wetd Carp (США), предназначенная для формирований пакетов из штучных грузов прямоугольной формы, и состоящая из следующих узлов; подающего конвейера, ленточ .ного сборочного конвейера, приемного стола, поворотного устройства, отводного конвейера и механизма подачи порожних поддонов 1,
Недостаток известной машины заключается в отсутствии механизма, позволяющего накапливать грузы в период . вывода из машины готового пакета.
Наиболее близкая к предлагаемой машина для формирования пакета штучных грузов на поддоне содержит смонтированные на раме приемный неприводный рольганг, подающий конвейер, сталкивающий механизм и укладывающее устройство 2.
Недостатком известной машины является прерывистость цикла загрузок, определяемая тем, что в них отсутствует устройство для накопления грузов на период замены груженого поддона на порожний и подъема порожнего поддона в исходное положение, что .необходимо для непрерывной и высокопроизводительной работы технологической линии,, в которую включен данный автомат.
Цель изобретения - повышение производительности. .
0
Указанная цель достигается тем, что машина для формирования пакета штучных грузов на поддоне снабжена двухскоростным рольгангом для накопления грузов, смонтированным на раме между приемньол рольгангом и подающим конвейером, и кинематически связанным со сталкивающим механизмом.
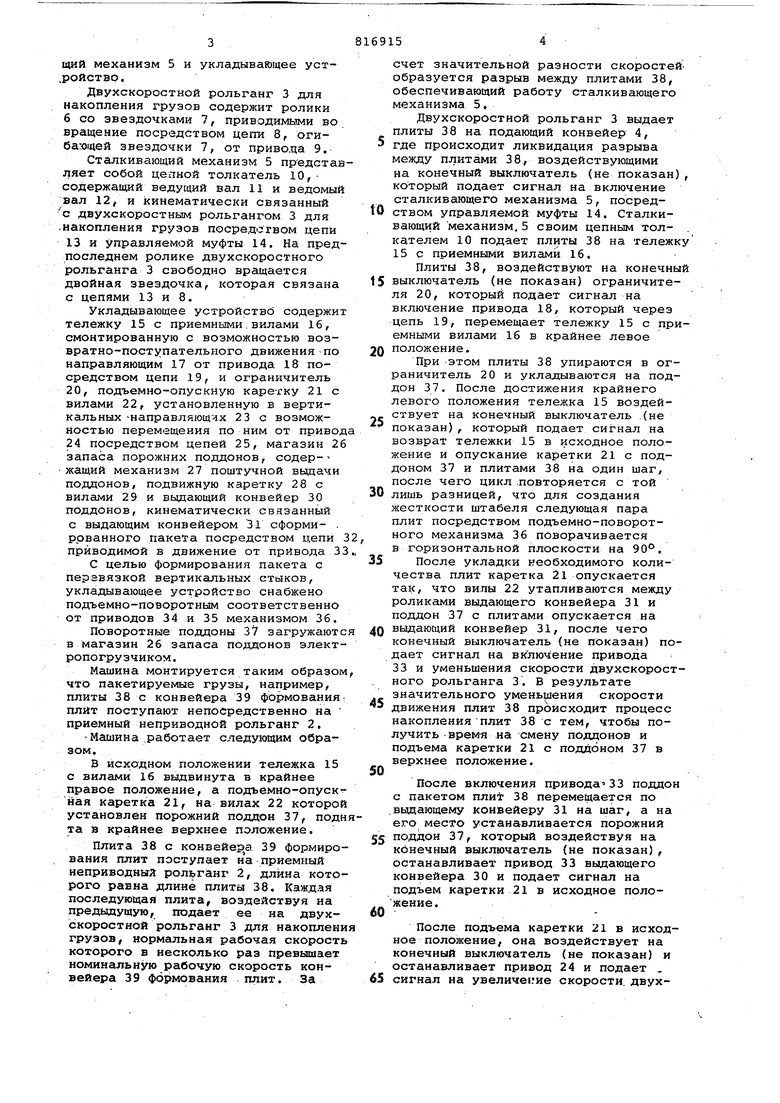
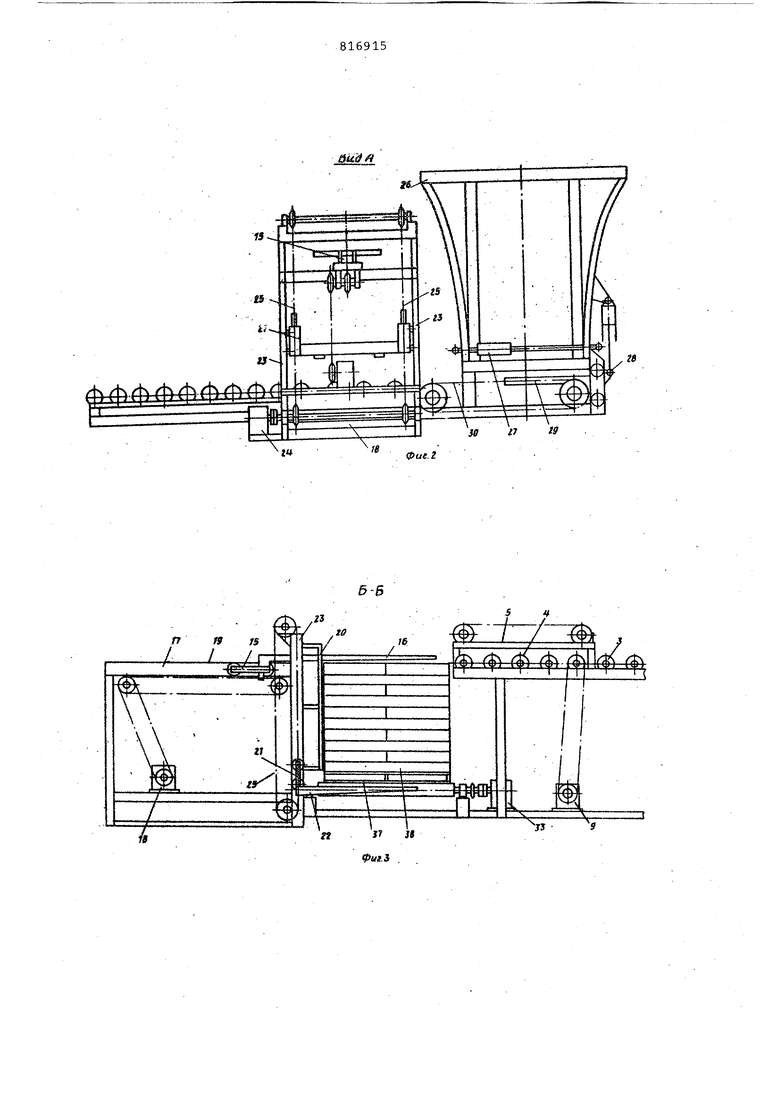
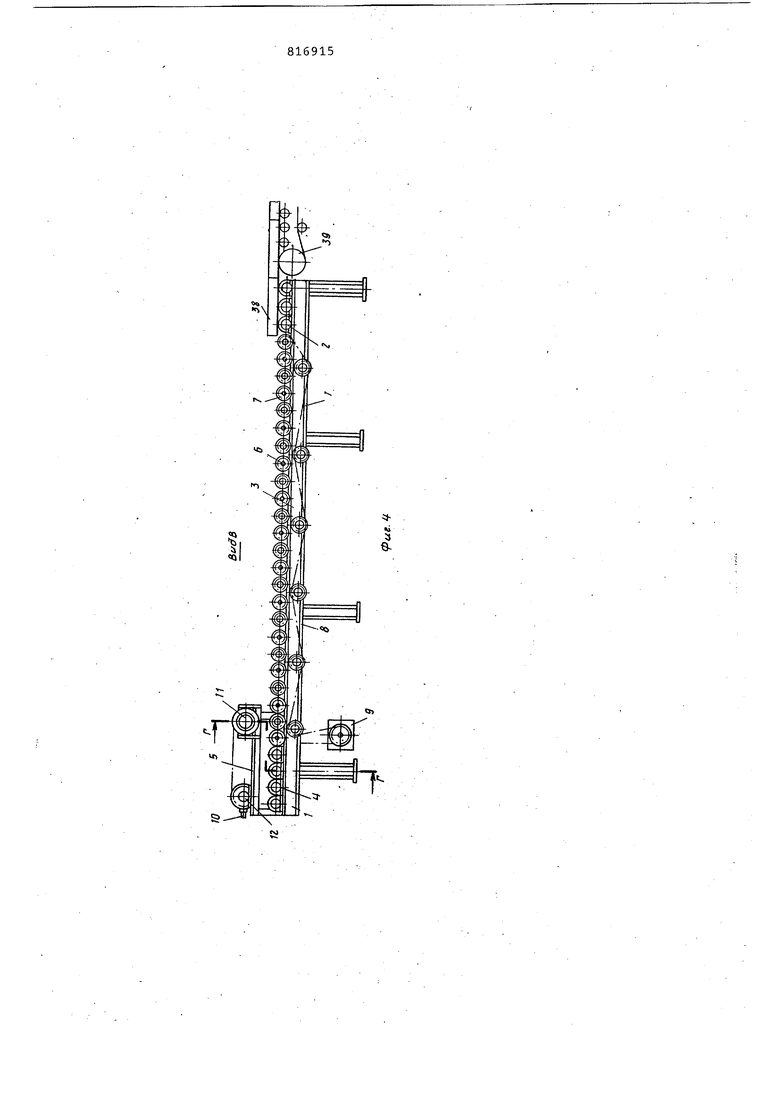
0 На фиг. 1 изображена машина, общий вид; на фиг. 2 - вид А на фиг.1; на фиг, 3 - разрез Б-Б на фиг. 1 на фиг. 4 - вид В на фиг. 1; на фиг, 5 - разрез Г-Г на фиг, 4.
Машина для формирования пакетов штучных грузов на поддоне содержит смонтированные на раме 1 приемный неприводной рольганг 2, двухскоростной рольганг,3 для накопления грузов, подающий конвейер 4, сталкиваюий механизм 5 и укладывайщее устойствр.
Двухскоростной рольганг 3 для акопления грузов содержит ролики со звездочками 7, приводимыми во ращение посредством цепи 8, огиа.х)|дей звездочки 7, от привода 9.
Сталкивающий механизм 5 представяет собой целной толкатель 10,одержащий ведущий вал 11 и ведомый ал 12, и кинематически связанный двухскоростным рольгангом 3 для акопления грузов посредством цепи 13 и управляемой муфты 14. На предпоследнем ролике двухскоростного рольганга 3 свободно вращается двойная звездочка, которая связана с цепями 13 и 8.
Укладывающее устройство содержит тележку 15 с приемными.вилами 16, смонтированную с возможностью возвратно-поступательного движения по направляющим 17 от привода. 18 посредством цепи 19, и ограничитель 20, подъемно-опускную каретку 21 с вилами 22, установленную в вертикальных -направляющих 23 с возможностью перемещения по ним от привода 24 посредством цепей 25, магазин 26 запаса порожних поддонов, содер- жащий механизм 27 поштучной выдачи поддонов, подвижную каретку 28 с вилами 29 и выдающий конвейер 30 поддонов, кинематически связанный с выдающим конвейером 31 оформи- . ррванного пакета посредством цепи 32, приводимой в движение от привода 33.,
С целью формирования пакета с перзвязкой вертиксшьных стыков, укладывающее устройство снабжено подъемно-поворотным соответственно от приводов 34 и 35 механизмом 36.
Поворотные поддоны 37 загружаются в магазин 26 запаса поддонов электропогрузчиком.
Машина монтируется таким образом, что пакетируемые грузы, например, плиты 38 с конвейера 39 формования плит поступают непосредственно на приемный неприводной рольганг 2.
-Машина ,работает следующим образом.
В исходном положении тележка 15 с вилами 16 выдвинута в крайнее правое положение, а подъемно-опуск ная каретка 21, на вилах 22 которой установлен порожний поддон 37, поднята в крайнее верхнее положение.
Плита 38с конвейера 39 формирования плит поступает на приемный неприводныЯ рольганг 2, длина которого равна длине плиты 38, Каждая последую1цая плита, воздействуя на предыдущую, подает ее на двухскоростной рольганг 3 для накопления грузов, нормальная рабочая скорость которого в несколько раз превышает номинальную рабочую скорость конвейера 39 формования плит. За
счет значительной разности скоростеобразуется разрыв между плитами 38, обеспечивающий работу сталкивающего механизма 5.
Двухскоростной рольганг 3 выдает плиты 38 на подающий конвейер 4, где происходит ликвидация разрыва между плитами 38, воздействующими на конечный выключатель (не показан который подает сигнал на включение сталкивающего механизма 5, посредством управляемой муфты 14. Сталкивающий механизм.5 своим цепным толкателем 10 подает плиты 38 на тележ 15 с приемными вилами 16.
Плиты 38, воздействуют на конечн выключатель (не показан) ограничителя 20, который подает сигнал на включение привода 18, который через цепь 19, перемещает тележку 15 с премными вилами 16 в крайнее левое положение.
При этом плиты 38 упираются в ограничитель 20 и укладываются на поддон 37. После достижения крайнего левого положения тележка 15 воздействует на конечный выключатель .(не показан), который подает сигнал на возврат тележки 15 в исходное положение и опускание каретки 21 с поддоном 37 и плитами 38 на один шаг, после чего цикл .повторяется с той лишь разницей, что для создания жесткости штабеля следующая пара плит посредством подъемно-поворотного механизма 36 поворачивается в горизонтальной плоскости на 90°.
После укладки необходимого количества плит каретка 21 опускается так, что вилы 22 утапливаются между роликами выдающего конвейера 31 и поддон 37 с плита1ми опускается на выдающий конвейер 31, после чего конечный выключатель (не показан) подает сигнал на включение привода 33 и уменьшения скорости двухскорОстного рольганга 3. В результате значительного уменьшения скорости движения плит 38 происходит процесс накопления плит 38 с тем, чтобы получить -врем-я на смену поддонов и подъема каретки 21 с поддоном 37 в верхнее положение.
После включения привода 33 поддо с пакетом пли 38 перемещается по
.вьодающему конвейеру 31 на шаг, а на его место устанавливается порожний поддон 37, который воздействуя на конечный выключатель (не показан), останавливает привод 33 вьщающего конвейера 30 и подает сигнал на подъем каретки 21 в исходное положение.
После подъема каретки 21 в исходное положение, она воздействует на конечный выключатель (не показан) и останавливает привод 24 и подает сигнал на увеличе1 ие скорости, двухскоростного рольганга 3 и процесс укладки плит 38 повторяется.
Одновременно с началом процесса укладки плит происходит процесс выдачи порожних поддонов 37 из магазина 26 запаса порожних поддонов. При это1;1 пакет порожних поддонов 37 лежит на 4илах 29 подвижной каретки 28, а механизм 27 поштучной вьщачи поддонов отсекает от пакета один . поддон 37, после чего каретка 28 с вилами 29 и поддоном 37 опускается так, что последний ложится на конвейер 30 вьвдачи порожних поддонов, и убирается последним из магазина запаса 26 порожних поддонов, после чего каретка 28 с вилами 29 поднимается в верхнее положение и подпирает пакет поддонов 37 снизу. , Формула изобретения
Машина для формирования пакета штучных грузов на поддоне, содержащая смонтированные на раме приемный неприводной рольганг, подающий конвейер, сталкивающий механизм и укладывающее устройство, отличающаяся тем, что, с целью повышения производительности, она снабжена двухскоростнь1м рольгангом для накопления грузов, смонтированным на раме между приемным рольгангом и подающим конвейером, и кинематически связанным со сталкивающим механизмом.
Источники информации, принятые во внимание при экспертизе
1.Ридель А.Э., Ридель Э.И.
15 Пакетоформирующие и пакеторазборные ; машины-автоматы. М,, 1969, с. 26-28,
2.Машины для формирования, крепления и разборки штучных грузов. Каталог, НИИинформтяжмаш, М., 1975,
20 с. 24-33,

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для упаковки изделий | 1981 |
|
SU1034949A1 |
| Устройство для упаковки пакета изделий | 1980 |
|
SU943108A1 |
| Пакетоформирующая машина | 1984 |
|
SU1168497A1 |
| Устройство для укладки грузов в пакет | 1983 |
|
SU1194797A1 |
| Пакеторазборная машина для штучных грузов | 1972 |
|
SU474479A1 |
| Пакеторазборная машина для штучных грузов | 1983 |
|
SU1193078A1 |
| Способ укладки штучных изделий в пакет и транспортная линия для его осуществления | 1978 |
|
SU887387A1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА ДЛЯ ШТУЧНЫХГРУЗОВ | 1971 |
|
SU310853A1 |
| Установка для укладки строительных из-дЕлий B КОНТЕйНЕРы | 1979 |
|
SU850398A1 |
| Поточная линия | 1975 |
|
SU590142A1 |

S If
t V- l
:| i -f . .
k-M .
